Mikromechanika
Szerzői jog © 2014 Dr. Halmai Attila, Dr. Samu Krisztián

A tananyag a TÁMOP-4.1.2.A/1-11/1-2011-0042 azonosító számú „ Mechatronikai mérnök MSc tananyagfejlesztés ” projekt keretében készült. A tananyagfejlesztés az Európai Unió támogatásával és az Európai Szociális Alap társfinanszírozásával valósult meg.

Dr. Halmai Attila egyetemi tanár, BME-MOGI
Dr. Samu Krisztián egyetemi docens, BME-MOGI
Kézirat lezárva: 2014 február
Lektorálta: Dr. Janóczki Mihály
További közreműködők: Dr. Huba Antal, Dr. Lipovszki György
A kiadásért felel a(z): BME MOGI
Felelős szerkesztő: BME MOGI
2014
- 1. A mikromechanikáról
- 2. A mikromechanika anyagai
- 3. A mikromechanikában használt effektusok és funkcionális anyagok
- 4. Jellegzetes mikromechanikai technológiák
- 5. Mikromechanikai szenzorok
- 6. Mikromechanikai aktuátorok
- 7. Mikrooptikai eszközök
- 8. A digitális adattárolás mikromechanikai megoldásai
- 9. Feladatok
- Irodalomjegyzék
- 1.1. A méretek összehasonlítása
- 1.2. A memória chip-ek kapacitásának és a minimális struktúraméretnek változása az évek függvényében
- 1.3. A mikrotechnika elhelyezkedése a mérettartományban, és jellemző példák
- 1.4. Az első tranzisztor képe
- 1.5. Gordon E. Moore, a róla elnevezett jelenség felfedezője
- 1.6. Az első kereskedelmi forgalomba hozott mikroprocesszor
- 1.7. A mikroprocesszorokban található tranzisztorok száma az évek függvényében
- 1.8. A méretek változásának következményei a felületre és a térfogatra
- 1.9. A bolha „konstrukciója”
- 1.10. A különböző méretű repülő állatok szárnyfrekvenciája
- 1.11. A molnárka a víz felületi feszültségét használja ki
- 1.12. Az elefánt testfelépítése
- 1.13. A hangya fürgén mozog, és testtömegének többszörösét képes rágójánál fogva csaknem függőlegesen felfelé cipelni
- 1.14. Méh összetett szeme
- 1.15. A mikrorendszerek előnyös tulajdonságai
- 1.16. A Bourdon-csöves nyomásmérő elől és hátulnézete burkolat nélkül
- 1.17. A Bourdon-csöves nyomásmérő finommechanikai szerkezete
- 1.18. Mikro elektro-mechanikai nyomásmérő egy csigaházban
- 1.19. Klasszikus mechanikus giroszkóp
- 1.20. MEMS szögsebesség érzékelő
- 1.21. A segway
- 1.22. Klasszikus finommechanikai gyorsulásmérő
- 1.23. A klasszikus gyorsulásmérőhöz tartozó erősítők
- 1.24. MEMS gyorsulásmérő (Bosch SMB 363)
- 1.25. Műhelymikroszkóp
- 1.26. Szúnyog táplálkozás közben
- 1.27. CD olvasófej képe
- 1.28. Emberi hajszálra írt felirat
- 1.29. Lézerrel kilyukasztott emberi hajszál
- 1.30. Mikroméretű versenyautó modell
- 1.31. A bécsi Stephansdom mikroméretű modellje
- 2.1. Polikristályos germánium
- 2.2. Polikristályos szilícium tömb
- 2.3. Természetes hegyikristály (kvarc)
- 2.4. Nagy tisztaságú polikristályos szilícium rúd
- 2.5. A kristálynövesztés fázisai
- 2.6. A Czochralski-féle egykristály növesztési módszer vázlata
- 2.7. A zónás olvasztás módszere
- 2.8. Egykristályos szilícium rúd
- 2.9. Polírozott és orientált szilícium hordozók
- 2.10. Megmunkált szilícium hordozó
- 2.11. A szilícium kristályszerkezete
- 2.12. A szilícium jellegzetes kristálytani síkjai
- 2.13. A szilícium hordozók orientációjának jelölése
- 2.14. A Mohs-féle keménységi skála
- 2.15. Mikrofogaskerék, amelyet egy hangya szájszervével fog meg
- 2.16. Egy légy feje, háttérben egy mikrostruktúrával
- 2.17. A hajszál, porszem és koromrészecske méretei az olvasófej légréséhez viszonyítva
- 2.18. A tiszta terek minősítése az egy köblábban található részecskenagyság és részecskeszám függvényében
- 2.19. A méretek összehasonlítása a hajszáltól a hidrogénatom átmérőjéig
- 2.20. Az IMT (Neuchatel) tiszta helységének képe
- 3.1. Prizmatikus rúd mechanikai alakváltozása
- 3.2. A nyúlásmérő bélyeg elvi kialakítása
- 3.3. Nyúlásmérő bélyeg gyakorlati kialakítása
- 3.4. Félvezető nyúlásmérő bélyeg
- 3.5. A nyúlásmérő ellenállások érzékenységének változása
- 3.6. Mikromechanikai nyomásmérő vázlata
- 3.7. A piezoelektromos szenzor vázlata
- 3.8. Longitudinális és transzverzális piezoelektromos effektus
- 3.9. A bimetall effektus
- 3.10. Az egyutas emlékezőfémes effektus
- 3.11. A kétutas emlékezőfémes effektus
- 3.12. A különböző hőmérséklettől függő ellenállások összehasonlítása
- 3.13. Félvezető diódák karakterisztikája
- 3.14. A nyitóirányú pn átmenet hőmérsékletfüggése
- 3.15. Termoelektromos effektus
- 3.16. A Hall-effektus magyarázata
- 3.17. A Hall-effektus
- 3.18. A Hall-feszültség függése a mágneses indukciótól
- 3.19. A magnetostrikció magyarázata
- 3.20. A magnetorezisztor karakterisztikája
- 3.21. A magnetorezisztor ellenállása a mágneses indukció (T) függvényében különböző hőmérsékleteknél
- 3.22. A belső fotoelektromos effektus
- 3.23. Fotodióda vázlatos keresztmetszete
- 3.24. A szilícium fotodiódák spektrális érzékenysége
- 3.25. A LED-ek sugárzási karakterisztikája, valamint az emberi szem, és a szilícium fotodióda spektrális érzékenysége
- 3.26. A Pockels effektus magyarázatához
- 3.27. Az elaszto-optikai effektus bemutatása
- 4.1. Vákuumgőzölő berendezés sematikus felépítése
- 4.2. Az ellenállásfűtés módszerei
- 4.3. Az elektronsugaras fűtés vázlata
- 4.4. A plazma hőmérséklete és a részecskék sebessége közötti összefüggés
- 4.5. A különféle plazmák hőmérséklete az elektronsűrűség függvényében
- 4.6. A lavina effektus magyarázata
- 4.7. Elektronok kiütése ionok segítségével
- 4.8. Felület tisztítása plazma segítségével
- 4.9. Felület aktiválása plazma segítségével
- 4.10. A plazmamarás elvi vázlata
- 4.11. Rétegfelvitel plazma segítségével
- 4.12. Katódporlasztó berendezés elvi vázlata
- 4.13. Katódporlasztó berendezés képe
- 4.14. Katódporlasztó berendezés képe
- 4.15. Az adalékanyag eloszlása diffúzió esetén különböző időpillanatokban
- 4.16. Ionimplantációs berendezés elvi vázlata
- 4.17. Ionimplantációs berendezés képe
- 4.18. Vízszintes elrendezésű reaktor epitaxiális rétegek növesztésére
- 4.19. Függőleges elrendezésű reaktor epitaxiális rétegek növesztésére
- 4.20. Barrel-reaktor epitaxiális rétegek növesztésére
- 4.21. Oxidálásra és diffúzióra szolgáló kemencék (reaktorok)
- 4.22. CVD reaktor típusok. (a) horizontális APCVD reaktor, (b) a szubsztrátok ferde elhelyezése az egyenletesebb rétegvastagságot szolgálja, (c) LPCVD reaktor, (d) PECVD reaktor
- 4.23. A különböző (vákuumgőzölés, katódporlasztás és CVD) technológiák hatása az alámart struktúrára
- 4.24. Az elektronsugaras litográfia elvi vázlata
- 4.25. Elektronsugaras litográfiás berendezés formázott sugárzással
- 4.26. Az elektronsugaras litográfiás maszkkészítés főbb lépései
- 4.27. Fotoreziszt réteg előállítására szolgáló berendezés vázlata és a fotoreziszt (Hoechst/Clariant AZ 4000) vastagsága a fordulatszám függvényében
- 4.28. Fotolitográfia pozitív és a negatív fotoreziszttel
- 4.29. A pozitív fotoreziszt működési mechanizmusa
- 4.30. A negatív fotoreziszt működési mechanizmusa
- 4.31. Az optikai litográfiánál használt nagynyomású higanygőz lámpák sugárzásának spektrális eloszlása
- 4.32. Nagynyomású higanygőz lámpával megvalósított megvilágító berendezés vázlata
- 4.33. A maszk és a szubsztrát elhelyezésének három változata
- 4.34. A litográfiás technológia felbontását és minőségét ellenőrző teszt-struktúra
- 4.35. A maszk résméretének hatása a fotorezisztre
- 4.36. A szelektivitás és az izotrópia értelmezése
- 4.37. A szilícium legjellemzőbb kristálytani síkjai
- 4.38. Az anizotróp marás maszkjai és marószerei
- 4.39. A Siemens-csillag és a mart árkok keresztmetszete
- 4.40. Bal oldalon (a) 100, jobb oldalon (b) 110 orientációjú szeletek marási sebessége a kristálytani irányoktól függően. (50%-os KOH oldat, 78 °C hőmérsékleten)
- 4.41. Az anizotróp marási folyamat sematikus ábrázolása
- 4.42. Az anizotróp marással előállítható jellegzetes alakzatok
- 4.43. Anizotróp marással előállított negatív gúla (a) és befogott tartó (b, c, d)
- 4.44. Anizotróp marással előállított befogott tartók félig kész állapotban
- 4.45. Száraz anizotróp marással előállított szűrő mikroszkópikus képe
- 4.46. A sarokkompenzáció magyarázatához
- 4.47. Áramlásmérő szenzor kialakítása anizotróp marással
- 4.48. Az anizotróp és izotróp marási profilok közötti különbségek
- 4.49. Az alámaródás mikroszkópikus képe
- 4.50. A marási folyamat leállítása időméréssel és bór koncentrációval
- 4.51. A marási sebesség függése a bór koncentrációtól
- 4.52. A marási folyamat leállítása más anyagok (Si3N4 és SiO2) alkalmazásával
- 4.53. A marási folyamat leállítása pn átmenet segítségével elektrokémiai úton
- 4.54. A marási folyamat leállítása anizotróp és izotróp marások esetén
- 4.55. A száraz fizikai és kémiai marások közötti különbség
- 4.56. Ionos marásra alkalmas berendezés vázlata
- 4.57. Ionsugaras maróberendezés vázlata
- 4.58. Plazma maró berendezés vázlata
- 4.59. Barrel reaktor vázlata
- 4.60. Reaktív ionos marással készített mikromechanikai struktúra
- 4.61. A LIGA technológiával előállítható struktúrák jellemző méretei a mikroelektronikában alkalmazott méretekhez viszonyítva
- 4.62. LIGA technológiával előállított mikromechanikai struktúra
- 4.63. A LIGA technológia legfontosabb lépései (magyarázat a szövegben)
- 4.64. Az Európában található szinkrotronok
- 4.65. A CERN LHC gyorsítójának földrajzi elhelyezkedése
- 4.66. A CERN LHC gyorsítójának alagútja
- 4.67. A Párizs melletti Soleil gyorsító képe
- 4.68. A Soleil gyorsító belső elrendezése
- 4.69. A röntgensugaras litográfia vázlatos elrendezése
- 4.70. A röntgensugaras litográfia levilágító egysége
- 4.71. A röntgensugaras litográfiához szükséges munkamaszkok előállításának lehetőségei
- 4.72. A röntgensugaras litográfiához való maszk képe
- 4.73. A röntgensugaras litográfiához való köztes maszk előállításának technológiai lépései
- 4.74. A röntgensugaras litográfiához való munka maszk előállításának technológiai lépései
- 4.75. A röntgensugaras litográfiával elérhető struktúrák éles határvonalakkal és nagyon jó felületi minőséggel rendelkeznek
- 4.76. Lézerrel készített furatok alakjának függése az energiasűrűségtől
- 4.77. Lézerrel készített furat orvosi katéterben
- 4.78. Az ultrahangos mikrohuzal kötés fázisai
- 4.79. Ékes ultrahangos mikrohuzal kötés képe
- 4.80. A termokompressziós kötés lépései
- 4.81. Az Au-Si állapotábra
- 4.82. Termokompressziós kötés a mikroelektronikában
- 4.83. A termoszonikus mikrohuzal kötés lépései
- 4.84. Az anódos kötés vázlata
- 5.1. Mikromechanikai orvosi nyomásmérő
- 5.2. A mikromechanikai orvosi nyomásmérő szerkezete
- 5.3. Nyomás-frekvencia diagram
- 5.4. Frekvencia kimenetű nyomásmérő szenzor vázlatos metszete
- 5.5. Mikromechanikai barometrikus modul képe
- 5.6. Mikromechanikai barometrikus modul áramköreinek tömbvázlata
- 5.7. A mikromechanikai nyomásmérő membrán alatti részében vákuum van
- 5.8. A mikromechanikai nyomásmérő membránjának deformációja
- 5.9. A membrán alakváltozásának mérése
- 5.10. A szilícium szelet a megmunkált mikromechanikai struktúrákkal
- 5.11. A piezorezisztorok létrehozása
- 5.12. A vezetékezés megoldása alumínium gőzőléssel
- 5.13. A struktúra levédése szilíciumnitrid réteggel
- 5.14. A mikromechanikai membrán kialakítása anizotróp marással
- 5.15. A membrán alatti tér lezárása
- 5.16. Az áramköri elemek ellenőrzése mérőtűkkel
- 5.17. A szilícium szelet darabolása gyémánttárcsával
- 5.18. A gyémánttárcsával vágott felület
- 5.19. A mikromechanikai nyomásmérő áramkörei kerámia hordozóra vannak szerelve
- 5.20. A mikromechanikai részt védőkupak védi
- 5.21. A védőkupakot gélszerű anyaggal töltik ki
- 5.22. A mikromechanikai nyomásmérő kalibrálása
- 5.23. A kész mikromechanikai nyomásmérő
- 5.24. A mikromechanikai nyomásmérő néhány alkalmazása
- 5.25. Barometrikus mikromechanikai nyomásmérő modul (BMP 280)
- 5.26. A belsőégésű motorok szívócsövében alkalmazott mikromechanikai nyomásmérő
- 5.27. A mikromechanikai nyomásmérő vázlatos metszete
- 5.28. A mikromechanikai nyomásmérő referencia vákuummal a struktúra oldalon
- 5.29. A mikromechanikai nyomásmérő tokozás előtt
- 5.30. A mikromechanikai nyomásmérő szilícium lapkájának képe középen a membránnal, és a széleken a mikroelektronikai áramkörökkel
- 5.31. A tokozott szívócső nyomás és hőmérséklet mérő szenzor
- 5.32. Szívócső nyomás és hőmérséklet mérő szenzor a membrán alatt kialakított referencia vákuummal
- 5.33. Mikromechanikai nyomásmérő a membrán alatt létrehozott referencia vákuummal
- 5.34. Nagy felbontású és ultraminiatűr nyomásmérő szenzorok egy pénzérmén
- 5.35. Katéterbe építhető, rádiófrekvenciás adóval ellátott nyomásmérő szenzor
- 5.36. Nagynyomású szenzor vázlatos metszete
- 5.37. A gyorsulásmérők egyszerűsített rendszertechnikai modellje
- 5.38. Másodrendű rendszerek amplitúdó diagramja a frekvencia függvényében
- 5.39. A gyorsulásmérőknél alkalmazott mérési elvek: a.): elmozdulás mérés, b.): erőmérés
- 5.40. Példák mikromechanikai gyorsulásmérők szeizmikus tömegének kialakítására
- 5.41. Tömbi mikromechanikai technológiákkal kialakított gyorsulásmérő tokozás előtti képe
- 5.42. A gyorsulásmérő mikroelektronikai és mikromechanikai egysége
- 5.43. A gyorsulásmérő vázlatos keresztmetszete
- 5.44. A gyorsulásmérőben kialakított síkkondenzátorok
- 5.45. A gyorsulásmérő mérő és jelfeldolgozó áramkörei
- 5.46. A különböző vastagságú oxidrétegek kialakítása
- 5.47. A nedves anizotróp marás elindítása
- 5.48. A nedves anizotróp marási folyamat befejezése
- 5.49. A felső és az alsó fegyverzetet alkotó szilíciumszelet hozzákötése a középső szelethez
- 5.50. A kész mikromechanikai gyorsulásmérő
- 5.51. A gyorsulásmérő felragasztása a kerámia hordozóra
- 5.52. Légzsák vezérléshez kifejlesztett gyorsulásmérő
- 5.53. A felületi mikromechanikával készült gyorsulásmérő működési elve
- 5.54. Felületi mikromechanikával készült egytengelyes gyorsulásmérő axonometrikus rajza
- 5.55. A gyorsulásmérő mikroszkópos képe
- 5.56. A kinagyított fésűs elektródák
- 5.57. A gyorsulásmérő feldolgozó áramkörei
- 5.58. Oldal légzsákok vezérlésére kifejlesztett gyorsulásmérő képe
- 5.59. A Bosch PAS 2 gyorsulásmérőjének képe tokozás előtt
- 5.60. A Bosch SMB363 gyorsulásmérőinek képe
- 5.61. A Bosch BMA típusú gyorsulásmérőinek képe
- 5.62. A piezoelektromos mérési elv
- 5.63. A piezoelektromos szenzorok jelfeldolgozása. a: elektrométer erősítő, b: töltéserősítő
- 5.64. A Bosch cég külömböző gyorsulásmérői
- 5.65. Nyúlásmérő bélyegekkel működő gyorsulásmérő
- 5.66. A nyúlásmérő bélyegek kialakítása
- 5.67. Oldallégzsák vezérlésére kifejlesztett gyorsulásmérő képe
- 5.68. Analóg gyorsulásmérő karakterisztikája
- 5.69. Nyugalmi helyzetben a felmelegített rész szimmetrikusan helyezkedik el
- 5.70. Gyorsulás esetén a szimmetria felborul
- 5.71. Nyugalmi állapot, amikor a rendszerre nem hat gyorsulás
- 5.72. A szenzorra gyorsulás hat vízszintesen és bal irányból
- 5.73. A fűtőtest és a hőmérséklet mérő szenzorok mikromechanikai kialakítása
- 5.74. Gyorsulás esetén a hőmérsékleti eloszlás megváltozik
- 5.75. Az elektronikusan vezérelt jármű tartósan képes két keréken haladni
- 5.76. A klasszikus mechanikai giroszkóp elve
- 5.77. Mikromechanikai giroszkóp
- 5.78. A Coriolis-gyorsulás keletkezése
- 5.79. A Coriolis-erő keletkezése
- 5.80. A Coriolis-erő mérése
- 5.81. A mikromechanikai szögsebesség érzékelő valóságos képe
- 5.82. Az egychipes szögsebesség mérő képe a mikromechanikai és a mikroelektronikai részekkel
- 5.83. Néhány ismert repülőgéptípus a mikromechanikai girométerek alkalmazására
- 5.84. A Segway robbantott ábrája
- 5.85. Mikromechanikai giroszkópot is alkalmazó játék helikopter képe (rotor átmérő 195 mm)
- 5.86. A Német Statisztikai Hivatal kimutatása a balesetek számáról az idő függvényében, melyen jelölték a passzív biztonságot szolgáló rendszerek bevezetésének időpontját
- 5.87. A Bosch MM1 szögsebesség szenzorának működési elve
- 5.88. Az MM1 szenzor részének mikroszkópos képe és a tokozott szenzor képe
- 5.89. Az MM1 szenzor elektronikus áramköreinek tömbvázlata
- 5.90. A szögsebesség mérő szenzor karakterisztikája. A kimenet analóg feszültség, és a vízszintes tengelyen a skála °/s beosztású
- 5.91. Az autóipari alkalmazásra kifejlesztett kész szenzoregység
- 5.92. Az MM2 szögsebesség mérő szenzor működési elve
- 5.93. A szenzor mikromechanikai részének képei
- 5.94. A szenzor fésűs elektródáinak nagyított képe
- 5.95. A DRS MM3 szenzor képei, a mikromechanikai rész kinagyítva
- 5.96. A DRS MM5 szenzor képe
- 5.97. A DRS MM5 szenzor képe eltávolított fedéllel
- 5.98. A Bosch cég 3 tengelyű szögsebesség mérő szenzora
- 5.99. A hőhuzalos áramlásmérők működési elve
- 5.100. A hőhuzalos (1) és a hőfilmes (2) légtömeg mérők mérési karakterisztikája közötti különbség
- 5.101. A Coriolis-gyorsulás keletkezése
- 5.102. A hőfilmes légtömeg mérő karakterisztikája
- 5.103. A hőfilmes légtömeg mérő vázlatos konstrukciója
- 5.104. A hőfilmes légtömeg mérő felépítése és a hőmérséklet eloszlás jellege
- 5.105. Az emberi hallás tartománya
- 5.106. A hagyományos dinamikus mikrofon működési elve és főbb alkatrészei
- 5.107. Egy chip-es kondenzátor mikrofon vázlatos keresztmetszete
- 5.108. A FET mikrofon működési vázlata
- 5.109. A FET mikrofon metszeti rajza
- 5.110. A hagyományos kondenzátor és a FET mikrofonok közötti felhasználási különbségek
- 5.111. Mikromechanikai hőmérséklet mérő szenzor keresztmetszete
- 5.112. Hőmérséklet mérő szenzor konstrukciója
- 5.113. Hőmérséklet mérő szenzor axonometrikus ábrázolása
- 5.114. Tokozatlan hőmérséklet mérő szenzor egy emberi ujjon
- 6.1. Egy jellegzetes mikromechanikai pumpa képe
- 6.2. A mikromechanikai pumpa szerkezeti felépítése
- 6.3. A mikropumpa szállítási karakterisztikája
- 6.4. A mikropumpa robbantott ábrája
- 6.5. A működtető membrán kialakítása
- 6.6. A mikropumpa felülnézete, baloldalon a szűrőegység
- 6.7. A nyomtatófejek kétféle elrendezése és a kapillárisok egy részlete
- 6.8. A nyomtatófej sematikus konstrukciója
- 6.9. A nyomtatófej gyártásának lépései
- 6.10. A lefedetlen tintakamra a szűrővel
- 6.11. A nyomtatófej vázlatos konstrukciója
- 6.12. A szilícium szelet tisztítása
- 6.13. A szilícium szelet termikus oxidálása
- 6.14. A szilícium szelet bevonása fotoreziszttel
- 6.15. A strukturálás fotolitográfiával, UV fénnyel
- 6.16. A struktúra előhívása
- 6.17. Az oxid lemarása
- 6.18. A szilícium szelet vázlatos képe
- 6.19. A szilícium és üveg összekötése anódos kötéssel
- 6.20. A szilícium szelet bevonása fotoreziszttel
- 6.21. A vezetőpályák strukturálása fotolitográfiával
- 6.22. A fotoreziszt előhívása
- 6.23. Alumínium réteg felgőzölése
- 6.24. A felesleges alumínium eltávolítása
- 6.25. A ragasztóanyag felvitele
- 6.26. A piezo aktuátorok felragasztása
- 6.27. A Faulhaber 0206 típusú mikromotor szerkezete és alkatrészei
- 6.28. A hajtóművel egybeépített Faulhaber 0206 típusú mikromotor
- 6.29. a.) A bolygóműves hajtómű elvi vázlata, b.) három fokozatú hajtómű axonometrikus ábrázolása
- 6.30. a.) A bolygóműves hajtómű egy elemének képe, b.) a hajtómű külső háza egy részen el van távolítva
- 6.31. A bolygómű napkerekének félkész állapota
- 6.32. A bolygómű előállításához szükséges szerszám
- 6.33. A bolygómű előállításához szükséges szerszám
- 6.34. a.) A bolygókerék előállításához szükséges szerszám, b.) a napkerék és a szerelőlemez szerszáma és az azzal előállított munkadarab
- 6.35. A Wolfrom-hajtómű. a.) finommechanikai elvi megoldás, b.) mikromechanikai elvi megoldás, c.) a megvalósított mikromechanikai hajtómű képe
- 6.36. LIGA technológiával előállított szerszám szikraforgácsoláshoz
- 6.37. Bolygókerekek előállításához szükséges szerszámok kétféle profileltolással
- 6.38. Mikroméretű fogaskerék, amelyet egy hangya éppen a szájszervével fog meg
- 6.39. Mikroméretű mechanikai alkatrészek készítése fotoreziszt és galván technológia alkalmazásával
- 6.40. Mikroméretű lépcsős fogaskerék, és készítésének technológiai lépései
- 6.41. Mikroméretű hullámhajtómű, a módosítás 1:1023
- 6.42. A Penny-motor és robbantott ábrája
- 6.43. Mikromechanikai technológiákkal előállított tekercs
- 6.44. A mágneses és elektrosztatikus rendszerek energiasűrűsége
- 6.45. Három fázisú léptető mikromotor vázlata
- 6.46. A mikromotor előállításának lépései
- 6.47. A mikromotor csapágyazásának kialakítása
- 6.48. A mikromotor képe
- 6.49. A mikromotor részlete
- 6.50. Mikromechanikai szelep szerkezete
- 6.51. Mikromechanikai alkatrészek
- 6.52. Mikromechanikai turbina
- 7.1. Az optikai építőelemek osztályozása
- 7.2. A refraktív optikai építőelemek osztályozása
- 7.3. A fénytörés jelensége
- 7.4. Mikrolencse mátrix PMMA anyagból
- 7.5. Optikai szál széttartó nyalábjának fókuszálása gömblencsével
- 7.6. Változó törésmutatójú rétegek hatása a fényútra
- 7.7. Planár mikrolencsék létrehozása ioncserés technológiával
- 7.8. A diffúziós paraméterek hatása a sugármenetre
- 7.9. REM felvétel analóg litográfiával készült mikroprizma rendszerről
- 7.10. A reflexión alapuló optikai építőelemek
- 7.11. A teljes visszaverődés
- 7.12. Az integrált fényvezetők gyakorlati megvalósítása
- 7.13. A fényvezető szálak konstrukciója
- 7.14. Száloptikás erőmérő
- 7.15. Mikrooptikai fényvezető jellegzetes méretei
- 7.16. Hagyományos optikai szál csatlakozása integrált rendszerekhez
- 7.17. Mikrooptikai fényvezető csatlakozás kialakítása
- 7.18. Mikromechanikai technológiákkal előállított száloptikai csatlakozó vázlata
- 7.19. Az eső-fény szenzor működése
- 7.20. Az szennyeződés szenzor működése
- 7.21. A projektorok működési elve
- 7.22. Mikrotükör rendszer képe (DMD)
- 7.23. A mikrotükrök felépítése
- 7.24. Egy mikrotükör mikroszkópi képe
- 7.25. A DMD tükörrendszer egy tenyérben elfér
- 7.26. A diffrakciót felhasználó optikai elemek
- 7.27. Fűrészrácsos mikrooptikai elemek
- 7.28. Példák a diffrakciót felhasználó optikai elemekre: a) 1x2 sugárosztó, b) 1xN sugárosztó, c) sugáreltérítő, d) diffraktív lencse
- 7.29. REM felvételek a) sugárosztó funkciót is ellátó mikrolencse, b) mikrolencse mátrix
- 7.30. A mikrospektrométer képe
- 7.31. A mikrooptikai egység
- 7.32. A belépő fényt az optikai rács bontja fel spektrális összetevőire
- 7.33. Az optikai rács
- 7.34. A mikrospektrométer képe
- 7.35. Az alsó védőfólia elhelyezése
- 7.36. A szál beragasztása és a felső védőfólia elhelyezése
- 7.37. Az optikai egység pozícionálása a vonaldetektorhoz
- 7.38. A mikrospektrométer alkalmazása a vér bilirubin tartalmának mérésére
- 7.39. Mikrooptikai iránycsatoló és elosztó vázlatos konstrukciója
- 7.40. Mikrooptikai csatoló (modulátor) felépítése és csatlakoztatása hagyományos szálakhoz
- 7.41. Mikrooptikai iránycsatoló tipikus geometriai méretei, a fényintenzitás lefutása, és a mikrooptikai rész keresztmetszete a jellegzetes méretekkel
- 8.1. Egy jellegzetes merevlemezes adattároló belső szerkezete
- 8.2. Merevlemezes adattároló fej-lemez távolsága
- 8.3. Többlemezes merevlemezes adattároló
- 8.4. Hagyományos olvasófej
- 8.5. Magnetorezisztív olvasófej
- 8.6. Merevlemezes adattároló fejegysége
- 8.7. Merevlemezes adattároló író-olvasófej
- 8.8. Egy optikai adattároló lemez képe és logója az írás-olvasás oldaláról nézve
- 8.9. Hagyományos CD korong metszete vázlatosan
- 8.10. A minimális és a maximális pithossz
- 8.11. A hagyományos CD korongok szerkezete
- 8.12. A klasszikus CD korong olvasásának elve
- 8.13. A hengeres lencse képalkotása változik, ha a kép nincs a fókuszban
- 8.14. A kvadráns diódára eső fényfolt három lehetséges helyzete
- 8.15. Az objektív (lencse) elektrodinamikus mozgatásának elve
- 8.16. Az objektív (lencse) elektrodinamikus mozgatására szolgáló kéttengelyű elem
- 8.17. DVD lemez felületének nagyított képe
- 8.18. Írható CD lemez
- 8.19. A klasszikus CD technológia lépései
- 8.20. Írható CD lemez felnagyított részlete
- 8.21. Újraírható CD lemez felépítése
- 8.22. Az újraírható CD lemez működési elve
- 8.23. Az optikai adattárolók főbb tulajdonságainak összehasonlítása
- 2.1. A mikrotechnikában leggyakrabban használatos fémes anyagok
- 2.2. A mikrotechnikában használatos félvezető anyagok kristályszerkezete, rácsállandója és energiaszint különbsége
- 2.3. A kvarc, a szilícium és a rozsdamentes acél összehasonlítása
- 2.4. A mikrotechnikában alkalmazott kerámiák és alkalmazási területeik
- 2.5. A mikrotechnikában használatos polimer anyagok
- 4.1. A legfontosabb CVD eljárások áttekintése
- 4.2. Az epitaxiális növesztésnél használt legfontosabb gázok
- 4.3. A különböző litográfiás eljárások
- 4.4. A reaktív ionos marásnál a különböző anyagú rétegeknél felhasználható gázok
- 5.1. A gépjárművekben alkalmazott gyorsulásmérők mérési tartománya
- 5.2. A mikromechanikai gyorsulásmérőknél alkalmazott mérési elvek
1. fejezet - A mikromechanikáról
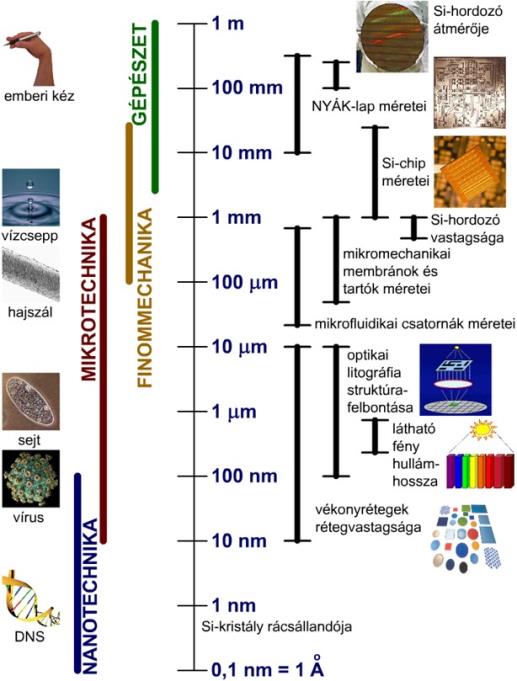
Amikor egy tudományterület ismeretanyagát megkíséreljük összegyűjteni, alapvető kérdés annak meghatározása, hogy hol helyezkedik el ez a tudományterület, hol vannak a határai. Ezért tehát az első kérdés hogy mi is az a mikromechanika, hogyan lehet meghatározni, és hol vannak a határai? Mivel a mikromechanika nevében benne van a mechanika, nyilvánvaló, hogy itt olyan eszközökről van szó, amelyek alapjában a mechanikához, mérnöki nyelvet használva a gépészmérnökséghez tartoznak. Más kérdés, és egyúttal a mikromechanikai rendszerek jellemzője, hogy ezek általában a mikroelektronikával együtt integráltan jelennek meg, tárgyalásuk legtöbbször villamosmérnöki ismeretek nélkül nem is lehetséges. Ennek oka, hogy a XXI. századnak megfelelő, igazán hatékony eszközöket csak a gépészeti és elektronikai ismeretek integrálásával lehet előállítani. A mikromechanika másik jellemzője a „mikro” jelző, amely a kis méretekre utal. A méretekre vonatkozóan eligazítást ad az 1.1. ábra - A méretek összehasonlítása, amely azt mutatja, hogy a méretskálán hol helyezkedik el a mikrotechnika mérettartománya. A hagyományos gépészet, mint az közismert, a néhány méteres tartománytól a néhány milliméteres mérettartományt öleli fel. A gépészetnek egy különleges területe az általában méréstechnikával (de nemcsak azzal) foglalkozó finommechanika, ahol a méretek a néhányszor 10 mm-es méretektől a tizedmilliméteres tartományban helyezkednek el. A méreteket tovább csökkentve található a mikrotechnika, a mm-től lefelé a néhányszor 10 nm-es méretekig. A mikrotechnikának két fontos ága van: a mikroelektronika és a mikromechanika. A mérettartományban a méreteket még tovább csökkenve jutunk el a nanotechnikához, amely a 100 nm-től a 0,1 nm-ig terjedő tartományban helyezkedik el. Az (1.1. ábra - A méretek összehasonlítása) ábrából az is látható, hogy ugyanúgy, ahogy a gépészet átfedésben van a finommechanikával, a finommechanika is átfedésben van a mikrotechnikával.
forrás: Wikipédia
A mikromechanikai elem, szerkezet, struktúra tehát olyan, nagyjából a mikrométeres mérettartományba eső mechanikai alkatrészt, szerkezetet, struktúrát jelent, amelyeket éppen a kis méretek miatt már nem lehet a hagyományos gépgyártástechnológiai módszerekkel előállítani, a gyártáshoz más, a mikroelektronikai technológiákhoz hasonló módszerekre van szükség. A mechanikai alkatrészen, szerkezeten, struktúrán nemcsak a szigorúan vett mechanikai elemeket (pl. membránt, befogott tartót, stb.) kell érteni, hanem minden olyan gépészethez tartozó másféle rendszereket is, mint például az áramlástechnikai, hőtani, optikai rendszerek. Fentiekből az is következik, hogy a mikromechanika könnyen társítható a mikroelektronikához, hiszen mindkettőben rokon anyagokat és rokon technológiákat használnak fel. Integrációjuk hozta létre a MEMS-eket, (Micro-Electro-Mechanical Systems) magyarul a mikroelektromechanikai rendszereket.
1.1. A mikromechanika kialakulása
A mikromechanika kialakulása szorosan kapcsolódik a mikroelektronika fejlődéséhez. A mikroelektronika létrejötte a tranzisztor felfedezésének (1948) következménye. Az első tranzisztorok tűs típusúak voltak, majd az 1950-es években létrejöttek a két pn átmenetet tartalmazó ötvözött bipoláris tranzisztorok. A következő nagy lépés (1952, Shockley) az ötvözött térvezérlésű tranzisztor megjelenése volt. E két eszköz, tehát a bipoláris és a térvezérlésű tranzisztor alapvető építőeleme lett az integrált áramköri technikának (IC, 1958), és ezzel a mai számítástechnika és információs technológia előtt megnyílt az a fejlődési folyamat, amely még ma is tart. Az elmúlt fél évszázadban folyamatosan csökkentek a tranzisztorok méretei, amelynek eredménye nemcsak az azonos területen elhelyezett tranzisztorok számának exponenciális növekedése lett, hanem ami legalább annyira fontos, a működési sebesség is megnövekedett. Ma a csíkszélességgel (ami a tranzisztornál a legkisebb laterális, síkbeli méretet jelenti) a 100 nm (0,1 μm) alatti tartományban vagyunk, és ezzel együtt a működési frekvencia a 100 kHz-es tartományból a GHz-es tartományba emelkedett.
A leírt folyamatot Moore-törvényként szokás említeni, ezzel külön fejezetben foglalkozunk.
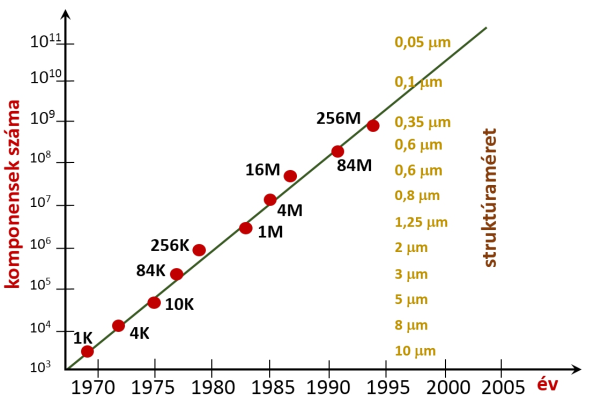
A félvezetős memóriák fejlődése hasonlóan elképesztő méreteket öltött, az 1970-es években egy memória-chip kapacitása körülbelül 1 kB volt, amely 2000-re 512 MB-ra növekedett. (Csak zárójelben: ez 512 000-szeres növekedés!) Ha ez a fejlődési ütem megmarad, a memória-chipek kapacitása 2030-ra eléri az emberi agy kapacitását. A leírt jelenség magával hozta az informatika forradalmát, amelynek hatása nagyobb, mint annak idején az ipari forradalom jelentősége volt. Az nem volt ilyen gyors, következésképpen nem is alakította át akkora sebességgel az emberiség fejlődését. Az 1.2. ábra - A memória chip-ek kapacitásának és a minimális struktúraméretnek változása az évek függvényében éppen azt mutatja meg, hogy az évek múlásával hogyan változott a memória chipek tárolási kapacitása, amit a tranzisztorok méreteinek csökkenése tett lehetővé. Természetes, hogy ez egyet jelentett a memória chipek alkatrész-számának (pontosabban a tranzisztorok számának) növekedésével. Gondoljuk meg: ma egy digitális kamera vagy fényképezőgép memóriakártyára dolgozik, a kereskedelmi forgalomban kapható memóriakártyák kapacitása a néhányszor 10 GB nagyságrendben van (2012), és rendelkezésünkre áll az a technológia, hogy a memória az információ tárolásához nem igényel sem mechanikai mozgást, sem tápfeszültséget. Mindez néhány évtizeddel ezelőtt még elképzelhetetlen volt. A mechatronikával foglalkozó szakembereknek fontos tudniuk, hogy napjainkban (2013) a struktúra legkisebb méretei a 10 nm-es tartományban vannak, miközben az egy chip-en elhelyezett komponensek száma eléri a százmilliárdos (!) nagyságrendet.
forrás: Wikipédia
A mikroelektronika fejlődése hozta előtérbe a szenzortechnika fejlődését is: megjelentek a mikroszenzorok. Mikroszenzoroknak általában azokat a szenzorokat nevezzük, amelyek méretei a mm alatti tartományban vannak. Miután pedig a szenzorok nagy része valamilyen mechanikai paramétert (elmozdulás, nyúlás, erő, nyomás, hőmérséklet, sugárzás, stb.) alakít át villamos jellé, logikus, hogy a korábban finommechanikához tartozó építőelemek méretei is lecsökkentek. Így jutunk el a mikromechanikához. Az is természetes, hogy a méretek csökkenésével az elemek előállításához már nem lehetett a gépgyártásban használatos technológiákat alkalmazni, más eljárásokra volt szükség, már csak gazdaságossági okok miatt is. Ezért a mai mikromechanika technológiái eltérnek a hagyományos gépgyártástechnológiától, és nagyon hasonlatosak a tranzisztorok és integrált áramkörök gyártási technológiáihoz. A mikromechanikai termékek előállítási pontossága általában nem éri el a mai mikroelektronika csúcsán tapasztalható értékeket, legtöbbször azok alatt van. A mikromechanika megjelenése azonban nem jelenti a skála végpontját, hiszen a méretek további csökkentésével érünk el a nanotechnológia területére, ahol a jellemző méretek a mikrométeres nagyságrend helyett a 3 nagyságrenddel kisebb nm-es tartományban vannak. Annak megértéséhez, hogy hol helyezkedik el a mikromechanika mérettartománya, további magyarázatot ad az 1.3. ábra - A mikrotechnika elhelyezkedése a mérettartományban, és jellemző példák. Az ábra legfelső részén az elektromágneses sugárzás hullámhosszát láthatjuk. Figyelemre méltó, hogy a látható tartomány (400 nm-től 700 nm-ig) ebben milyen kis sávot foglal el, miközben a külvilágból jövő információk túlnyomó részéhez a látásunk segítségével jutunk hozzá. Az ábra középső részén látható, hogy a mikrotechnika a nagyjából a μm-es tartományt fedi le, míg legalul néhány jellemző dolog a természetből: emberi ujj, légy, hajszál, baktérium, vírus, szilícium atom — került felsorolásra.

forrás: Gardner: Microsensors
1.2. A Moore törvény és következményei
Mi a közös jellemzője az utóbbi évtizedekben bekövetkezett változásoknak, és mi tette ezeket lehetővé? Erre egyértelmű válasz adható: a tranzisztor felfedezése.
A tranzisztor miniatürizálható, nagy sorozatban gyártható, legtöbbször szilíciumból készített erősítő eszköz. A sorozatban gyárthatóság miatt a tranzisztor nagyságrendekkel olcsóbb, az egyre kisebb méretek miatt nagyságrendekkel gyorsabb, és kevésbé sérülékeny, mint az elektroncső. Az elektroncső egyedileg készített vákuumtechnikai eszköz, legtöbbször üveg tokozásban, ami viszonylag nagy (finommechanikai méretű) alkatrészekből áll, üzem közben meleg és nagy fogyasztású (csak a termikus emisszió létrehozásához kb. 2 W teljesítmény szükséges), kevéssé rázásálló, ütésre érzékeny (törékeny). Ráadásul a működéséhez szükséges tápfeszültség igénye tipikusan a néhány száz voltos nagyságrendben van. Ehhez képest a tranzisztort egy szilárd test (Si-kristály) belsejében hozzuk létre, fogyasztása kicsiny, tápfeszültség igénye néhány volt, és tömeggyártással állítható elő. A méretek csökkenésének folyamatát a félvezető technológia fejlődése tette lehetővé.
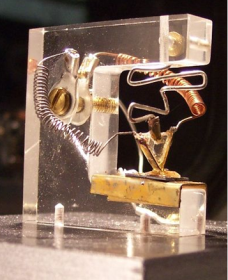
Tudománytörténeti jelentőségű, hogy az első tranzisztort 1947 decemberében, a Bell Laboratóriumban állította elő William B. Schockley, John Bardeen, és Walter Brattain, amiért 1956-ban Nobel-díjat is kaptak. Az első tranzisztor képét a következő ábrán (1.4. ábra - Az első tranzisztor képe) láthatjuk. Feltűnő, hogy milyen nagy méretű és robusztus kivitelű volt, méretei miatt még a finommechanikai mérettartományba tartozott, és megjelenésében egy cseppet sem hasonlít egy mai tranzisztorra.
forrás: Wikipédia
Az csak később vált világossá, hogy a tranzisztort az addig ismert erősítő eszközzel, az elektroncsővel szemben jól lehet miniatürizálni, és ebből következően olcsóvá is lehet tenni. Ezt a tendenciát Gordon E. Moore, az Intel Corporation cég egyik alapítója vette észre (1.5. ábra - Gordon E. Moore, a róla elnevezett jelenség felfedezője), és az Ő neve után ezt a jelenséget Moore-törvénynek nevezik.

forrás: Wikipédia
A megfigyelést, amit akkor még nem neveztek törvénynek, 1965-ben fogalmazta meg Gordon E. Moore. Akkor azt hitték, hogy a megfigyelés csak néhány évtizedre lesz érvényes, de nem így lett. A megfigyelés ma is érvényes, és egyes kutatók (Kurzweil) szerint 2020-ig érvényes is marad, mert körülbelül akkor érünk a fejlődésben oda, hogy a tranzisztorok atomi méretűek lesznek. Más kutatók (Krauss és Starkman) azonban 600 évben (!) határozták meg a ma már törvénynek tartott megfigyelés végső élettartamát.
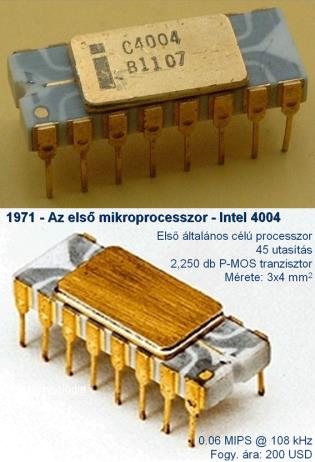
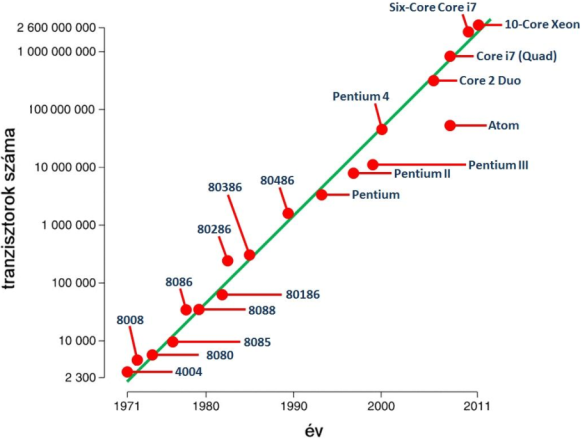
A Moore-törvény (Gordon E. Moore, 1965) tapasztalati megfigyelésen alapul, nincsenek elméleti alapjai. Tömören fogalmazva így hangzik: a tranzisztorok mérete kb. 18 hónap alatt a felére csökken. Másképpen fogalmazva: másfél év elteltével a hosszegységre vonatkoztatva a tranzisztorok száma megduplázódik, azaz négyszer annyi tranzisztort lehet ugyanazon a területen elhelyezni, mint másfél évvel korábban. Ez a tranzisztorok számában exponenciális növekedést jelent. Példaképpen a következő ábrán (1.6. ábra - Az első kereskedelmi forgalomba hozott mikroprocesszor) bemutatjuk az első kereskedelmi forgalomba került (1971) mikroprocesszort, az Intel 4004-est, amely 2250 db MOS (Metal Oxid Semiconductor) tranzisztort tartalmazott, egy kb. 3x4 mm-es szilícium hordozón.
forrás: Wikipédia
A mai processzorokban a tranzisztorok száma már túlhaladta a több százmilliós (!) nagyságrendet, a milliárdos tartományban van. Az órajel frekvencia a GHz-es (1 GHz = 1 milliárd rezgés másodpercenként) frekvencia tartományban van, miközben a struktúrára jellemző csíkszélesség 50 nm (kb. a hajszál ezredrésze) alatt van. S mindez nem a kutató laboratóriumokban található meg, hanem az ipari berendezések mellett nagyon sok háztartásban is, ahol számítógép, fényképezőgép, kamera, mobiltelefon vagy autó van. A felsorolás persze koránt sem teljes. Hogy eddig mennyire volt érvényes a Moore törvény 1970 és 2011 között, azt az alábbi, mikroprocesszorokra vonatkozó diagram (1.7. ábra - A mikroprocesszorokban található tranzisztorok száma az évek függvényében) mutatja. Az ábra tanulmányozásánál ne feledjük, hogy a függőleges tengely logaritmikus léptékkel rendelkezik!
forrás: Wikipédia
A tranzisztor feltalálásának idején még nem lehetett látni, hogy a fejlődés milyen rohamos lesz. De olyannyira az lett, hogy nincs még egy találmány az emberiség fejlődésében, mint ami akkora karriert futott volna be, mint a tranzisztor, és annyira megváltoztatta volna világunkat, mint ez a félvezetőből készített erősítő eszköz. Ugyanis a tranzisztor fejlődésének köszönhetjük az informatika és a számítástechnika mindent elsöprő és magába foglaló elterjedését. Következmény: az informatika annyira gyorsan fejlődik, hogy nemcsak a számítástechnikát, hanem mindennapi életünket is átalakítja, és az várható, hogy a jövőben még jobban át fogja alakítani.
Ha arra próbálunk választ keresni, hogy a miniatürizálásnak, a méretcsökkentésnek milyen okai lehetnek, akkor első helyen kell megemlíteni a méretcsökkenésből adódó sebességnövekedést. Mivel a digitális technika alapvetően a bináris számrendszert használja, ami tulajdonképpen a legprimitívebb rendszer, nagyon fontos, hogy ezeket a primitív műveleteket minél gyorsabban lehessen végrehajtani. Ez pedig a méretek csökkentésével lehet elérni. A fentiekből következik, hogy egy fejlődési folyamatnak valahol a középső fázisában vagyunk. A fejlődés nem fog megállni, mert nincs a látókörünkben olyan ok, amely ezt fékezné, vagy megállítaná. Az ugyan kétségbe vonható, hogy a Moore-törvény szó szerint meddig lesz érvényes, hiszen természettudományos alapja nincsen, de ez csak a fejlődési folyamat meredekségére vonatkozhat, irányára nem. Ebből következik, hogy az elkövetkező néhány évben az informatikai hardver és szoftver további térhódításával kell számolni. Összefoglalva: a műszaki fejlődés jövője sok tekintetben beláthatatlan, de egy vonatkozásban biztosak lehetünk: a tranzisztorok méretei egyre kisebbek lesznek, ennek pedig az lesz a következménye, hogy a mesterséges intelligencia tovább fog fejlődni, és a termékekbe fokozottabban fog beépülni.
1.3. A méretcsökkentésből adódó következtetések
A következőkben arra keressük a választ, hogy a miniatürizálás, a kis méretek felé törekvés csak valamilyen üzleti fogás, divat, vagy esetleg van valamilyen mélyebb fizikai magyarázata. A válasz határozott igen, van fizikai magyarázat, a kis méretek egy másik világba visznek bennünket. A következő diagramon azt látjuk, hogy hogyan változik egy test felülete és térfogata, ha a test lineáris (egyik irányú kiterjedés) méreteit változtatjuk. Az 1.8. ábra - A méretek változásának következményei a felületre és a térfogatra diagramján a méretek csökkentése az origó felé haladást jelenti. Vegyük sorba a következményeket.
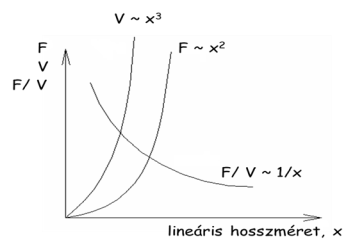
A lineáris méretek csökkentésével a térfogat, és ezzel együtt a súly is a harmadik hatvánnyal csökken (1.8. ábra - A méretek változásának következményei a felületre és a térfogatra V): tehát egy tized akkora szerkezet súlya nem tizedrésze, hanem ezredrésze lesz az eredetinek. Ezért van az, hogy a finommechanikában a szerkezet súlyából eredő erőhatásokra általában nem kell méreteznünk. A mikromechanikában pedig még inkább így van, ott a rendszer súlya elhanyagolható tényező.
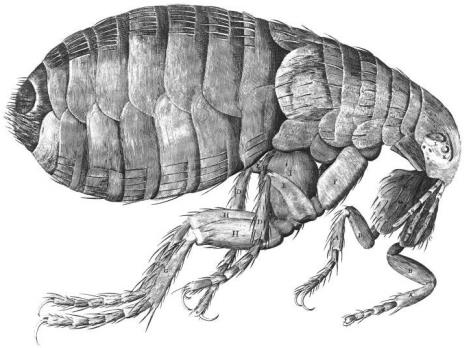
A súlycsökkenés hatása nagyon jól szemléltethető egy, az állatvilágból vett példával. Mindenki által utált élősködő, a bolha (1.9. ábra - A bolha „konstrukciója”). Azonban a bolha teljesítménye mérnöki szempontból nemcsak figyelemre méltó, hanem egyenesen bámulatos.
forrás: Wikipédia
1.9. ábra - A bolha „konstrukciója”
Ha ugyanis az egyszerűség kedvéért a bolha méretét 2 mm-nek vesszük, és feltesszük, hogy 20 cm, azaz 200 mm magasra képes felugrani, akkor ez azt jelenti, hogy az állat testméretének 100-szorosának megfelelő magasságra helyből képes felugrani. Ugyanazon gravitációs feltételek mellett helyből magasugrással az ember még testméretének egyszeresét sem tudja megugrani, nemhogy a százszorosát. Az átlagosan 180 cm magas embernél ez kb. 180 m (!) lenne. Az ok egyszerű: a tömeg és súly a lineáris méretek harmadik hatványával függ össze, így a méreteket csökkentve a súly nem lineárisan, hanem a harmadik hatvány szerint csökken, és ez magyarázza a bolha elképesztőnek tűnő teljesítményét. A fenti példa is alátámasztja azt a megállapítást, hogy a mikrovilágban új lehetőségek nyílnak meg, és olyan eszközök és rendszerek hozhatók létre, amelyek nagy méretekben nem is működnének.
A lineáris méretek csökkentésével a felület négyzetesen, tehát a térfogathoz képest egy hatványkitevővel kisebb mértékben csökken (1.8. ábra - A méretek változásának következményei a felületre és a térfogatra F). Egy tized akkora szerkezet felülete század akkora lesz, mint az eredeti. Ez azt jelenti, hogy a kisebb szerkezet felülete a térfogathoz képest megnövekszik, vagyis a kisebb szerkezet viszonylag nagyobb felületű lesz (1.8. ábra - A méretek változásának következményei a felületre és a térfogatra F/V). Ezért van az, hogy a kisebb szerkezet relatíve nagyobb teljesítményekre képes, mert a relatíve nagyobb felület miatt jobbak a hűtési viszonyok.
A lineáris méretek csökkenésével a rendszer sajátfrekvenciája növekszik. Ez azt jelenti, hogy a kisebb rendszer gyorsabb működésre lesz képes. Erre a természetben is találhatunk példát: figyeljük meg például, hogy a repülő állatok világában hogyan függ össze a szárnyfrekvencia a méretekkel (és így a tömegekkel is, 1.9. ábra - A bolha „konstrukciója”).

forrás: Wikipédia
1.10. ábra - A különböző méretű repülő állatok szárnyfrekvenciája
A nagytestű madarak szárnyfrekvenciája néhány tized Hz, a kisebbeké a néhány Hz nagyságrendben van, a legkisebb repülő rovarok szárnyfrekvenciája pedig a néhány száz Hz-es tartományban van. Látható tehát, hogy mennél kisebb a méret és tömeg, annál nagyobb a szárnyfrekvencia, vagyis a működési frekvencia. Ez nemcsak a természetben van így, hanem a műszaki rendszereknél is.
A lineáris méretek csökkenésével a kapacitások (villamos kapacitás, hőkapacitás) is csökkennek. Ennek következménye szintén a gyorsabb működés. Erre nagyon jó példa a számítógéppel írható CD-k (Compact Disc) esete, ahol az információ írása a lézerdióda hőhatására történik, és a viszonylag nagy sebességgel (az egyszeres sebesség 1,2-1,4 m/s) haladó hőérzékeny réteget kell kb. 250 °C-os hőmérséklet fölé melegíteni, hogy az adat rögzítésre kerüljön. Ez azért lehetséges, mert a lézerdióda teljesítménye néhány μm2 területre van fókuszálva, tehát a felfűtendő felület nagyon kicsiny, emiatt nagyon kicsi a hőkapacitása is, ezért nagyon gyorsan eléri a kívánt hőmérsékletet. Mindez nagy méretekben nem működik, csak mikro méretekben lehet megvalósítani.
A lineáris méretek csökkenésével eddig figyelmen kívül hagyott fizikai törvények kerülnek előtérbe. Ilyen például a felületi feszültség. Erre mutat példát az 1.11. ábra - A molnárka a víz felületi feszültségét használja ki, amikor a molnárka (a természet által kifejlesztett élő mikrorendszer!) a víz felületi feszültségét kihasználva mozog a víz felszínén. Mindenki beláthatja, hogy ez nagy méretek esetén elképzelhetetlen lenne. Nem lehet például olyan hajót építeni, amelyet a víz felületi feszültsége tart fenn.

forrás: Wikipédia
A kis méretek hatását a természetből vett példákkal illusztrálhatjuk: figyeljük meg mérnöki szemmel egy elefánt és egy hangya felépítését és mozgását. Az elefánt lábai és egész felépítése (1.12. ábra - Az elefánt testfelépítése) robusztus, mozgása lassú.

forrás: Wikipédia
A hangya vékony és relatíve hosszú lábakkal rendelkezik, és igen fürgén mozog. A furcsa dolog pedig az, hogy a hangya a testtömegének többszörösét is képes felemelni és hordozni (1.13. ábra - A hangya fürgén mozog, és testtömegének többszörösét képes rágójánál fogva csaknem függőlegesen felfelé cipelni), mégpedig igen gyors mozdulatokkal. Annak oka, hogy a hangya még filigrán felépítése mellett is ilyen teljesítményre képes, a tömegek elhanyagolható mértékéből következik, amely a kis méretek egyik következménye. A földi gravitációs körülmények között nyilvánvalóan elképzelhetetlen, hogy egy elefánt az ábrán látható majdnem függőleges felületen terhet cipelve haladjon felfelé.

forrás: Wikipédia
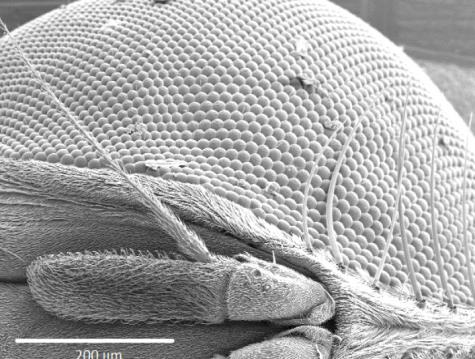
A következő ábrán (1.14. ábra - Méh összetett szeme) egy méh összetett szeme látható. A kép azt illusztrálja, hogy a mikrostruktúrákat nem az ember találta feltalálta fel, hanem az a természetben megtalálható, és hogy a természet mennyire a mai műszaki színvonal előtt jár a mikrostruktúrák tekintetében. Ezért lehet célkitűzésként állítani, hogy kutatási irányokat tekintve az biztosan jó (kutatás szempontjából legalábbis reményteljes) irány, amelynek során a természetben már több ezer év alatt kifejlődött élőlényeket tanulmányozzuk, és megpróbáljuk ezeket mesterségesen előállítani és utánozni.
forrás: Dr. Szabó Péter János, BME-ATT
1.4. A mikrotechnikai rendszerek előnyös tulajdonságai
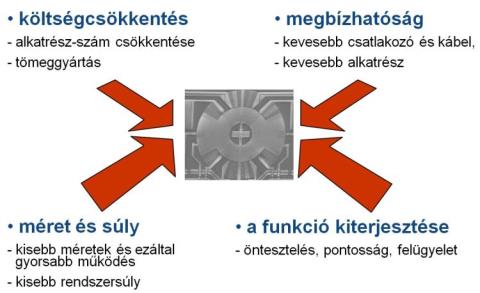
Jogosan merülhet fel az a kérdés, hogy miért olyan fontos terület a mikromechanika, különösen a MEMS-ek, miért nem elégszünk meg a hagyományos finommechanikán alapuló szenzor és műszertechnikával? A következőkben összefoglaljuk, hogy melyek a mikrovilág előnyei, és azt is láttatni szeretnénk, hogy a fejlődés egyértelműen ebbe az irányba mutat, amelyről egyszerűen nincs visszaút. A mikrotechnikai elemeknek — így a mikroelektronikai áramköröknek, és a mikromechanikai szerkezeteknek, valamint az ezek integrációjaként megjelent MEMS-eknek is — az előnyeit 5 pontban lehet összegezni. Ezek a következők:
költségcsökkentés,
integráció,
méret és súly,
megbízhatóság,
öntesztelés.
A költségcsökkenés az eszközök előállítási technológiájából következik. Az eszközök mikrométer nagyságrendű méretei ugyanis olyan kicsinyek, hogy azokat a hagyományos gyártástechnológiai eljárásokkal nem lehet előállítani. A mikrotechnológiák lényege az egy hordozón előállított sok azonos tulajdonsággal rendelkező mikroméretű eszköz. A technológiák lényeges tulajdonsága az egy hordozón belül létrehozott strukturálás, és a technológiai folyamat vége felé a hordozó darabolása. Az ezután következő szerelés és tokozás már egyedi műveleteket jelentenek, amelyeket minden eszköznél végre kell hajtani, de az előtte lévő műveletsor igazi tömeggyártás, hiszen egy hordozón a bonyolultságtól függően több ezer, vagy több tízezer (tranzisztoroknál sok milliárd) eszköz készül el egyszerre. A végeredmény az, hogy az így előállított eszközök sokkal olcsóbbak, mint a hagyományos technológiákkal előállított eszközök.
Az integráció azt jelenti, hogy a kis méretek következtében lehetőség nyílik a részegységek gyártónál történő összekapcsolására. Különösen nagy jelentősége van a mikromechanikai és a mikroelektronikai egységek integrálásának. Ezeket MEMS-eknek, azaz a mikroelektromechanikai rendszereknek nevezzük. Erre azért kínálkozik nagy lehetőség, mert a mikromechanikai technológiák és alapanyagok a legtöbb esetben kompatibilisek a mikroelektronikai technológiákkal. Gyakran egyetlen szilícium chip-en van a mikromechanikai és a mikroelektronikai rész: ezek az egychipes MEMS-ek.
A méret és súly csökkentése legalább két szempontból fontos. Az egyik, hogy a kisebb anyagfelhasználás miatt akár drága és különleges anyagokat is lehet használni, anélkül, hogy a végeredmény költsége jelentősen növekedne. A mikromechanikai termékben az anyagköltség nem szokott jelentős lenni, a gyártási és kalibrációs költségek azonban jelentősek lehetnek. A másik szempont a természetnek mint megvalósított rendszernek a példája, mintaként való értékelése. A természetben több millió év alatt kifejlődött élő rendszerek azt bizonyítják, hogy a kis méretek számos előnnyel rendelkeznek, gondoljunk például a rovarvilágra. De talán az is elég, ha csak az élő szervezetek sejtekből történő felépítésére gondolunk. A természetben található megoldásoknak, mint mintának tekintése azért érdekes, mert a természetes megoldások nem kitalálások, fikciók, hanem itt a Földön megvalósított, tényszerűen dokumentálható rendszerek. Nem véletlen, hogy a tudomány fejlődésében sokszor a természetben már megvalósított megoldások elemzése játszott nagy szerepet.
A megbízhatóság azt jelenti, hogy a termékek bonyolultságának növekedésével a termékek megbízhatósága csökkenni szokott, különösen a villamos kötések növekedése miatt. Az integráció egyik pozitív következménye viszont, hogy a kötések száma általában csökken, ezzel viszont a megbízhatóság nő. Ez ma az összetett rendszerek iránt támasztott egyik legfontosabb követelmény.
Az öntesztelés egy új tulajdonság, ami a régebbi rendszereknél nem létezett. Ma már vannak olyan mikro-elektromechanikai eszközök, amelyek képesek arra, hogy jelezzék a felhasználónak, hogy működőképes, vagy működésképtelen állapotban vannak. Az ilyen eszközök alkalmazása különösen olyan helyeken fontos, mint például a repülés, űrtechnika, orvostechnika, ahol emberéletek múlnak egy rendszer helyes vagy helytelen működésén.
forrás: Bosch
A mikrorendszerek előnyös tulajdonságait a fenti ábrán (1.15. ábra - A mikrorendszerek előnyös tulajdonságai) foglaltuk össze.
1.5. Példák mikrotechnikai rendszerekre
Az előző fejezetben felsorolt előnyöket, ezzel együtt az egész fejlődési trendet néhány gyakorlati példa segítségével mutatjuk be, azzal a megjegyzéssel, hogy ebben a fejezetben csak mint példát mutatjuk be a mikrotechnikai rendszert, a részletesebb konstrukciós kialakításra és a gyártástechnológiára későbbi fejezetekben térünk majd vissza. Az első példa egy nyomásmérő. A klasszikus (mechanikai) nyomásmérő műszereket tipikus finommechanikai szerkezeteknek tekinthetjük. A következő ábrán (1.16. ábra - A Bourdon-csöves nyomásmérő elől és hátulnézete burkolat nélkül) egy Bourdon-csöves nyomásmérő elől és hátulnézeti képe látható.
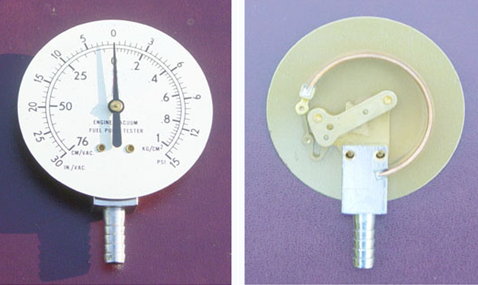
forrás: Wikipédia
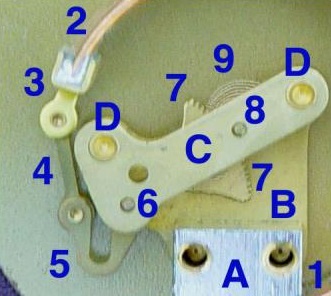
A baloldali első ábrán a skálalap és a mutató látható, míg a második, jobboldali ábrán a finommechanikai érzékelőt, a Bourdon-csövet, és a finommechanikai szerkezetet, a gyorsító hajtóművet láthatjuk. A finommechanikai szerkezet működése (1.17. ábra - A Bourdon-csöves nyomásmérő finommechanikai szerkezete) a következő: a Bourdon-cső egy egyik végén zárt, lapított cső, amely kb. 270 fokban meg van görbítve. Ezáltal a hajlított cső külső felülete nagyobb lesz, mint a belső, és ebből következik, hogy a cső (2) vége nyomáskülönbség hatására elmozdulást fog szenvedni. Ennek az elmozdulásnak a nagyjából tangenciális komponensét kell felnagyítani mechanikus hajtómű segítségével. Az elmozdulásnak ezt a komponensét a (4) csuklós kar adja át az (5) kétkarú emelőkarnak, amelynek nagyobb sugarú részén a (7) fogasív helyezkedik el. A kétkarú emelőkar a (6) csapágy körül fordul el. A fogasívhez kapcsolódik a kis fogaskerék, amely már a mutató tengelyére (8) van erősítve. Ugyanerre a tengelyre van erősítve a (9) spirálrugó is, amely a Bourdon-cső kitérítő ereje ellen hat ugyan, és így az érzékenységet csökkenti, de alapvető szerepe egészen más. Ugyanis a mechanikus finommechanikai hajtóművek és csapágyazások gazdaságosan csak játékkal készíthetők el. A játékok pedig kotyogást, és a mutató bizonytalan helyzetét idézik elő, amelyet műszereknél nagyon kis értéken kell tartani. A spirálrugó szerepe, hogy az egész hajtóművet előfeszítse, és ezáltal az egész hajtóműláncból kivegye a holtjátékot. Éppen ezért kell a spirálrugót a hajtómű legutolsó tagjára erősíteni. Az ábrán (A) a Bourdon-cső és a mérendő nyomás csatlakoztatásának tömbje, (B) az alaplap, (C) a csapágylemez. A csapágylemezt rögzítő szegecseket (D)-vel jelöltük.
forrás: Wikipédia
Látható, hogy a klasszikus finommechanikai nyomásmérő szerkezet számos alkatrészből áll, ezeket le kell gyártani, össze kell szerelni, és akkor még nem lehetünk biztosak abban, hogy az előre legyártott skála mennyire fog illeszkedni az egyedileg készített szerkezethez. Ehhez még azt is hozzá kell venni, hogy a nyomásmérő műszer nem ad ki villamos jelet, csupán egy mutató fordul el, így a mért nyomás értéke a mesterséges intelligencia (számítógép) részére értelmezhetetlen. Hogy a nyomás a számítógép részére értelmezhető legyen, a mutató elfordulását még valamilyen jelátalakítóval át kell alakítani villamos jellé. Állítsuk most ezzel szembe a mikroelektromechanikai technológiákkal előállított nyomásmérőt. Egy lehetséges megvalósítási módot az 1.18. ábra - Mikro elektro-mechanikai nyomásmérő egy csigaházban mutat. Ez egy kerámia hordozóra felépített abszolút, gyárilag kalibrált (!) nyomásmérő. A méreteket sejteni lehet az összehasonlításul szolgáló csigaház méreteiből. Az eszköz hátrányaként említhető, hogy működéséhez segédenergiára van szükség, és ránézésre nem állapítható meg a nyomás, mint egy hagyományos finommechanikai nyomásmérőnél.

forrás: Intersema MS5534B
A mikroelektromechanikai rendszerekre az jellemző, hogy mindegyik tartalmaz mikromechanikai elemeket, de nemcsak azt, hanem a gyártáskor a mikromechanikai elemre integrált érzékelőket (szenzorokat), és a jelfeldolgozást végző elektronikus áramköröket is. Mivel a mikromechanikai elemeket, így a membránokat sem lehet abszolút pontosan (zérus tűrésekkel) előállítani, a nyomásmérőket egyedileg kalibrálni kell. A mikromechanikai nyomásmérő modulok ugyanis csak akkor lesznek versenyképesek a piacon, ha azokat nem kell kalibrálni, mert például az abszolút nyomást mérik. Ezért a mikromechanikai rész mellé integrált elektronikus jelfeldolgozó egység tartalmaz írható memória elemeket is, amelyekbe az egyedileg kalibrált modulok érzékenységére és skálakarakterisztikájára jellemző kalibrációs konstansokat beírják. Ez a folyamat egy kicsit hasonlít ahhoz, amikor a klasszikus finommechanikai nyomásmérő műszerek skáláját utólagos kalibrálással rajzolják meg.
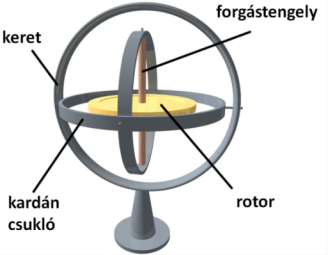
A mechanika, finommechanika átalakulásának és a mikromechanika kifejlődésének egy másik szép példája a giroszkóp esete. A giroszkópokat leginkább helyzetstabilitásra használják. Klasszikus giroszkópot mutat az 1.19. ábra - Klasszikus mechanikus giroszkóp. Lényege egy jól csapágyazott és gondosan kiegyensúlyozott tömeg, amelyet viszonylag nagy fordulatszámra pörgetnek fel. A pörgettyű meg akarja tartani forgási síkját, amelyet lehetővé is teszünk a pörgettyűt körülvevő szintén jól csapágyazott keretekkel. A kereteket akármilyen irányban elforgathatjuk a térben, a két, egymásra merőleges tengely irányában csapágyazott keretek ezt lehetővé teszik. Közben a pörgettyű megtartja forgási síkját, a keretek elfordulását pedig mérni tudjuk, így a giroszkóp szöghelyzet érzékelésére lesz alkalmas. A giroszkóp tipikus alkalmazási területei: a repülőgépiparban műhorizont, az autóiparban az ESP (Electronic Stability Program), a robottechikában térbeli szöghelyzet érzékelés, a hadiiparban és az űrkutatásban a rakétatechnika. A giroszkóp, vagyis a szöghelyzet vagy szögsebesség érzékelése tehát nagyon fontos érzékelési feladat, amelyet azonban ma már nem a klasszikus gépészeti szerkezettel oldanak meg.
forrás: Wikipédia
Ha manapság a giroszkópra (microgyrometers) rákeresünk, leggyakrabban MEMS-eket fog kiadni a kereső program. Ezek nem tisztán elektronikus eszközök, hanem mechanikát, mégpedig mikromechanikát is tartalmaznak. A mechanika a szenzortechnikából tehát nem tűnik el, hanem átalakul, más formában jelenik meg. Ma a MEMS-ek nagy részét ugyanolyan tokozásban hozzák forgalomba, mint az IC-ket, sokszor a felhasználó nem is tudja, hogy a beforrasztott tokban nemcsak elektronikus áramkör van, hanem ugyanabban a tokban a mikromechanika is megtalálható, elengedhetetlen (mondhatni elsődleges) részét képezve a teljes rendszernek.

forrás: Bosch
Az 1.20. ábra - MEMS szögsebesség érzékelő egy mikromechanikai giroszkóp szerkezetet és egy hozzá kifejlesztett mikroelektronikai áramkört tartalmaz egyetlen tokban (két chipes MEMS, Bosch DRS-MM2).
A MEMS giroszkópok működési elvét és gyakorlati megvalósítási formáit későbbi fejezetekben ismertetjük, azonban a következő ábrán (1.21. ábra - A segway) bemutatjuk a jövőbeli városi közlekedés egyik lehetséges közlekedési eszközét, a „segway”-t, amely két egy tengelybe eső, önállóan hajtott kerékkel rendelkezik. A járművön nincs sem gáz, sem fék, sem kormány, mert a jármű irányítása testbeszéddel történik. A járműre ráállva és a vezetőkart függőlegesen tartva a jármű egyensúlyban tartja magát, mint a cirkuszban egy egyensúlyozó akrobata. Ezt giroszkópok segítségével biztosítja a szabályozó elektronika. A kart előredöntve a jármű előre halad, hátrahúzva fékez, illetve hátrafelé mozdul. Jobbra döntve jobbra fordul, balra döntve pedig balra. Így akár egy helyben is képes megfordulni. A jármű ékes példája a mechatronikai rendszernek, amikor a gépészet, elektronika és informatika integrálva jelenik meg egy termékben.

forrás: Wikipédia
Az egyensúlyozási képesség természetesen megtalálható az állatvilágban is: gondoljunk például az egy lábon álló gólyára.
A következő példa a gyorsulás szenzorok esete. Néhány évtizeddel ezelőtt a gyorsulásmérő műszerek külön szenzorból és erősítőből álltak. Az (1.22. ábra - Klasszikus finommechanikai gyorsulásmérő) ábrán egy régebbi konstrukciójú hagyományos piezoelektromos gyorsulásérzékelő látható, amelynek méretei és technológiája a finommechanika területére esik. A szenzorhoz azonban kellett egy töltéserősítő egység is, amelynek tipikus megjelenési alakját az 1.23. ábra - A klasszikus gyorsulásmérőhöz tartozó erősítők mutatja.

forrás: MMF
Az erősítők méretei (és természetesen a fogyasztása is) már jelentőseknek mondhatók (az ábrán az első a tápegység, a második és a harmadik a töltéserősítő, amennyiben 2 irányban kívánunk gyorsulást mérni). Ezek az eszközök igaz, hogy univerzálisak, és többféle mérés elvégzésére alkalmasak, de az alkalmazást sokszor éppen a nagy méretek korlátozzák.

forrás: Brüel et Kjaer
Ezekhez képest a MEMS gyorsulásmérők méretei és műszaki paraméterei igazán lenyűgözőek, mint azt az 1.24. ábra - MEMS gyorsulásmérő (Bosch SMB 363) mutatja (Bosch SMB 363).
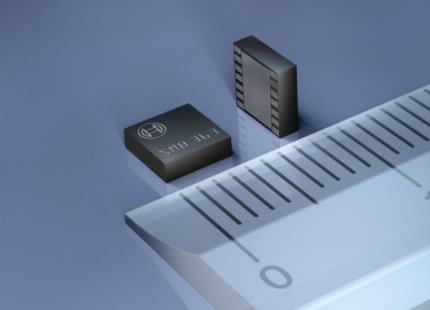
forrás: Bosch
Az ábrán látható MEMS-ek mérete 4x4x1,2 mm, benne van a mikromechanikai szerkezet, és a feldolgozó elektronika is. És ez az eszköz (amely nem csupán szenzor, hanem komplett jelátalakító (transducer) is) nemcsak egy irányban képes mérni a gyorsulást, hanem a tér 3 irányában. A gyorsulásszenzorok konstrukciós és gyártástechnológiai kérdéseivel későbbi fejezetekben foglalkozunk, a gyorsulásmérő itt csak példaképpen szerepel, a mikrorendszerekben rejlő lehetőségek bemutatásának céljából.
A kis méretek felé történő fejlődési iránnyal, a mikroszenzorok és a MEMS-ek megjelenésével kapcsolatosan még rá kell világítanunk egy fontos, a fejlődés szempontjából érdekes jelenségre. Régebben, a múlt században még úgy tartottuk, hogy a mikrométeres pontosságú beállításokhoz, pozícionálásokhoz (beleértve a mérési feladatokat is) nagy tömegű robusztus szerkezetekre van szükség. Példaképpen említhetők a műhelymikroszkópok, (1.25. ábra - Műhelymikroszkóp).

forrás: Wikipédia
A mikrotechnika fejlődésével azonban új helyzet állt elő. Hogy ezt jobban megértsük, menjünk vissza egy kicsit a természetbe, hogy például a mindenki által kellemetlennek tartott vérszívó rovar, a szúnyog (1.26. ábra - Szúnyog táplálkozás közben) hogyan oldja meg a pozícionálás problémáját. A szúnyog esetében aztán tényleg nem beszélhetünk nagy tömegekről, a rovar egy filigrán szerkezet, mégis képes megtalálni azt a pontot, ahová fullánkját beereszti. Mindezt azért képes megtenni, mert érzékszervei vannak, és bizonyos intelligenciája ahhoz, hogy az érzékszerveiből kapott információkat feldolgozza, és szárnyaival és lábaival korrigálja (mérnöki nyelven szólva szabályozza) a mozgását. Mindezt annak érdekében teszi, hogy elérje a célját. Más szavakkal: a természet is szabályozással dolgozik, ami egyébként nem véletlenül a mechatronikai rendszerek fő alapstruktúrája is.

forrás: Wikipédia
A levonható tanulság a következő: a korszerű mechatronikai rendszereknél a pontos pozícionáláshoz nincs szükség nagy tömegekre, ellenben szükség van érzékelőkre, amelyek az aktuális helyzetet (állapotot) meghatározzák, mesterséges intelligenciára, amely a célfüggvényt ismerve meghatározza, hogy milyen irányban mekkora módosításra van szükség. Tehát szükség van aktuátorokra is, amelyek a mesterséges intelligencia által feldolgozott utasításokat végrehajtják. Az elmondottakra nagyon jó példa a CD vagy DVD (Digital Versatile Disc) olvasófej (1.27. ábra - CD olvasófej képe), amelyeknél szó sincs nagy tömegekről, ellenkezőleg, ezek nagyon kis tömeggel bíró finommechanikai szerkezetek, mégis képesek mikrométer pontossággal pozícionálni. A cél elérésének módja: filigrán, de intelligens rendszerek előállítása, amelyek érzékelőket, aktuátorokat és mesterséges intelligenciát (elektronikus áramköröket a megfelelő szoftverrel) tartalmaznak. Az alapvető struktúra pedig a szabályozás.

1.6. A lehetőségek és korlátok.
A mikromechanika tudományterülete éppen újszerűségéből következően nem rendelkezik olyan régi hagyományokkal, hogy ma teljes bizonyossággal előre lehessen látni a lehetőségeket és a korlátokat. Azt biztosan lehet állítani, hogy a mikrotechnika tudományterülete jelenleg is az intenzív fejlődés fázisában van, azokat a határokat (például a tranzisztorok mérete) amelyek mai tudásunk szerint korlátnak látszanak, a fejlődő technológia az eddigi tapasztalatok alapján rendre átlépi. Emiatt nem lehet világosan látni sem a lehetőségeket, sem a korlátokat, és a leginkább elfogadható megközelítés az, hogy ezek ma még beláthatatlanok. Addig, ameddig szerkezeti alapanyagként a szilíciumot használjuk, természetesen számolnunk kell az egykristályos szerkezetből adódó tulajdonságokkal, de például a LIGA technológia (röntgenlitográfia, Litographie, Galvantechnik, Abformung) megnyitotta az utat a műanyagból készült térbeli (3 dimenziós) mikrorendszerek létrehozása felé is. Ezért jó megközelítésnek látszik, ha a természet által kifejlesztett, az evolúciós folyamat által létrejött és létező mikrorendszereket vesszük elő, és tekintjük mintának vagy elérendő célnak, hiszen a természetben ott a bizonyíték, hogy ezek a mi világunkban megvalósítható rendszerek. Gondoljunk a rovarvilágra, a baktériumokra vagy a vírusokra. És ezek a mikrorendszerek ráadásul még önmaguk reprodukálására is képesek.
A mikromechanika már eddig is számos olyan termékcsaládot produkált, amely nagy méretekben elképzelhetetlen és megvalósíthatatlan lenne. Ilyen például a klasszikus CD és DVD technika, a buboréknyomtatók (Bubble Jet Printer), a projektorok DMD (Digital Mirror Device) tükörrendszerei, és a felsorolást még folytathatnánk. Ezekre a későbbi fejezetekben térünk majd vissza.
Végezetül ismertetünk néhány olyan példát, amelyek ma még talán inkább csak érdekességnek tűnhetnek, vagyis ezeknél gyakorlati alkalmazásokat nem tudunk bemutatni. Az első egy emberi hajszálat mutat, amelynek átmérője hozzávetőlegesen 60 μm, és amelyre lézeres megmunkálással struktúrát (itt ez egy felirat, 1.28. ábra - Emberi hajszálra írt felirat) hoztak létre.
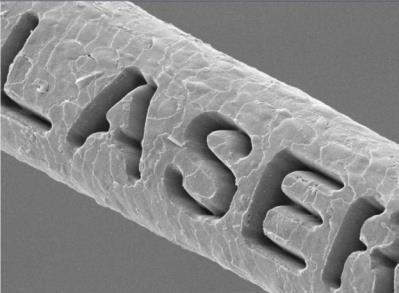
forrás: Forschungszentrum Karlsruhe
A második példa (1.29. ábra - Lézerrel kilyukasztott emberi hajszál) szintén egy emberi hajszál, amelyre szintén lézeres technológiával négyszögletes kivágásokat hoztak létre.
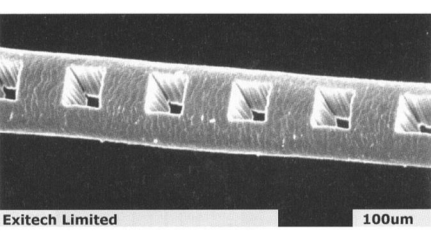
forrás: Brück, Rizvi, Schmidt: Angewandte Mikrotechnik 2001
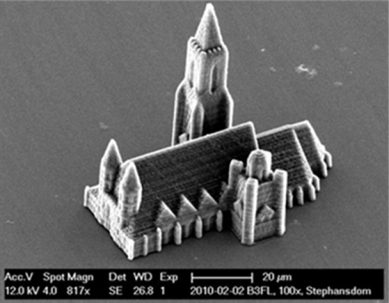
A harmadik példát a mikroméretű prototípusok előállítására mutatjuk be, a Bécsi Műszaki Egyetem kutatóitól. Az egyik (1.30. ábra - Mikroméretű versenyautó modell) egy hajszálnál alig négyszer vastagabb versenyautó modell, a másik a bécsi Stephansdom mikroméretű modellje (1.31. ábra - A bécsi Stephansdom mikroméretű modellje).
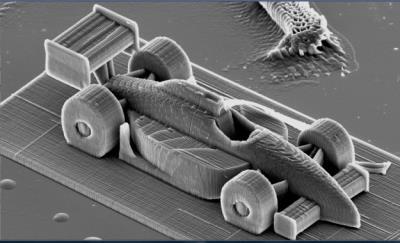
forrás: TU Wien
Mindkettőt azzal a technológiával hozták létre, hogy vékony rétegben fényérzékeny anyagot tartalmazó gyantát hordanak fel, amelyet lézersugár segítségével keményítenek ki a megadott pontokban. A lézersugarat (vagy sugarakat) számítógéppel vezérelt tükrök juttatják a kívánt helyre. A Jan Torgersen és társai által kifejlesztett módszerrel kb. 5 m/s sebességgel lehet nano méretű struktúrákat létrehozni. A módszer különlegessége, hogy szemben az ismertebb 3D-s nyomtatási technológiákkal, ahol csak a legfelső réteg manipulálható, itt a struktúra bármely belső pontja is elérhető.
forrás: TU Wien
2. fejezet - A mikromechanika anyagai
A mikromechanikai rendszerekben felhasznált anyagok különböznek a gépészetben általánosan használt anyagoktól. A kérdés a következő: mi határozza meg, hogy milyen anyagokat használunk fel a mikrotechnikában? Erre az a válasz, hogy a felhasznált anyagok kiválasztásánál az adott termék funkciója a meghatározó. Ezért az ilyen anyagokat a szakirodalom funkcionális alapanyag-ként jegyzi. Ez azt jelenti, hogy az anyagok fizikai- kémiai tulajdonságait, effektusait használják fel direkt módon a mikrorendszerekben.
Ezen kívül természetesen szükség van a gépészetben megszokott módon értelmezett ún. szerkezeti alapanyagokra a terhelések felvételére, a funkcionális elemek hordozására (hordozók, szubsztrátok), formaadásra (polimerek a LIGA- ban), bevonatok, tokozások készítésére (műgyanták, poliimid, szilikonalapú polimerek), szükség van vezetékekre a chipek huzalozásához, és szükség van forrasz- és ragasztóanyagokra is.
A mikroelektromechanikai rendszerek anyagait 5 nagy csoportba lehet sorolni: fémek, félvezetők, kerámiák, polimerek és kompozit anyagok.
2.1. Fémes anyagok
A mikromechanikában használt fémes anyagok a következők: alumínium (Al), titán (Ti), króm (Cr), vas (Fe), kobalt (Co), nikkel (Ni), réz (Cu), cink (Zn), ezüst (Ag), platina (Pt), arany (Au), és az ólom (Pb). Az alkalmazott fémekre legtöbbször egy bizonyos alkalmazás kötődik hozzá. Ilyen például az alumínium, amelyet vezetékezésre, vagy optikai alkalmazásoknál tükrözésre használnak, vagy a króm, amely az optikai litográfiában a maszkok szinte kizárólagos anyaga. Ezeket a fémeket szinte alig lehet más fémmel helyettesíteni. A nemesfémeknél sokszor a korrózióállóságot használják fel, erre nagyon jó példa az arany alkalmazása. A mikrotechnikában alkalmazott fémes anyagokat a 2.1. táblázat - A mikrotechnikában leggyakrabban használatos fémes anyagok foglalja össze. A táblázatban a kristályszerkezetre vonatkozó rövidítések a következők: FCC — lapközepes köbös (Face Centered Cubic), HCP — hexagonális (Hexagonal Close Pocked), BCC — térközepes köbös (Body Centered Cubic).
|
atom rendszáma (Z) |
szimbólum |
atomi átmérő (Å) |
kristály szerkezet |
rács állandó (Å) |
|---|---|---|---|---|
|
13 |
Al |
1,43 |
FCC |
2,86 |
|
22 |
Ti |
1,47 |
HCP |
2,90 |
|
24 |
Cr |
1,25 |
BCC (α) |
2,49 |
|
1,36 |
HCP (β) |
2,71 | ||
|
26 |
Fe |
1,24 |
BCC (α) |
2,48 |
|
1,26 |
FCC (ϒ) |
2,52 | ||
|
27 |
Co |
1,25 |
HCP (α) |
2,49 |
|
1,26 |
FCC (β) |
2,51 | ||
|
28 |
Ni |
1,25 |
HCP (α) |
2,49 |
|
1,25 |
FCC (β) |
2,49 | ||
|
29 |
Cu |
1,28 |
FCC |
2,55 |
|
30 |
Zn |
1,33 |
HCP |
2,66 |
|
47 |
Ag |
1,44 |
FCC |
2,97 |
|
78 |
Pt |
1,38 |
FCC |
2,77 |
|
79 |
Au |
1,44 |
FCC |
2,88 |
|
82 |
Pb |
1,75 |
FCC |
3,49 |
|
forrás: Gardner: Microsensors | ||||
Megjegyezzük, hogy a fémes anyagokat soha nem egykristályos, hanem polikristályos formában használják.
2.2. Félvezetők
A mikroelektronikában természetes követelmény a félvezetők használata. Ezek között is kiemelkedő szerepe van a szilíciumnak. A szilíciumra kidolgozott félvezető technológia nélkül a világ messzemenően nem tartana ott, ahol ma tart, az egész számítástechnika és informatika körülbelül ott tartana, ahol a fejlődés valahol a múlt század utolsó negyedében tartott. Érdekes módon (ami más értelmezésben nem is annyira érdekes, mint inkább természetes) a szilíciumot a mikromechanikában is gyakran használjuk, nagyon sokszor nem azért, hogy villamos áramköröket hozzunk létre, hanem azért, hogy mikromechanikai struktúrákat valósítsunk meg. A mikrotechnikában használatos félvezetőket a 2.2. táblázat - A mikrotechnikában használatos félvezető anyagok kristályszerkezete, rácsállandója és energiaszint különbsége foglalja össze.
|
anyag |
rácsszerkezet típus |
rácsállandó |
energia sáv (eV) |
|---|---|---|---|
|
Ge |
gyémánt szerkezet |
5,66 |
0,66 |
|
Si |
gyémánt szerkezet |
5,43 |
1,12 |
|
GaAs |
cink-szulfid szerkezet |
5,64 |
1,44 |
|
GaSb |
cink-szulfid szerkezet |
6,12 |
0,78 |
|
InSb |
cink-szulfid szerkezet |
6,46 |
0,18 |
|
InAs |
cink-szulfid szerkezet |
6,04 |
0,33 |
|
InP |
cink-szulfid szerkezet |
5,86 |
1,25 |
|
PbSe |
cink-szulfid szerkezet |
6,14 |
0,27 |
|
PbTe |
cink-szulfid szerkezet |
6,34 |
0,30 |
|
forrás: Gardner: Microsensors | |||
Szilícium egykristály előállítása
Gyakran feltett kérdés, hogy miért éppen a szilícium a félvezető technika és a mikromechanika leghasználatosabb anyaga. Az első tranzisztorok ugyanis még germániumból készültek. A germánium is félvezető, ugyanúgy 4 vegyértékkel rendelkezik, mint a szilícium (polikristályos germániumot mutat a 2.1. ábra - Polikristályos germánium).

forrás: Wikipédia
A félvezetők elméletéből ismert, hogy a diódák és tranzisztorok előállításához szükséges pn átmenetek létrehozása iparszerűen csak az egykristályos kristályszerkezet esetén lehetséges. Az egykristályos szerkezetet a kutatók germániumból időben előbb, és könnyebben tudták létrehozni, mint szilíciumból. Hozzá kell tenni, hogy a jó villamos tulajdonságok eléréséhez megfelelő tisztaság is szükséges, sokáig ezt a feltételt szilícium esetén nem sikerült teljesíteni. A germánium és szilícium, annak ellenére, hogy mindkettő négy vegyértékű félvezető, egy nagyon lényeges tekintetben azonban merőben különbözik egymástól. A germániumnak van egy olyan tulajdonsága, hogy oxidja (GeO, ill GeO 2 ) nem védi meg a felületet a további oxidációtól. A germánium-dioxid ugyanis oldódik a vízben, a levegőben pedig valamennyi nedvesség mindig van. Annak érdekében, hogy a germániumból készült eszköz időt állóan megtartsa villamos tulajdonságait, a nedvességet az eszköz környezetéből ki kell küszöbölni. Ezért a germániumból készült eszközöket hermetikusan kell tokozni, azaz fém és/vagy üveg tokozást kell alkalmazni, műanyag tokozás nem lehetséges. A szilícium oxidja viszont, a szilícium-dioxid (SiO 2 , kvarc) nagyon stabil anyag, kiváló szigetelő, a szilícium felületéhez kémiailag kötődik, ami azt jelenti, hogy a szilícium oxidja jól megvédi a kialakított struktúrát a környezeti hatásoktól. Ez a tény tette lehetővé, hogy a szilíciumból készült eszközöket műanyag tokozással lehessen forgalomba hozni (lásd a műanyag tokozású tranzisztorokat és integrált áramköröket), ami sokkal olcsóbb és termelékenyebb technológia, mint a hermetikus tokozás. A szilícium másik nagy előnye, hogy a szilícium olvadáspontja magasabb (1414 °C), mint a germániumé (938 °C), amelyből az is következik, hogy a szilíciumból készült eszközöknél az üzemi hőmérséklet is magasabb lehet, mint a germániumból készült eszközök esetében. Ez a tény különösen a teljesítmény elektronikai eszközöknél kerül előtérbe, és magyarázza azt, hogy a mai félvezető technológia szinte kizárólag szilícium alapanyagot használ. A mikromechanikát illetően is fontos ismerni a szilícium kristályszerkezetét. A szilícium kristályszerkezete alapvetően lapközepes, köbös kristályszerkezet, azonban az egyes kristályrácsok úgy kapcsolódnak egymáshoz, hogy a következő köbös, lapközepes kristály az előző kristály testátlójának egynegyedében helyezkedik el. Ez az egyik oka a monokristályos (egykristályos) szilícium rendkívüli anizotrópiájának, amelyet a mikromechanikai konstrukcióknál és technológiáknál alaposan ki is használnak. A mikromechanikában számos más anyag is használatos, (meg a jövőben lehet, hogy használatos lesz), azonban a szilícium sajátos tulajdonságaival kiemelkedik a többi közül. A szilíciumból ráadásul nagyon sok van, a Föld tömegének kb. 25% -a szilíciumból áll.
forrás: Wikipédia
A szilícium mechanikai tulajdonságai
A gépészetben előforduló anyagok a mérnökök számára eléggé ismertek, mind a fémes, mind a nem fémes anyagok tekintetében. Ehhez képest a szilícium (és általában a félvezető anyagok) mint szerkezeti anyagok tulajdonságai kevéssé ismertek. Ezért kell foglalkozni a szilícium mechanikai tulajdonságaival. Ha közérthetően kellene fogalmazni, azt lehet mondani, hogy a szilícium mechanikai tulajdonságai a közismert anyagok közül leginkább az üveghez hasonlítanak. A mechanikai tulajdonságok tárgyalásánál azonban figyelembe kell venni, hogy a mikromechanikában a szilíciumot egykristályos állapotában használjuk fel. Ebben az állapotában viszont a szilícium a kristálytani irányoktól függő, jelentős anizotrópiát mutat.
A szilícium felfedezése Jöns Jakob Berzelius nevéhez fűződik (1823). A szilícium sűrűsége 2,33 g/cm3, tehát könnyű anyag, az alumíniumnál is könnyebb. Keménysége viszont a Mohs-féle keménységi skálán 6,5; tehát igen kemény anyag. A szilícium kb. 600 °C-ig az oxigénnel szilícium-dioxidot (SiO 2 ) képez, 1400 °C környékén a nitrogénnel szilícium-nitridet (Si 3 N 4 ) alkot, mindkettő jó szigetelő, és jó dielektrikum is. Még magasabb kőmérsékleten, 2000 °C környékén a szilícium és a szén szilícium-karbidot (SiC) alkot. Az alábbi, 2.3. táblázat - A kvarc, a szilícium és a rozsdamentes acél összehasonlítása a szilícium, a kvarc (szilícium-dioxid) és a nemesacél tulajdonságai kerülnek összehasonlításra. A húzószilárdságnál érdemes megjegyezni, hogy a szilíciumnak nincs folyáshatára, mint a legtöbb acélnak vagy fémes anyagnak. A szilícium tehát nem jelzi előre, hogy hamarosan elérjük a szakítószilárdságot, nem folyik meg, hanem egyszerűen csak eltörik. Más szavakkal kifejezve a szilícium képlékeny alakváltozást nem képes elviselni.
|
anyag |
sűrűség [g/cm3] |
keménység [GPa] |
rug. modulus [GPa] |
szakítószilárdság [GPa] |
|---|---|---|---|---|
|
kvarc |
2,20 |
8,20 |
0,07 |
0,5 - 0,7 |
|
szilícium |
2,32 |
8,5 - 11 |
130 - 190 |
2,8 - 6,8 |
|
rozsdamentes acél |
7,9 - 8,2 |
5,5 - 9 |
206 - 235 |
0,5 - 1,5 |
|
forrás: Menz: Mikrosystemtechnik | ||||

forrás: Thomas Seilnacht
Természetes kvarckristályt (hegyikristály) mutat a 2.3. ábra - Természetes hegyikristály (kvarc). A kvarc hexagonális alakban kristályosodik.
Szilícium hordozók gyártása
Akár mikroelektronikai eszközről, akár mikromechanikai eszközről van szó, a kiindulási anyag legtöbbször egykristályos szilícium. Egykristályt természetesen csak megfelelő tisztaságú anyag esetén lehet előállítani, hiszen az idegen atom jelenléte kristályhibát eredményezhet. A gyártási folyamat a következő fázisokból áll:
a nyersanyag, kvarc, előkészítése és tisztítása,
nagytisztaságú polikristályos szilícium előállítása,
az egykristály húzása,
az egykristály szilícium rudak mechanikai megmunkálása.
1. lépés: A kiindulási anyag legtöbbször viszonylag nagy tisztaságú kvarc (SiO2), amelyet elektromos ívkemencében, szén elektródák segítségével, 1900 °C-on olvasztanak meg. A redukció:
|
SiO 2 + 2C → Si +2CO |
A megolvadt szilícium a kemence alján gyűlik össze. Ez a metallurgiai tisztaságú (max. 98%) polikristályos szilícium. Ez a tisztaság egykristály előállítására még alkalmatlan, ezért az anyagot tovább kell tisztítani.
2. lépés: A metallurgiai tisztaságú szilíciumból sósav segítségével triklór-szilánt állítanak elő, majd ezt frakcionált desztillálással tovább tisztítják, kb. 300 °C-on. A reakció:
|
Si + 3HCl → SiHCl 3 +H 2 ↑ |
A folyamat után a Si tisztasága már megfelelő, kevesebb. mint 10-9 idegen atom esik egy Si atomra.
3. lépés: A triklór-szilán redukciója hidrogénnel, kb. 1000 °C-on. A reakció:
|
SiHCl 3 +H 2 → Si + 3HCl |
A keletkezett Si por alakú, amelyet rudakká olvasztanak (a Si olvadáspontja 1414 °C). Az eredmény poliszilícium rúd, egy ilyen poliszilícium rudat mutat a 2.4. ábra - Nagy tisztaságú polikristályos szilícium rúd. Ezután következik az egykristály előállítása.

forrás: Wikipédia
Az egykristályos szilícium előállításához két technológia alakult ki: a Czochralski-féle kristályhúzási módszer és a zónás olvasztás módszere.
A két módszernek vannak közös elemei, például az, hogy a kristályosodási orientációt egy ú. n. oltókristály segítségével kell meghatározni. Az oltókristály tulajdonképpen egy kisebb méretű egykristály, amelyet megfelelően pozícionálnak. Ez a pozícionálás fogja meghatározni az egész rúd kristálytani orientációját, tehát hogy a kristályosodási folyamat során a Si atomok hogyan fognak egymáshoz képest elhelyezkedni. Az egykristály előállítási technológiák másik közös jellemzője, hogy a kristályosodáshoz nyugodt, rezgésmentes környezet, és megfelelő idő szükséges. A harmadik közös elem, hogy mind a két egykristályt előállító módszernél a rúd hossza mentén változik a szennyező atomok koncentrációja. A folyamat vége felé haladva a maradék anyagban a szennyezés feldúsul, így a rúd vége felé az anyag már nem olyan tiszta. Hogy az egykristály előállításának folyamata jobban érthető legyen, célszerű áttekinteni a kristályképződés fázisait.

forrás: Völklein: Praxiswissen
a.) A nukleációs fázis : A hordozó egyre alacsonyabb energetikai állapotba kerül (csökken a belső energiája, "hűl"). Az energetikailag legoptimálisabb (legalacsonyabb energiájú) pontokon megkezdődik a csíraképződés. Ez alapjában egy diffúziós folyamat. (Az atomok a számukra termodinamikailag kedvezőbb helyre "áramlanak".) A folyamat során ezek a diffúziós utak egyre csökkennek, folytatódik az atomok lerakódása és szigetszerű képződmények jönnek létre.
b.), c.) és d.) A hídnövekedési fázis: ebben a fázisban ezek a szigetek összenőnek. Kialakulnak a kristálynövekedés szempontjából energetikailag kedvezőbb irányok, amelyekben a növekedés intenzívebb. Az eredmény egy összefüggő réteg lesz.
e.) A rétegnövekedési fázis: ebben a fázisban a növekedés z irányban (a szubsztrát felületére merőlegesen) folytatódik. Amennyiben a továbbiakban a réteg belső energiája (hőmérséklete) ezt lehetővé teszi, megindul a kristálymag-határok mozgása. Ezek a réteg külső részei felé vándorolnak, és amennyiben a feltételek ehhez adottak, létrejön egy egykristályos szerkezet.
A Czochralski-féle kristálynövesztési módszer
A módszer vázlatát a 2.6. ábra - A Czochralski-féle egykristály növesztési módszer vázlata mutatja. Lényege, hogy az olvadékból lassú forgatással és húzással állítják elő az egykristályos rudat. Az olvasztás legtöbbször rádiófrekvenciás indukciós tégelyben történik, amelynek anyaga grafit. Közben nem szabad a szilíciumnak szennyeződnie, vagy oxidálódnia, ezért a folyamatot vagy vákuumban, vagy védőgáz alatt kell elvégezni. A növesztéshez egykristályos oltókristályra van szükség, amelyet gondosan pozícionálni kell, mert ez fogja meghatározni a húzott kristály kristálytani orientációját.
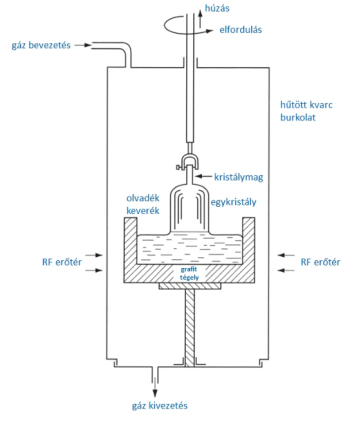
forrás: Gardner: Microsensors
A zónás olvasztás módszere
Az egykristályos szerkezet előállításának másik módszere a zónás olvasztás (Floating Zone, rövidítve FZ). Ennél a módszernél az eredetileg polikristályos rúdnak mindig csak egy kis zónáját olvasztják meg legtöbbször induktív úton. A megolvadt rész olyan vékony, hogy a két szilárd rúdvég közül nem folyik ki. Megfelelő időt hagyva az atomok átrendeződésének, a megolvadt zóna kis sebességgel továbbhalad a rúd mentén. A zónás olvasztás módszerét a 2.7. ábra - A zónás olvasztás módszere mutatja.
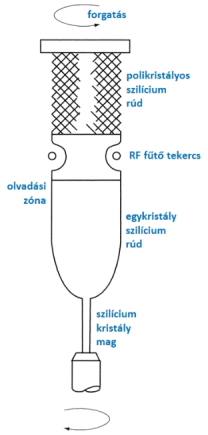
forrás: Gardner: Microsensors
Az egykristály előállítási technológiák eredménye egy egykristályos szerkezetű szilícium rúd, (maximális méretek: kb. 2 m hossz, és 30 cm átmérő), amelyhez hasonlót a 2.8. ábra - Egykristályos szilícium rúd mutat. Fontos megjegyezni, hogy a rudak átmérőjét nem cm-ben, hanem ma is collban mérik. Az átmérő ismerete azért fontos, mert a hordozó átmérőjének mérete alapvetően meghatározza a technológiai sorban szereplő berendezések méreteit (pl. termikus oxidálás, vagy CVD reaktorok). A szeletek átmérőjének tűrése általában + 0,4 mm. Kis szériás MEMS struktúrákhoz a 3”, 4”, esetleg 6” átmérőjű hordozókat használják, de a nagy sorozatú memória és mikroprocesszorokhoz a 8”, vagy a még ennél nagyobb átmérőjű hordozók alkalmazása is előfordul. Megfigyelhető az az általános tendencia, hogy egyre nagyobb átmérőjű hordozókat állítanak elő, amelynek elsősorban gazdaságossági okai vannak. Ekkor ugyanis egyszerre több végtermék készül el. Ugyanakkor azt is szem előtt kell tartani, ha esetleg selejt keletkezik, akkor a selejtes áramkörök darabszáma is értelemszerűen nagyobb lesz.

forrás: Siltronic
Az egykristály rúd előállítása után következik a rúd szeletekre darabolása. Ez nem egyszerű feladat, mert a szilícium kemény anyag, csak gyémánt szerszámmal munkálható meg. A folyamatot gyémánttárcsás darabolásnak nevezzük, amely tulajdonképpen egy forgácsolási művelet. A gyémánttárcsás vágásnál a vágásszélességet a minimumra kell választani, mert az elforgácsolt anyag veszendőbe megy. A vágótárcsák vastagsága kb. 0,1 mm, a kiforgácsolt vágásszélesség hozzávetőlegesen 125 μm, ami abszolút értékben kicsinek tűnik, de mivel a hordozó vastagság is kicsiny, ez a méret koránt sem elhanyagolható. Olyannyira nem, hogy szeleteléskor a drágán előállított szilícium egykristály rúd hasznos hosszának kb. 1/4-e veszendőbe megy.
A forgácsolt felület viszonylag durva, a szelet ebben a formában még mikrotechnikai műveletekre alkalmatlan. A szeletelés után következik a szelet csiszolása, majd polírozása, amelyek szintén forgácsolási műveleteknek tekinthetők. A szilícium szeleteket minimum optikai minőségűre kell felpolírozni, tehát egy hordozó akár tükörnek is használható. A hordozó mindkét oldalát polírozni szokás, mert vannak technológiák, amelyeknél a hordozó mindkét oldalát meg kell munkálni. Szigorúak a tűrések mind a kristályorientáció (kb. ± 0,1°), mind a síkbeliség (kb. 1 μm) és vastagság (kb. ± 5 μm) tekintetében is. A különböző átmérőjű, polírozott, orientált szilícium egykristály szeletek ma már a kereskedelmi termékek csoportjába tartoznak. Erre mutat példát a 2.9. ábra - Polírozott és orientált szilícium hordozók.
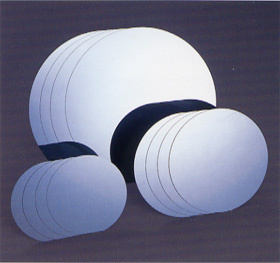
forrás: Wikipédia
Egy viszonylag nagy átmérőjű, megmunkált szilícium szeletet (hordozót) mutat a 2.10. ábra - Megmunkált szilícium hordozó.
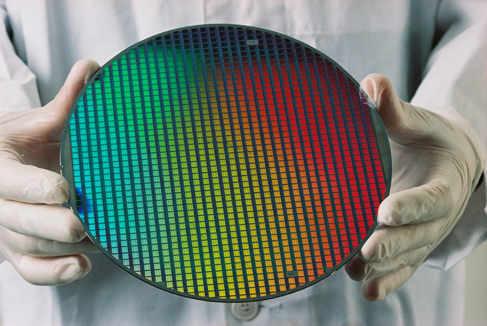
forrás: Wikipédia
A szilícium kristályszerkezete és orientációja
A mikrotechnikában nagy jelentősége van a szilícium egykristály anizotrópiájának. Más megfogalmazásban: az anizotrópia nélkül nem rendelkeznénk azokkal a mikroelektronikai eszközökkel (tranzisztorokkal), amelyekre ma az egész informatika épül. Az anizotrópia pedig a szilícium kristályszerkezetéből következik, ezért is fontos ennek ismerete. Ahogyan azt az előzőekben már említettük, a szilícium kristálytanilag köbös, lapközepes szerkezetű, tehát az atomok egy kocka minden csúcsában és a lapok közepén helyezkednek el. Ezek a képzeletbeli kockák azonban nem egymás mellett, alatt vagy fölött helyezkednek el, hanem egymásba épülve, úgy, hogy az egyik kockához képest a másik a testátló ¼-ével van eltolva. Ebből az elrendezésből következik az az úgynevezett tetraéderes kötés, amely minden 4. szilíciumatomra jellemző. Ezt mutatja be a 2.11. ábra - A szilícium kristályszerkezete.
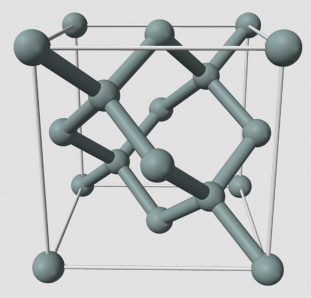
forrás: Menz: Microsystemtechnik
Ennek ismeretében nem tűnhet meglepőnek a nagymértékű anizotrópia, hiszen az egész anyag monokristályos (egykristályos) szerkezetű, tehát elméletileg minden atom egy meghatározott helyen van, az anyagban nincsenek kristályhatárok. A reális, megvalósított monokristályos szilícium szerkezeti anyagoknál azonban mindig számolni kell azzal, hogy a kristályszerkezet nem teljesen hibamentes, Vagy azért, mert bizonyos atomok nincsenek a helyükön, vagy azért, mert nem tudunk teljesen szennyeződésmentes anyagot előállítani (néha nem is akarunk), így a kristályszerkezetbe beépülhetnek idegen atomok is. A kristályhibák keletkezéséhez természetesen a technológia tökéletlenségei is hozzájárulnak. A kristályhibákat diszlokációknak is nevezik (ezeknek több fajtája ismeretes, amelyekre azonban itt nem térünk ki). Az egykristályos szerkezet és az ebből következő anizotrópia miatt a kristálytani irányok ismerete fontos, ezeket a technológiai folyamatoknál mindig ismerni kell. Az irányok megadásához a krisztallográfiában ismert Miller-indexeket használják. Ezekkel jellemezve a kristálytani irányokat, a 2.12. ábra - A szilícium jellegzetes kristálytani síkjai mutatja a legfontosabb kristálytani síkokat. Ezek közül legfontosabbak az 111, 110, és 100 kristálytani síkok.
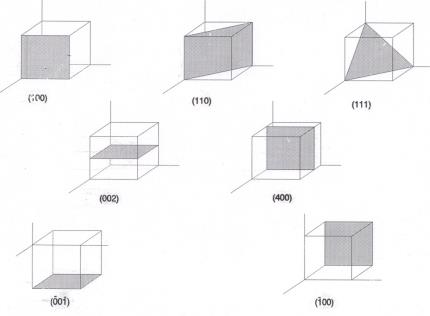
forrás: Völklein: Praxiswissen
A további felhasználás szempontjából rendkívül fontos, hogy a hordozón magán jelöljük az orientációt és a dotációt ( p vagy n típusú félvezetőről van-e szó), hiszen ez ránézésre nem lenne megállapítható. Ezért a szeletek szélén (amelyek úgyis kevéssé használhatók ki) lemunkálásokat hoznak létre: az egyik a „primary flat”, a második a „secondary flat”. Ezek egymáshoz viszonyított helyzete hordozza az orientációs és dotációs információkat, így szabad szemmel is megállapítható a szelet orientációja és vezetési típusa. Ezek a lemunkálások (lecsapások) fontos szerepet kapnak a technológia során is: ugyanis tájoló felületként használatosak. A szilícium szeletek identifikálására vonatkozó „primary” és „secondary flat”-ok elhelyezkedésére a 2.13. ábra - A szilícium hordozók orientációjának jelölése ad néhány példát.
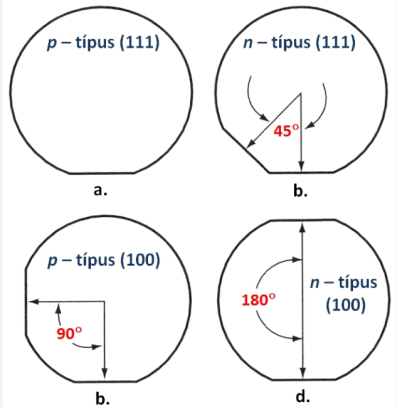
forrás: Gardner: Microsensors
Az egykristályos szilícium mechanikai tulajdonságai közül olyanok, mint például a sűrűség, vagy a hővezetési képesség, nem függenek a kristálytani irányoktól. A szilícium sűrűsége 2,3 g/cm3, tehát még az alumíniumnál is könnyebb anyag. A hővezetési képessége (ez a mikroelektronikában nagyon fontos) 1,57 W/cm°K nem olyan jó, mint a fémeké (összehasonlításul: Al: 2,37 W/cm°K, réz: 4,01 W/cm°K). A hőkapacitása 695 J/kg°K, hőtágulási együtthatója 2,33·10-6/°K. Az egykristályos szerkezetből adódó anizotrópia miatt azonban a szilárdság, rugalmassági modulusz függ a kristálytani orientációtól.
|
E 100 = 130 GPa | ||
|
E 110 = 169 GPa | ||
|
E 111 = 188 GPa |
Az értékek között ugyan nagyságrendi különbség nincsen, de adott esetben mégis szükséges tekintettel lenni a különbségekre. A szilícium kemény anyag, a Mohs-féle keménységi skálán a 7-es fokozatba tartozik. Ennek olyan mechanikai megmunkálások esetén van jelentősége, mint például a vágás, csiszolás, polírozás. A Mohs-féle keménységi skálát, amelyet elsősorban ásványok keménységére dolgoztak ki, a következő ábrán (2.14. ábra - A Mohs-féle keménységi skála) mutatjuk be.
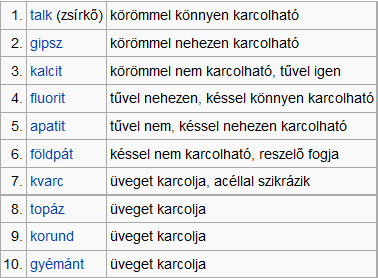
forrás: Wikipédia
A táblázatból látható, hogy a szilícium mechanikai megmunkálásához elsősorban a gyémántot tartalmazó szerszámok alkalmasak. A szeletek csiszolásához gyakran alkalmazzák még a korundot (Al 2 O 3 ) is.
2.3. Kerámiák, polimerek és kompozitok
Kerámiáknak nevezzük azokat a fémes és nemfémes elemeket tartalmazó szervetlen anyagokat, amelyek kémiai kötésben vannak egymással. Ilyenek például az alumíniumoxid (Al 2 O 3 ), a sók, például a konyhasó (NaCl), a kalciumfluorid (CaF 2 ), és a kerámia félvezetők, mint például az yttrium-bárium-rézoxid (YBa 2 Cu 3 O 7 ).
A legtöbb keramikus anyag (legyen akár kristályos akár nem kristályos, mint például az üveg), nagy keménységgel és meleg szilárdsággal rendelkezik, de nem található meg náluk a fémekre jellemző képlékeny alakváltozás, tehát a kerámiák szilárdsági határuk elérése felett egyszerűen eltörnek. Az utóbbi években kifejlesztettek keramikus anyagokat gépészeti alkalmazásokra, amelyek könnyűek, szilárdak, jól ellenállnak a hőmérsékletnek és a kopásnak, csökkentik a súrlódást, és emellett jó szigetelők. Ezek az új anyagok fontosak lehetnek a jövőben a gépészetben is, jó példa erre a NASA űrsiklókon alkalmazott kerámia lapkákból álló védőpajzs, amely a légkörbe való visszaérkezéskor védi meg az űrsikló fémes alkatrészeit az elégéstől. A mikrotechnikában alkalmazott kerámiákat és alkalmazási területeit a 2.4. táblázat - A mikrotechnikában alkalmazott kerámiák és alkalmazási területeik foglalja össze.
|
KERÁMIA |
SZERKEZET |
ALKALMAZÁS | |||
|---|---|---|---|---|---|
|
anyag |
szerkezeti |
villamos |
optikai |
mágneses | |
|
szilikát (Li, Al, stb.) |
kristályos |
x |
x | ||
|
alumínium-oxid |
hexagonális |
x |
x |
x | |
|
cirkónium-dioxid |
köbös |
x | |||
|
nemfémes nitridek (pl. Si) |
üveges |
x |
x | ||
|
fém szilicidek |
tetraéderes |
x | |||
|
spinell |
köbös |
x | |||
|
gránát |
köbös |
x | |||
|
forrás: Gardner: Microsensors | |||||
A polimerek (műanyagok) szerves anyagok (szenet tartalmaznak), amelyek hosszú molekulaláncokat vagy hálókat alkotnak. Ilyenek például az epoxi gyanták, poliészterek, nylonok és szilikon elasztomerek. A polimerek szilárdsága és rugalmassága széles határok között mozog, ezek a tulajdonságok nagymértékben függenek az anyag atom és molekula szerkezetétől. A polimerek általában rossz elektromos vezetők, következésképpen vannak közöttük olyan anyagok, amelyeket kifejezetten szigetelési célokra, és/vagy dielektrikumként használnak. A polimerek a hosszú térbeli molekulaláncos szerkezetük miatt általában nem kristályos anyagok. Az utóbbi években kutatások folynak a monokristályos (részlegesen monokristályos) polimerek kifejlesztésére, ezek fontos anyagok lehetnek a jövőben. A mikrotechnikában alkalmazott polimer anyagokat a 2.5. táblázat - A mikrotechnikában használatos polimer anyagok foglalja össze.
|
fizikai jellemző |
anyag | |||||
|---|---|---|---|---|---|---|
|
nylon |
poliamid |
közepes sűrűségű polietilén |
PTFE (teflon) |
PVC |
PVDF | |
|
sűrűség ρ m (kg/m3) |
1120-1170 |
1000-1600 |
926-941 |
2100-2300 |
1300-1400 |
1750-1780 |
|
olvadási pont T max (°C) |
100 |
- |
71-93 |
260 |
70-74 |
150 |
|
hővezetés κ (W/m/K) |
0,25-0,27 |
0,15 |
0,33-0,42 |
0,24-0,25 |
0,16 |
0,1 |
|
hőkapacitás c p (J/K/kg) |
1600-1900 |
1100 |
1900 |
1050 |
840-1170 |
- |
|
hőtágulás α l (10-5/K) |
28 |
- |
14-16 |
10 |
5-18 |
8-14 |
|
dielektromos állandó ε r |
3,7-5,5 |
- |
2,3 |
2 |
3,0-4,0 |
2,9 |
|
Young-modulus E m (GPa) |
1-4 |
~3,1 |
0,4-1,3 |
0,4 |
2,9 |
2,1 |
|
szakítószilárdság Y m () |
50-90 |
69-104 |
8-24 |
10-31 |
34-62 |
36-56 |
|
forrás: Gardner: Microsensors | ||||||
A MEMS-ekben felhasznált anyagok közül az utolsó csoportot a kompozitok alkotják. A kompozitok az előzőekben tárgyalt anyagok, tehát a fémek, félvezetők, kerámiák és polimerek kombinációjaként jönnek létre, nem feltétlenül csak két anyagtípus felhasználásával. A legtöbb kompozit anyagnál a kötőanyagba valamilyen töltőanyagot juttatnak be a tulajdonságok megváltoztatásának céljából. A kompozitokra jellemző, hogy az alkotórészek nem oldódnak egymásban, és az eredő fizikai tulajdonságok eltérnek bármelyik komponens fizikai tulajdonságaitól.
A kerámiák, polimerek és kompozitok legtöbbje a MEMS technológiákban passzív szerepet játszik, mint például a struktúra hordozása vagy védelme, de vannak olyan kompozitok is, amelyek a mikroszenzoroknál és a MEMS-eknél aktív szerepet töltenek be, ezeket a szakirodalom intelligens anyagoknak (smart materials) nevezi.
2.4. A mikrotechnikai technológiák környezeti feltételei
A mikrotechnikában használatos technológiákat nem lehet akárhol, akármilyen környezetben létrehozni, mert elsősorban a kis méretek miatt védeni kell a struktúrát a mindennapi környezetből adódó szennyeződések ellen. Ezek közül is elsősorban a levegőben szálló por ellen kell védekezni, mert a porszemek méretei általában nagyobbak, mint a struktúra jellemző méretei. Első példának a következő ábrán (2.15. ábra - Mikrofogaskerék, amelyet egy hangya szájszervével fog meg) bemutatunk egy mikromechanikai fogaskereket, amelyet éppen egy hangya a szájszervével fog meg.
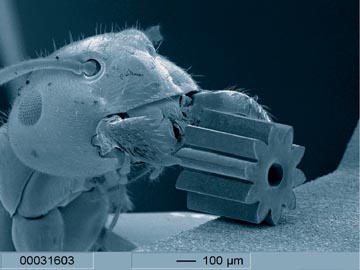
forrás: Institut für Mikrotechnik, Mainz
Második példaként a következő ábrán (2.16. ábra - Egy légy feje, háttérben egy mikrostruktúrával) egy mikromechanikai struktúra látható, előtérben egy légy fejével.
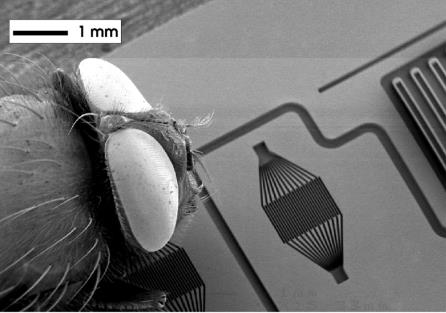
forrás: TU Ilmenau
A harmadik példa a közismert számítástechnikai merevlemezes tároló (Winchester) méretbeli viszonyait mutatja (2.17. ábra - A hajszál, porszem és koromrészecske méretei az olvasófej légréséhez viszonyítva). Az író-olvasófej kb. 20…40 nm (0,02…0,04 μm) távolságban, légpárnán repül a mágnesezhető réteg felett. Ha a fej hozzáér a mágnesezhető réteghez, a Winchester általában tönkremegy, használhatatlanná válik. (Akinek már „elszállt” a Winchestere, az tudja, hogy ennek milyen következményei vannak.) Az ábrán látni lehet egy koromszemcsének, egy átlagos méretű porszemnek, és egy hajszálnak a méreteit. Ezek után világos, hogy a Winchesterek miért vannak pormentesen lezárva, és az is belátható, hogy a Winchesterek gyártásakor és szerelésekor elengedhetetlenül fontos a pormentes (pontosabban fogalmazva a minél tisztább) környezet.
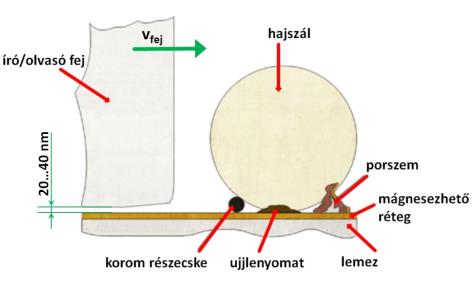
forrás: Wikipédia
A tökéletesen pormentes (részecskementes, teljesen tiszta) környezet megvalósítása műszakilag lehetetlen, de törekedni lehet a minél tisztább terek létrehozása. Ez persze nagy anyagi ráfordításokat igényel, ezért a tiszta tereket minősíteni kell, ennek következtében különböző tisztasági fokozatok léteznek. A tiszta tereket aszerint minősítik, hogy egy köbláb térfogatban hány darab részecske található, és ezeknek mekkorák a jellemző méretei. Ezt a 2.18. ábra - A tiszta terek minősítése az egy köblábban található részecskenagyság és részecskeszám függvényében mutatja be.
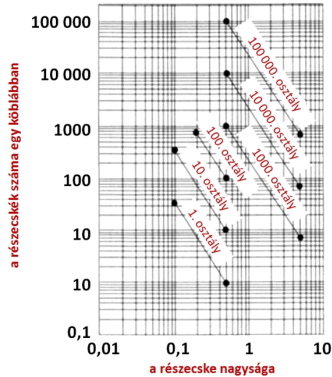
forrás: Völklein: Praxiswissen
A 2.19. ábra - A méretek összehasonlítása a hajszáltól a hidrogénatom átmérőjéig a méretskálán a különböző eszközök (baktériumok, atomok, stb.) jellemző méreteit mutatja.
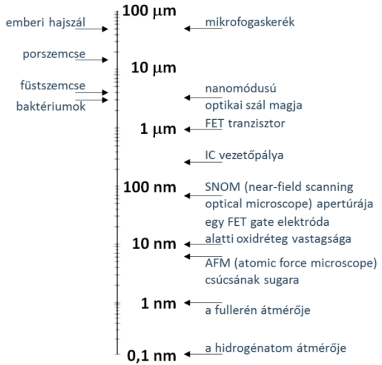
forrás: Völklein: Praxiswissen
(Zárójelben jegyezzük meg, hogy az ábrán szereplő fullerének az elemi szén XX. század végén felfedezett és előállított mesterséges módosulatai. A fullerének meghatározott páros számú (60, 72, 84) szénatomból álló „szénmolekulák”. A leggyakoribb fullerén molekula 60 szénatomot tartalmaz. A fulleréneket 1985-ben fedezte fel Harold Kroto (University of Sussex), Robert Curl és Richard Smalley (Rice University), amelyért 1996-ban kémiai Nobel díjat kaptak.)
Fentiekből természetesen következik, hogy az ilyen terekben az egyik legnagyobb szennyező forrás maga az ember. A szennyező hatás csökkentése érdekében ilyenkor a dolgozóknak speciális védőfelszerelést kell viselniük, hasonlóan ahhoz, ami a következő ábrán (2.20. ábra - Az IMT (Neuchatel) tiszta helységének képe) látható.
forrás: IMT
A tiszta terek előállítása műszakilag annál egyszerűbb, mennél tisztább az a környezet, amelyet tovább kell tisztítani. Ez az oka annak, hogy a mikrotechnikákkal foglalkozó ipari létesítmények és kutató intézetek legtöbbször nem a szennyezett levegőjű városokban, hanem vidéki környezetben, nem ritkán erdős-hegyes vidékeken találhatók. Vannak olyan technológiák is, ilyen például az egykristály növesztés, amelynél fontos a rezgésmentes környezet is. A rezgésmentes környezet szintén nem a városokra jellemző (pl. közlekedési zajok), így eggyel több érv szól amellett, hogy a mikrotechnikai technológiákat ne városi, hanem ritkán lakott, tiszta levegőjű magashegyi környezetbe telepítsék.
3. fejezet - A mikromechanikában használt effektusok és funkcionális anyagok
A legtöbb effektus korrekt leírásához szilárdtest-fizikai, atomfizikai és kvantummechanikai ismeretek szükségesek. Ezért az effektusok magyarázatával itt nem foglalkozunk, csak a jelenségek megnevezése és alkalmazása a cél.
3.1. Mechanikus-elektromos átalakítások
Tenzometrikus és piezorezisztív effektus. Mechanikai feszültség hatására a vezető és félvezető anyagoknál ellenállás változás következik be. Az ellenállást a jól ismert képlettel lehet leírni:

ahol ρ az anyag fajlagos ellenállása, l a prizmatikus (keresztmetszetét tekintve a hossz mentén nem változó) vezető rúd hossza, q ugyanennek a keresztmetszete. Ha a vezető rúdra erő hat (például húzóerő), az anyagban mechanikai feszültség ébred. Az alakváltozás során a rúd megnyúlik, és egyidejűleg a keresztmetszete is lecsökken (3.1. ábra - Prizmatikus rúd mechanikai alakváltozása). Ezt nevezzük tenzometrikus hatásnak. A mechanikai feszültség hatására azonban a fajlagos ellenállás is megváltozik, nem tekinthető állandónak. Ezt piezorezisztív hatásnak nevezzük (lásd később). A valóságban a két hatás együttesen, és egymástól szétválaszthatatlanul lép fel, és együttesen hozzák létre a k bélyegállandót, amit idegen kifejezéssel gauge-factor-nak hívunk.
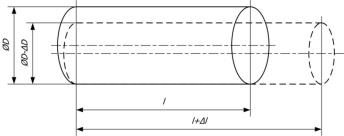
forrás: MOGI
3.1. ábra - Prizmatikus rúd mechanikai alakváltozása
A bélyegállandó egyszerűsített kifejezéséhez teljes differenciálással, és egyszerűsítésekkel, a másodrendű tagok elhanyagolásával juthatunk el.
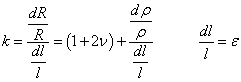
ahol ν a Poisson-tényező (értéke hozzávetőlegesen 0,3), és ε a fajlagos nyúlás. Szavakkal kifejezve a bélyegállandó azt mutatja meg, hogy egységnyi fajlagos nyúlás hatására (amikor dl=l, azaz a megnyúlás egyenlő a kezdeti hosszal, vagyis az anyagot képzeletben még egyszer akkorára nyújtjuk) a vezető rúd mekkora fajlagos ellenállás változást szenved. A bélyegállandó a legfontosabb szenzorjellemző, mert ez adja meg a kapcsolatot a mechanikai és a villamos mennyiségek között.
A méréstechnikában ú. n. nyúlásmérő bélyegeket alkalmaznak, amelyek lényegében vékony szigetelő hordozón elhelyezett meander alakú (több szál egymás mellé hajtogatva) ellenálláspályákat tartalmaznak (3.2. ábra - A nyúlásmérő bélyeg elvi kialakítása).
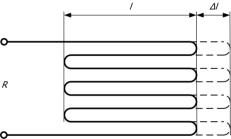
forrás: MOGI
3.2. ábra - A nyúlásmérő bélyeg elvi kialakítása
Ezzel a konstrukcióval elérhető, hogy az alakváltozásból bekövetkező ellenállás-változás összeadódjék. Több szálat azért célszerű alkalmazni, mert egy szál érzékenysége kicsi, és a mérés jel/zaj viszonya rossz (a szálak villamosan soros, deformáció szempontjából pedig párhuzamos kapcsolásúak).
A bélyeg elnevezés onnan származik, hogy ezeket a szenzorokat ráragasztják a mérendő elemre, és ettől kezdődően a bélyeg ugyanúgy deformálódik, mint a mérendő elem megfelelő felülete. Ezért a ragasztásnak nagyon vékonynak és megbízhatónak kell lennie. Ellenkező esetben a bélyeg „kúszik”, driftje van.
forrás: Tränkler: Sensoren
3.3. ábra - Nyúlásmérő bélyeg gyakorlati kialakítása
A méréstechnikában a maratott, fólia típusú bélyegek a legelterjedtebbek, ezek előállítási technológiája nagyon hasonló a nyomtatott áramköri lapok előállítási technológiájához (3.3. ábra - Nyúlásmérő bélyeg gyakorlati kialakítása). Névleges ellenállásuk 120, 350, 600, vagy 1000W szokott lenni. Érzékenységük, a bélyegállandó (gauge factor) 1,8...2,2 között van, az effektusban a tenzometrikus hatás a meghatározó. Linearitásuk nagy, 4000 me-ig kb. 0,1% (με-nak a fajlagos nyúlás 10-6 részét nevezik). A fémes alapú bélyegekkel a mérhető legkisebb nyúlás kb. 0,1 me körül van.
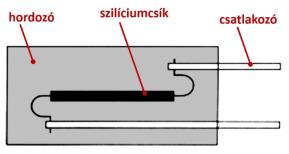
forrás: Tränkler: Sensoren
3.4. ábra - Félvezető nyúlásmérő bélyeg
Nyúlásmérő bélyegek anyagául azonban nemcsak különböző fémötvözetek, hanem félvezetők is alkalmazhatók. A félvezető bélyegeknél a szigetelő hordozón rendszerint egyetlen prizmatikus rudat helyeznek el (3.4. ábra - Félvezető nyúlásmérő bélyeg). A félvezető anyagból készült bélyegek több jellemzőjükben különböznek a fémes alapú bélyegektől. Az egyik legfontosabb, hogy ezeknél a bélyegállandót elsősorban a piezorezisztív komponens határozza meg, a tenzometrikus hatás szinte elhanyagolható. A piezorezisztív hatásból adódóan a bélyegállandó, vagyis a szenzor érzékenysége majdnem két nagyságrenddel nagyobb. Ez (a gauge-factor) azonban csak szűk tartományban tekinthető állandónak, ami nyilvánvalóan hátrányos tulajdonság. Szintén hátrányos, hogy a félvezető bélyegek — hasonlóan minden félvezető eszközhöz — a hőmérséklet változására érzékenyek. Névleges ellenállásuk 120W , a bélyegállandó (gauge factor) 100..120 (itt mindkét előjel lehetséges, mert a tenzometrikus hatás elhanyagolható). Linearitásuk (ez függ a terheléstől) 1000 me-ig <1%, de 5000 me felett jelentősen lecsökken. A mérhető legkisebb nyúlás a nagy érzékenység miatt sokkal kisebb, mint a fémes bélyegeknél : kb. 0,001 me körül van. A mérhető legnagyobb nyúlás viszont sokkal kisebb, mint a fémes bélyegeknél, amelynek okát a szilícium tulajdonságaiból kell levezetni: a szilícium rideg anyag, nincs folyáshatára, hanem nagy igénybevételnél az üveghez hasonlóan egyszerűen eltörik.
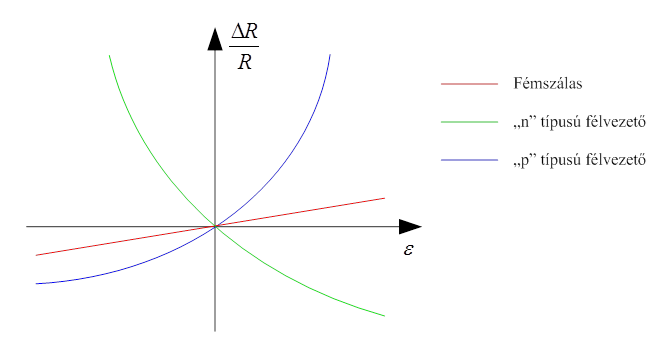
forrás: Tränkler: Sensoren
3.5. ábra - A nyúlásmérő ellenállások érzékenységének változása
Az ábrán (3.5. ábra - A nyúlásmérő ellenállások érzékenységének változása) jól látható, hogy a fémeknél valóban bélyegállandóról van szó, míg a félvezetőknél a bélyegállandó a megnyúlással változik. Ebből következik, hogy a félvezető bélyeg kifejezetten a kis alakváltozásokra alkalmas, ekkor a munkapont környezetében megengedhető a görbült karakterisztika egyenessel közelítése, azaz a bélyegállandó valóban állandónak tekinthető.
A mikrotechnikában a fémes alapú bélyegeket nagyon ritkán használják, annál gyakrabban előfordul viszont a félvezető anyag használata, már csak azért is, mert a szerkezeti anyag is leggyakrabban szilícium. Így logikus, hogy a szenzort is ugyanabból az anyagból alakítsák ki. A mikromechanikában nem ragasztják a bélyegeket a deformálódó elemre, hanem rendszerint annak anyagából állítják elő, hanem abba integrálják, mint ahogyan az a következő ábrán (3.6. ábra - Mikromechanikai nyomásmérő vázlata) is látható.
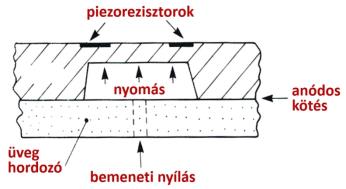
forrás: Gardner: Microsensors
3.6. ábra - Mikromechanikai nyomásmérő vázlata
Mint az előzőkben láttuk, a félvezető anyagokból készült bélyegeknél a piezorezisztív hatás a döntő, emiatt a nyúlásmérő szenzorokat a szakirodalom gyakran piezorezisztorként említi. A piezorezisztivitást nem szabad a piezoelektromos effektussal összekeverni, ezért még egyszer leírjuk: piezorezisztivitásnak a mechanikai feszültség hatására bekövetkező fajlagos ellenállás-változást nevezzük.
A piezorezisztivitással rendelkező anyagok:: szilícium (n- ill. p típusú Si), germánium (Ge), gallium-arzenid (GaAs), polikristályos szilícium (Si), indium-antimonid (n-InSb).
Piezo- és inverz piezoelektromos effektus: a piezoelektromos effektus lényege, hogy mechanikai feszültség hatására elektromos polarizáció (töltésszétválasztás) lép fel bizonyos anyagokban. A fordított (inverz) effektus során villamos feszültség (villamos tér) hatására az anyagban alakváltozás jön létre. A jelenség megfordítható, tehát ugyanabban az anyagban oda-vissza működik.
A Curie-fivérek 1880-ban figyelték meg, hogy egyes ásványi anyagok, mint pl. a kvarc, mechanikai feszültségi állapot hatására villamosan polarizálódnak, és felületükön villamos töltést halmoznak fel. Számos előnyös tulajdonsága miatt piezoelektromos átalakítók céljára gyakran a kvarcot (SiO2) használják fel. A kvarc előnyös tulajdonságai a következők:
nagy szilárdság 0,5…0,7 GPa (acél:0,5…1,5 GPa),
viszonylag nagy ellenálló képesség hőmérsékleti hatások ellen, mintegy 500 °C-ig a piezoelektromos tényező alig változik,
igen nagy szigetelési ellenállás, kb. 1014 …1015 Wcm,
nagy linearitás, hiszterézis nélkül.
A kvarc hátrányos tulajdonsága a viszonylag kis érzékenység. Természetesen más anyagok (például a PZT, ólom-cirkonát-titanát) sokkal nagyobb piezoelektromos állandóval rendelkeznek, de ezek viszont sokkal érzékenyebbek a környezeti behatásokkal (például a hőmérséklettel vagy légnedvességgel) szemben. Ezért ezeket az anyagokat inkább az aktuátortechnikában, mint a szenzortechnikában használják.
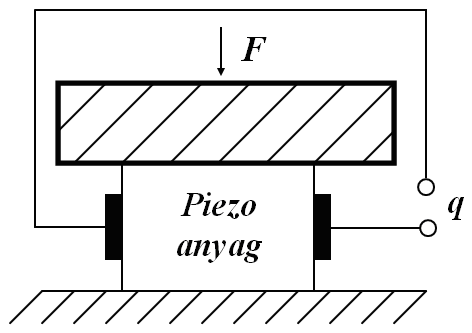
forrás: MOGI
3.7. ábra - A piezoelektromos szenzor vázlata
A 3.7. ábra - A piezoelektromos szenzor vázlata a piezoelektromos érzékelők elvi vázlatát mutatjuk be. Lényeges, hogy az F erőhatás egyenletes elosztása miatt egy járulékos tömeget kell alkalmazni, ami a dinamikai tulajdonságokat rontja. A keletkezett töltések az anyagban ébredő mechanikai feszültséggel arányosak, k egy anyagra jellemző állandó, A a piezoelektromos anyag (kristály) felülete.

A piezoelektromos effektus lehet longitudinális és transzverzális is, a kvarc esetében például attól függően, hogy a szenzor mely kristálytani irány szerint van orientálva (3.8. ábra - Longitudinális és transzverzális piezoelektromos effektus).
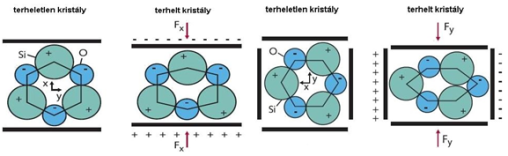
forrás: TU Ilmenau
3.8. ábra - Longitudinális és transzverzális piezoelektromos effektus
A piezoelektromos eszközöknek akarva-akaratlanul kapacitásuk van, a két fegyverzet és a közöttük lévő szigetelő tulajdonságú anyag dielektrikumként működve kondenzátort alkot. Ebből következően a töltésszétválasztás után a fegyverzetek között villamos feszültséget is lehet mérni. A képletben C 2 az eszköz saját kapacitása, amely a szükségképpen létrehozott kondenzátor tulajdonsága, és amely a piezo effektussal mindig együtt, attól szétválaszthatatlanul jelentkezik.

Az inverz piezoelektromos effektus esetén az elektródákra U villamos feszültséget kell kapcsolni, a fellépő villamos erőtér a kristályszerkezetet deformálja, ami az x elmozdulás formájában jelentkezik.

Tekintettel arra, hogy a piezo anyag szigetelő, a fegyverzetek között állandósult állapotban (statikus esetben) áram gyakorlatilag nem folyik. Dinamikus működtetéskor a piezo aktuátor kapacitív terhelésként jelentkezik, hiszen a kondenzátor feltöltéséhez és kisütéséhez töltések áramlására van szükség, ezt nevezzük villamos áramnak.
A felhasználható anyagok:: kvarc (SiO2), gallium-arzenid (GaAs), cink-oxid (ZnO), lítium-niobát (LiNbO3), litium tantalát (LiTaO3), ólom-cirkonát-titanát (PZT), polivinil-fluorid (PVDF).
Ikerfém anyagok (bimetálok): egybehengerelt, különböző hőtágulású anyagpárok a hőmérséklet változásának hatására mechanikai deformációt szenvednek, és ezzel elmozdulást hoznak létre (3.9. ábra - A bimetall effektus).
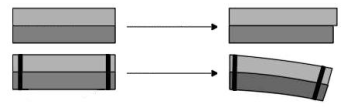
forrás: Wikipédia
3.9. ábra - A bimetall effektus
Anyagpárok: alumínium-szilícium (Al- Si), arany-szilícium (Au- Si), vas-nikkel-mangán (FeNi20Mn6- FeNi42), polivinil-fluorid-politrifluor-etilén,-poliimid (PVDF/PTE- PI).
Emlékezőfémes effektus (SMA: Shape Memory Alloy): Bizonyos anyagok esetén, ha a martenzit kristályszerkezetű anyagot (T< Tá) deformáljuk, ezután felmelegítjük, amelynek hatására (T>Tá) az anyag kristályszerkezete ausztenitessé alakul, az anyag felveszi eredeti formáját, úgymond „emlékezik” az előző (hideg állapotban deformált) alakjára. A lehűlés után, tehát a martenzitté történő visszaalakulása után azonban nem változik már az alakja. Ezt nevezi a szakirodalom az egyutas effektusnak (3.10. ábra - Az egyutas emlékezőfémes effektus).
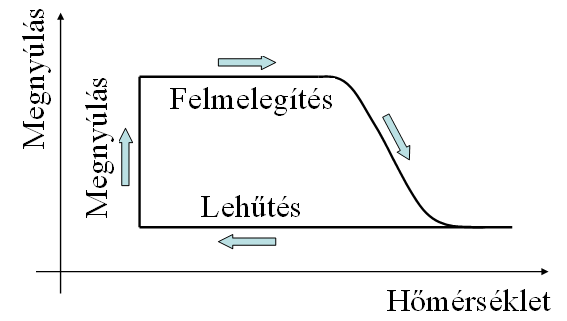
forrás: Janocha: Aktoren
3.10. ábra - Az egyutas emlékezőfémes effektus
Ismeretes, és az aktuátor technikában gyakrabban alkalmazott jelenség a kétutas effektus, 3.11. ábra - A kétutas emlékezőfémes effektus. Ekkor az alakváltozások kisebbek, mintegy feleakkorák, mint az egyutas effektusnál, de a martenzites-ausztenites átalakítás hőhatásra sokszor ismételhető. Megjegyzésre érdemes, hogy az SMA anyagok hőhatásra nem megnyúlnak (mint a fémes anyagok), hanem rövidülnek, és ennek mértéke a kétutas effektusnál kb. 3-5%.
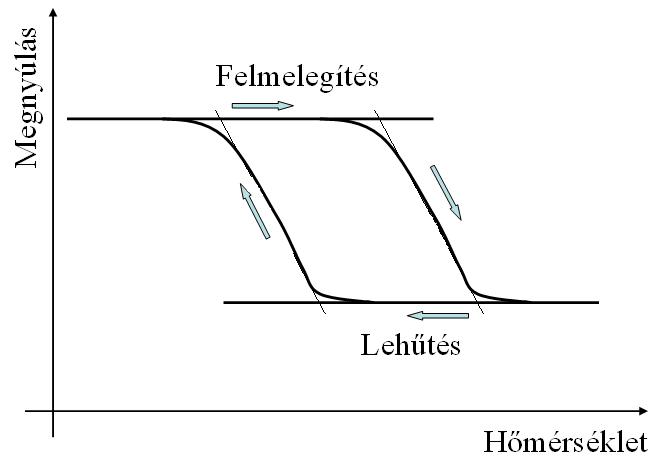
forrás: Janocha: Aktoren
3.11. ábra - A kétutas emlékezőfémes effektus
Anyagok: nitinol (Ni-Ti), réz-cink-alumínium (Cu-Zn-Al), réz-alumínium-nikkel (Cu-Al-Ni) ötvözetek (az arányok és egyéb adalékok általában gyártási titkokat képeznek).
Elektrosztatikus erőhatás: a mikrotechnikai módszerekkel viszonylag nehéz tekercseket előállítani. Ebből következik, hogy a mikroaktuátoroknál az elektromágnest, mint szerkezetet ritkán használják. Ezzel szemben előtérbe kerülnek az elektrosztatikus mozgatások. Ezeket könnyen elő lehet állítani a mikromechanikai technológiákkal, és ebből következően gyakrabban találkozunk olyan aktuátorokkal, amelyeknél a mozgatóerőt nem elektromágneses, hanem elektromos erőtérrel hozzák létre. Az elektrosztatikus aktuátorok mikromechanikai alkalmazásának tulajdonképpen az az oka, hogy nagyon kisméretű légrések alakíthatók ki, amelyből következően nem kellenek extrém nagy feszültségek a megfelelő villamos tér létrehozásához. Az erőhatás ugyanis a villamos térerősségtől függ, hasonlóan a mágneses terekhez, ahol az erőhatás a mágneses indukcióval függ össze. Az elektrosztatikus terek létrehozásához nem kellenek tekercsek, csak vezető anyagból készült fegyverzetekre és a közöttük lévő dielektrikumra van szükség. Az elektrosztatikus erő a töltések (q1 és q2 ) nagyságán kívül azok távolságától (r) függ, méghozzá négyzetesen. Ez a másik gyakorlati oka annak, hogy a kis méretek tartományában nagyobb jelentősége van az elektrosztatikus aktuátoroknak mert a mikrorendszereknél az r távolság a mikrométeres tartományban lehet.

A k tényező értéke
 , ahol ε
0
=8,85·10 -12 C2/Nm2 .
, ahol ε
0
=8,85·10 -12 C2/Nm2 .A mikrotechnikában az elektrosztatikus effektust használó aktuátorokban elérhető energiasűrűség azonos nagyságrendben van az elektromágneses effektust használó aktuátorok energiasűrűségével (hozzávetőlegesen 0,5 Ws/m3).
3.2. Termikus-elektromos átalakítások
Hőmérséklet mérés rezisztív úton: Ohm első törvénye alapján az elektromos ellenállás a hőmérséklet függvénye. Ez alapján lehetőség nyílik hőmérséklet mérésére.

A képletben R T2 a T 2 hőmérsékleten mérhető ellenállás, R T1 a T 1 hőmérsékleten mérhető ellenállás, α a hőmérsékleti tényező, idegen kifejezéssel a temperature coefficient, rövidítve T c , T 2 -T 1 pedig a hőmérséklet különbség. Fontos megjegyezni, hogy a fémek karakterisztikája általában lineáris, vagy annak tekinthető, a félvezetőknél viszont a karakterisztika soha nem tekinthető lineárisnak. A lineáris karakterisztika előnye mellett ugyanakkor megjelenik egy hátrány is: ez a kis meredekség (érzékenység, 3.12. ábra - A különböző hőmérséklettől függő ellenállások összehasonlítása, a görbe).
Anyagok: nagy tisztaságú, és lehetőleg korrózióálló fémek: platina (Pt, α= 0,00351 ·1/°C), nikkel (Ni), réz (Cu), ezüst (Ag), arany (Au), alumínium (Al), wolfram (W).
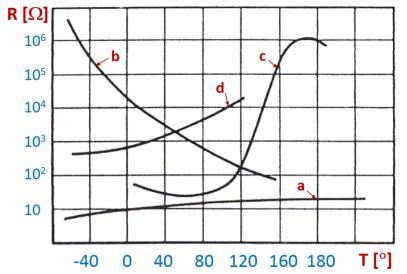
forrás: Lambert: Szenzorok
3.12. ábra - A különböző hőmérséklettől függő ellenállások összehasonlítása
A b görbe egy negatív hőmérsékleti tényezővel rendelkező (Negative Temperature Coefficient, NTC) félvezető szenzor karakterisztikája, a magyar műszaki terminológiában sokszor termisztornak nevezik. A karakterisztika soha nem lineáris, viszont nagy érzékenységgel rendelkezik, amely pontról pontra változik. Határértékek érzékelésénél előszeretettel használják, annak ellenére, hogy bizonyos típusok öregedésre hajlamosak. Külön csoportot képeznek a 3.12. ábra - A különböző hőmérséklettől függő ellenállások összehasonlítása c karakterisztikájával rendelkező ú. n. PTC szenzorok, amelyek szintén félvezetők. Ezeket gyakran hővédelemre használják oly módon, hogy bizonyos hőmérséklet felett a PTC a körben folyó áramot korlátozza, lecsökkenti, és ezzel a túlzott melegedést akadályozza meg.
Külön családot képeznek azok az anyagok, amelyeknél a hőmérséklet hatására bekövetkező ellenállás változás más fizikai effektusok eredménye. Ilyen például a félvezetőknél a töltéshordozók mozgékonyságából következő ellenállás változás, amely az abszolút hőmérséklet függvénye (3.12. ábra - A különböző hőmérséklettől függő ellenállások összehasonlítása, d görbe).
Anyagok: szilícium, poliszilícium (Si).
Megint más lehetőséget kínál a nyitóirányú szilíciumdiódák nyitófeszültségének hőmérséklet függése, amely nem nagy ugyan (kb. -2 °C), de stabil, és széles tartományban állandó. A dióda áram-feszültség karakterisztikája a következő ábrán (3.13. ábra - Félvezető diódák karakterisztikája) látható.
Három részre szokás osztani: I.— nyitóirány, II.— záróirány, III.— letörési tartomány.
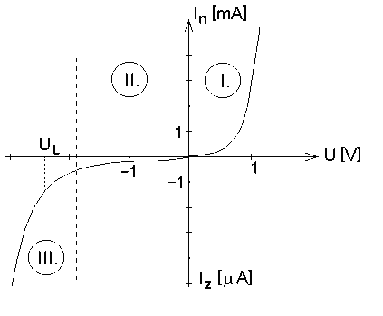
forrás: MOGI
3.13. ábra - Félvezető diódák karakterisztikája
A szilícium diódák nyitóirányú feszültségének hőmérséklettől függése meglehetősen széles hőmérséklet tartományban állandó, mint ahogyan az a következő ábrán (3.14. ábra - A nyitóirányú pn átmenet hőmérsékletfüggése) látható. Nem szabad figyelmen kívül hagyni, hogy a hőmérséklet skála abszolút hőmérsékletben van skálázva, a szobahőmérséklet 300 °K közelében van.
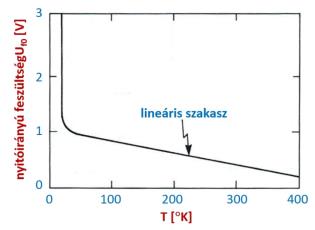
forrás: Gardner: Microsensors
3.14. ábra - A nyitóirányú pn átmenet hőmérsékletfüggése
Anyag: egykristályos szilícium (Si).
A termisztoroknál (hőmérséklettől függő ellenállásoknál, Negative Temperature Coefficient, 3.12. ábra - A különböző hőmérséklettől függő ellenállások összehasonlítása, b görbe) polikristályos fémoxidokat használnak, az ellenállás változása messze nem lineáris, jellemzően a hőmérséklet növekedésével csökkenő tendenciájú. Ezeket nagy általánosságban NTC szenzoroknak szokás nevezni. Vannak olyan anyagkombinációk is, amelyek ezzel ellentétesen a hőmérséklet növekedésével meredeken emelkedő ellenállás változással reagálnak, ezeket a szakirodalom PTC (Positive Temperature Coefficient, 3.12. ábra - A különböző hőmérséklettől függő ellenállások összehasonlítása, c görbe) ellenállásoknak nevezi.
Anyagok: bárium-titán-oxid (BaTiO3), [Ba0,3Sr0,7]TiO3, [Ba0,8Pb0,2]TiO3.
Az áram termikus hatása: hő előállítása elektromos árammal, ez talán a legismertebb jelenség, az áram hőhatása minden elektromos vezetékben jelentkezik, amelynek ellenállása (R) van.
Anyagok: platina (Pt), nikkel (Ni), titán (Ti), króm-nikkel ötvözetek (Cr-Ni), polikristályos szilícium (Si).
Seebeck - effektus: Ha két különböző anyagú vezetőt egymással érintkezésbe hozunk (tipikusan összehegesztjük), a nyitott kör két pontja közt feszültség mérhető, amennyiben az összeérintett pont és a vezetők másik végpontja között hőmérsékletkülönbség van. Ezt termofeszültségnek nevezzük (3.15. ábra - Termoelektromos effektus).
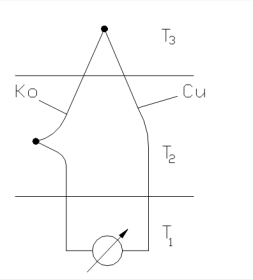
forrás: Wikipédia
3.15. ábra - Termoelektromos effektus
A termofeszültség értéke attól függ, hogy mekkora a két fém elektródpotenciálja a platinához képest. Mennél távolabb esnek ezek egymástól, annál nagyobb lesz a termofeszültség értéke.
Anyagok: nikkel-króm-nikkel (Ni-CrNi), vas-réz-nikkel (Fe-CuNi), platina- platina-ródium (Pt- PtRh).
Peltier-effektus: bizonyos anyagpárok esetén, ha a körben áram folyik, úgy hőáramlás indul meg az egyik vezetőtől a másik irányában, tehát villamos áram hatására hőmérséklet különbség hozható létre. Az áram irányától függően fűtésre és hűtésre egyaránt használható, utóbbi a gyakoribb. A Seebeck- és a Peltier- effektus megfordítható jelenségek.
Anyagok: PtRh6, (Rh: ródium) SbBi- SeTe, ATO- ITO- kerámiák, ón-dioxid-antimon (Antimony Tin Oxid, SnO2-Sb), indium-oxid-ón (Indium Tin Oxid, In2O3-Sn)
Piroelektromos effektus: bizonyos dielektrikumok villamos tér hatására polarizálódnak. Ez a polarizáció azonban hőmérsékletfüggő, így állandó villamos tér mellett az anyag hőmérséklet mérésére is használható.
Anyagok: bárium-titanát (BaTiO3), lítium-niobát (LiNbO3), triglicin-szulfát (TGS), kerámiák és újabban polimerek.
3.3. Mágneses- elektromos átalakítások
Ferromágnesesség: a ferromágneses anyagok mágneses tér hatására változtatják permeabilitásukat. A lágy és a kemény mágneses anyagok egyaránt ide tartoznak. Tekintettel arra, hogy a tekercsek készítése mikromechanikai méretekben nehézkes, a ferromágnességnek (elektromágneses aktuátorok) sokkal kisebb jelentősége van, mint az elektrosztatikus effektusnakAnyagok: vas (Fe), nikkel (Ni), vas-nikkel ötvözetek (FeNi78) és a kemény mágneses anyagok: alumínium-nikkel-kobalt (AlNiCo), szamárium-kobalt (SmCo5), neodímium-vas-bór (Fe-Nb-B).
Hall-effektus: Amennyiben a vezető anyag (3.16. ábra - A Hall-effektus magyarázata, rézsín) az áram irányára merőleges mágneses térben (B) van, az áramló elektronokra (Q) a Lorentz-erő hat, emiatt azok a vezető egyik oldalán sűrűsödnek, a másik oldalán ritkulnak. Ebből következik, hogy a vezetés és a mágneses tér irányára is merőleges irányban feszültség, nevezetesen a Hall-feszültség mérhető (Edwin Herbert Hall, 1879). A fellépő Lorentz-erő:

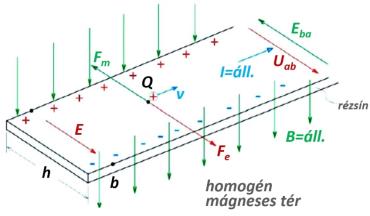
forrás: BME VIK
3.16. ábra - A Hall-effektus magyarázata
A Lorentz-erő hatására a pozitív töltések a vezető a oldalán, a negatív töltések a b oldalán sűrűsödnek. A töltés szétválasztódás miatt fellépő elektrosztatikus térerősség erőt fejt ki:

Ez az erő F m -mel ellenkező irányú erőt fejt ki a v sebességgel haladó Q töltésekre. A kialakuló E villamos térerősség nagyságát az erők egyensúlyából, az abszolút értékek egyenlőségéből (F m = F e ), vagyis a Q·E = Q·v·B képletből határozható meg:

A B mágneses indukcióval rendelkező térbe helyezett I árammal átjárt vezetőben tehát elektrosztatikus tér alakul ki, és az ebből származó Hall-feszültség:
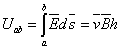
U ab a töltés egyesítő F e erőhöz, a fellépő E ba elektromotoros erő a töltés szétválasztásához szükséges F m erőhöz kapcsolódik. A gyakorlatban a nagy U ab elérése érdekében a félvezető anyagból készült Hall-szondát (Hall elemet, Hallotront) elsősorban a B mágneses indukció mérésére használják (I arányos v-vel). (forrás: Dr. Nagy István)
forrás: Fraden: Modern Sensors
3.17. ábra - A Hall-effektus
A gyakorlatban alkalmazott Hall-érzékelő vázlatát a fenti ábra (3.17. ábra - A Hall-effektus) mutatja. A Hall-feszültség (U H ) mind a mágneses indukciótól (B), mind az átfolyó áramerősségtől (I) függ. Adott Hall-generátor esetében az érzékenységet az eszközre jellemző k tényező határozza meg. A vektori szorzat miatt a maximális Hall-feszültség akkor érhető el, ha az indukció merőleges az érzékelő síkjára, valamint a gerjesztő áram vektorára.
A Hall-feszültség az eszköz fizikai működéséből következően a mágneses tér előjelét is megmutatja, egy jellegzetes karakterisztikát mutat a 3.18. ábra - A Hall-feszültség függése a mágneses indukciótól. A karakterisztika meredeksége az eszközön áthajtott áramtól függ, és a lineáris karakterisztika eléréséhez értelemszerűen az áramot állandó értéken kell tartani.
forrás: Tränkler: Sensoren
3.18. ábra - A Hall-feszültség függése a mágneses indukciótól
A Hall-effektust felhasználó négy kivezetéses eszközöket a szakirodalom Hall-szonda, Hall-elem, vagy Hallotron néven egyaránt nevezi.
Anyagok: az effektus fizikai sajátosságából adódóan az elemek alábbi fő- és mellékcsoportjának kombinációja: AIII- BV, AII- BVI, AIV- BVI. Például: gallium-arzenid (GaAs), indium-antimonid (InSb), kadmium-szulfid (CdS).
Magnetostrikciós effektus: bizonyos ferromágneses anyagok kristályai mágneses tér hatására anizotróp deformációt szenvednek, azaz mágneses tér hatására alakváltozás következik be (3.19. ábra - A magnetostrikció magyarázata). Ha ez a magnetizálás az ún. Curie-hőmérséklet alatt történik, akkor a deformáció hosszváltozás formájában jelentkezik (James Joule 1842).
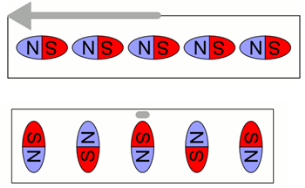
forrás: Wikipédia
3.19. ábra - A magnetostrikció magyarázata
Anyagok: nikkel (Ni), permalloy (FeNi77+ adalékok), vacoflux 50 (FeCo49 + adalékok), terfenol-D (Tb(x)Dy(1-x)Fe(y)), valamint a lantanidák (Sm: szamárium, Tb: terbium, Dy: diszprózium) ötvözetei FeSm38, FeTb46.
Magnetoellenállás, magnetorezisztor: Ellenállás jellegű eszköz, szintén a Hall-effektust használja fel azáltal, hogy a Lorentz-erő által eltérített töltéshordozók az anyagban hosszabb utat kényszerülnek befutni, amit kívülről az ellenállás megváltozásaként érzékelünk. Mennél nagyobb a mágneses indukció, annál nagyobb az eszköz ellenállása. A magnetorezisztorok nem képesek a mágneses indukció előjelét detektálni, szemben a klasszikus 4 kivezetővel ellátott Hall-generátorokkal, mint ahogyan az a következő ábrán (3.20. ábra - A magnetorezisztor karakterisztikája) látható.
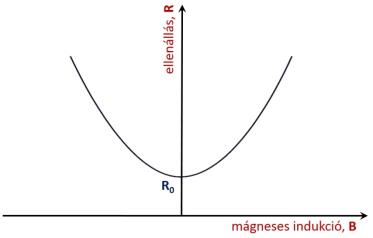
forrás: Tränkler: Sensoren
3.20. ábra - A magnetorezisztor karakterisztikája
A magnetorezisztorok ellenállása azonban nemcsak a mágneses tértől, hanem a hőmérséklettől is függ, méghozzá jelentősen. A szenzor hőmérsékletfüggését a mágneses indukció függvényében mutatja a 3.21. ábra - A magnetorezisztor ellenállása a mágneses indukció (T) függvényében különböző hőmérsékleteknél.
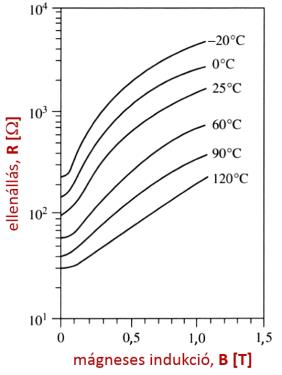
forrás: Tränkler: Sensoren
3.21. ábra - A magnetorezisztor ellenállása a mágneses indukció (T) függvényében különböző hőmérsékleteknél
Anyagok: egyrészt értelem szerűen a Hall-effektusnál látott anyagok, másrészt a nikkel (Ni), vas (Fe), kobalt (Co) két és háromalkotós ötvözetei.
3.4. Optikai-elektromos átalakítások
Belső fotoelektromos effektus: a félvezető pn átmenetére érkező elektromágneses sugárzás hatására a beérkező fotonok töltéshordozókat generálnak, és ezek a pn átmenet potenciálgátjának két oldalán helyezkednek el (3.22. ábra - A belső fotoelektromos effektus).
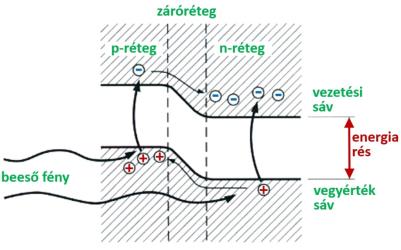
forrás: Wikipédia
3.22. ábra - A belső fotoelektromos effektus
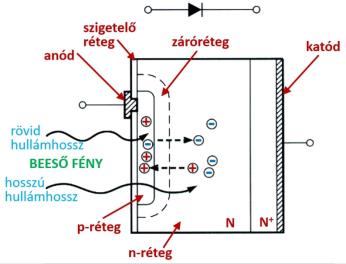
forrás: Wikipédia
3.23. ábra - Fotodióda vázlatos keresztmetszete
A fotodiódák vázlatos keresztmetszetét a 3.23. ábra - Fotodióda vázlatos keresztmetszete mutatja. A fotodiódákat fényelemként is (ezt fotofeszültségű, vagy fotovoltaikus üzemmódnak nevezik), és — zárófeszültséget adva a diódára — zárófeszültségű üzemmódban is lehet működtetni.
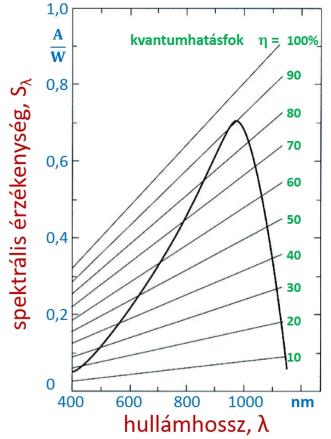
forrás: Tränkler: Sensoren
3.24. ábra - A szilícium fotodiódák spektrális érzékenysége
A félvezető fotodiódák sugárzási érzékenysége a fotodióda anyagától függ (anyagjellemző), tehát kötött, különböző adalékolási módszerekkel is csak nagyon kis mértékben változtatható. Szilícium esetében (3.24. ábra - A szilícium fotodiódák spektrális érzékenysége) a sugárzási érzékenység maximuma nagyjából a 950 nm-es hullámhossznál (a közeli infra tartományban) van, értéke kb. 0,7 A/W.
Anyagok: egykristályos félvezetők, például szilícium (Si), germánium (Ge), gallium-arzenid (GaAs).
Fordított fotoelektromos effektus: félvezető dióda nyitóirányú áramával az elektronokat magasabb energiaszintre lehet kényszeríteni, majd az elektronok alacsonyabb energiaszintre ugorva adott frekvenciájú elektromágneses sugárzást bocsátanak ki. Ezeket fényemittáló diódáknak LED-eknek (Light Emitting Diode) nevezzük. A fizikai működésből következően a LED-ek által kibocsájtott fény hullámhossza a félvezető anyagától függ.
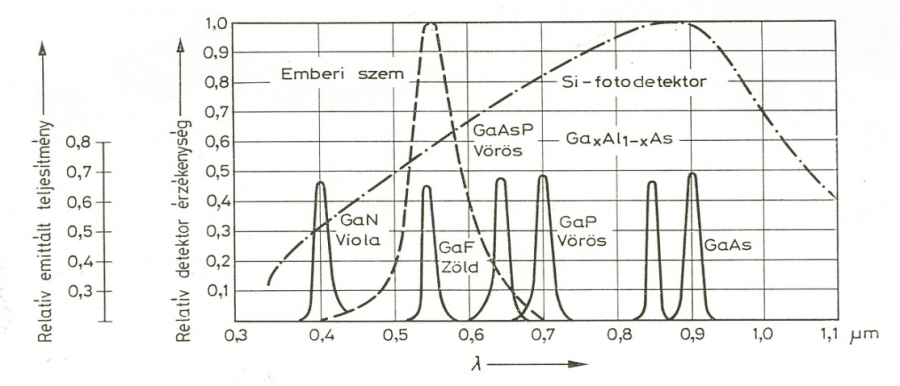
forrás: Texas: Optoelektronikai kézikönyv
3.25. ábra - A LED-ek sugárzási karakterisztikája, valamint az emberi szem, és a szilícium fotodióda spektrális érzékenysége
A 3.25. ábra - A LED-ek sugárzási karakterisztikája, valamint az emberi szem, és a szilícium fotodióda spektrális érzékenysége a különböző hullámhosszúságú (különböző színű) LED-ek sugárzásának spektrális eloszlását, és az emberi szemnek, valamint a szilícium fotodiódának a relatív (%-osan megadott) érzékenységét láthatjuk.
Ebbe a csoportba tartoznak a lézerdiódák is. Ezek kis áramoknál LED-ként működnek, majd egy bizonyos áramérték felett létrejön a lézer effektus, amely felett már lézerként működnek.
Anyagok: gallium-arzenid-foszfid (GaAs(x)P(1-x)), Al(y)Ga(1-y), As(x)P(1-x).
Elektro-optikai effektus (Pockels- / Kerr-effektus, 1974): elektrosztatikus tér hatására az anyag változtatja az optikai törésmutatóját. A Pockels-effektus esetében az optikailag kettőstörő anyag kettőstörő tulajdonsága változik elektromos tér hatására, és ez a változás egyenesen arányos a villamos erőtérrel. A Kerr-effektus csak abban különbözik ettől, hogy a kettőstörés exponenciálisan nő az elektromos tér függvényében. A szokásos elrendezést a 3.26. ábra - A Pockels effektus magyarázatához mutatja.
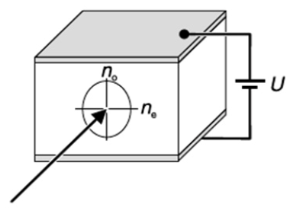
forrás: www.uni-obuda.hu
3.26. ábra - A Pockels effektus magyarázatához
Anyagok: litium-niobát (LiNbO3), gallium-arzenid (GaAs), indium-foszfid (InP).
Elaszto-optikai (feszültségoptikai) effektus: mechanikai deformáció (mechanikai feszültség) hatására az anyag változtatja az optikai törésmutatóját (3.27. ábra - Az elaszto-optikai effektus bemutatása). Polarizált fény segítségével lehet a jelenséget jól megfigyelni átlátszó anyagoknál. (David Brewster)
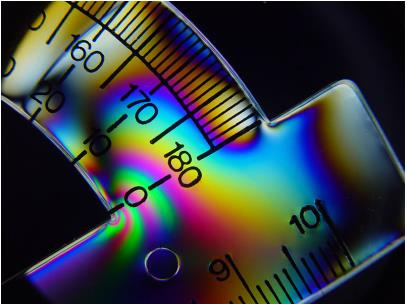
forrás: Wikipédia
3.27. ábra - Az elaszto-optikai effektus bemutatása
Anyagok: litium-niobát (LiNbO3), gallium-arzenid (GaAs), indium-foszfid (InP), és számos műanyag.
Fotorefraktív effektus: Fény hatására bizonyos anyagok változtatják a törésmutatójukat. Nemlineáris effektus.
Anyagok: bárium-titanát (BaTiO3 ), lítium-niobát (LiNbO3), folyadékkristályok, szerves anyagok, fotopolimerek, üvegek.
Magneto-optikai effektus: az anyag a mágneses tér hatására változtatja a törésmutatóját.
Anyagok: litium-niobát (LiNbO3), gallium-arzenid (GaAs), indium-foszfid (InP), platina-mangán-antimon ötvözet (PtMnSb).
4. fejezet - Jellegzetes mikromechanikai technológiák
A mikromechanikai technológiák a mikroelektronikai technológiák bázisán alakultak ki. Ebből következik, hogy a technológiák vagy megegyeznek egymással, vagy nagyon hasonlóak egymáshoz. A technológiák alapvetően három nagy csoportra oszthatók, de természetesen vannak egészen különleges technológiák is, amelyek nem illeszthetők be a három nagy csoport egyikébe sem. A három nagy csoport:
rétegnövesztési technológiák,
strukturálási technológiák, és
rétegleválasztó technológiák.
A rétegek növesztése és leválasztása csak látszólagos ellentmondás, mert közben van a strukturálás, és általában nem pont ott választunk le, ahol az előbb növesztettünk.
4.1. Rétegnövelő eljárások
A rétegnövelő (rétegképző, rétegleválasztó) technológiákat két nagy csoportra lehet osztani: a fizikai és a kémiai eljárásokra. A fizikai eljárásoknál (PVD — Physical Vapour Deposition, azaz fizikai rétegnövesztés) a hordozó és a felvitt anyag között nincs kémiai reakció, csak fizikai kapcsolat van. (Leválasztásnak is nevezik.) A leválasztás során a rétegképző molekulák ill. atomok lerakódnak a hordozó felületére. A kialakult réteget csak a kohéziós erők kötik a hordozóhoz. A diffúziós folyamatokat és az ion implantációt is ide soroljuk, bár ez bizonyos szempontokból vitatható.
A kémiai eljárásoknál (CVD — Chemical Vapour Deposition, azaz kémiai rétegnövesztés) a rétegnövesztés kémiai reakcióval jár, a réteg kémiai kötéssel kapcsolódik a hordozóhoz. A technológiák jellemzője a leválasztási ráta, vagy leválasztási sebesség (A R ), amely megadja, hogy egy időegység alatt milyen vastag réteg állítható elő:
|
|

ahol l a rétegvastagság, t az idő.
Fizikai eljárások
A fizikai eljárások közül a két legfontosabb a vákuumgőzölés és a katódporlasztás, de ide sorolható a diffúzió és az ionimplantáció is. Utóbbi kettőre ugyanis nem jellemző a kémiai kötés, ami a CVD eljárások közös jellemzője.
A vákuumgőzölés
A vákuumgőzölés vagy réteggőzölés egy olyan rétegkészítési eljárás, ahol ritkított térben a réteg alapanyagot Joule-hő elektronnyaláb vagy lézersugárzás segítségével gőzfázisba hozzák, és mivel a hordozó felülete hidegebb, a gőz kondenzálódik a hordozó felületén, és így jön létre a kívánt réteg. A jó minőségű vékonyréteg kialakításához az szükséges, hogy a gőzfázisba hozott anyag részecskéi lehetőleg ütközés nélkül érjék el a hordozó felületét. Ebből következik, hogy a gőzölendő térben olyan vákuumot kell létrehozni, ahol a szabad úthossz nagyobb lesz a forrás-hordozó távolságnál. Az eljáráshoz szükséges vákuum p ~ 10-3 – 10-5 Pa, az atmoszféra összetétele vagy tiszta vákuum vagy nemesgáz, amellyel a rétegképző anyag részecskéinek szabad úthossza szabályozható.
A vákumgőzölés igen nagy leválasztási rátával bíró folyamat: A R ≈ 5mm/min. A hordozó relatíve alacsony termikus terhelésnek van kitéve (hideg). Maguk a rétegalapanyagok általában fémek, és drót, fólia, ill. granulátum formájában léteznek. Relatív olcsó, egyszerű eljárás. A folyamat előkészítésének ideje a vákuumra szívás miatt hosszú, de a réteg növekedése relatíve gyors. A technológia hátrányos tulajdonsága, hogy a rétegek mechanikai tulajdonságai általában rosszak. Egy jellegzetes vákuumgőzölő berendezés vázlatát sematikusan a 4.1. ábra - Vákuumgőzölő berendezés sematikus felépítése mutatja.
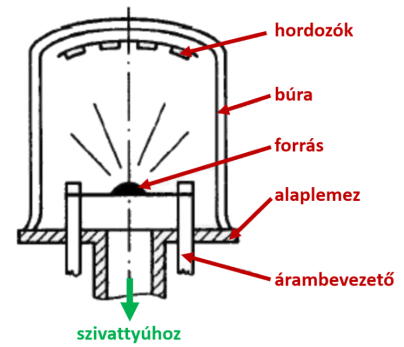
forrás: Mojzes, 1995
A gőzfázis létrehozásához a következő módszereket használják:
ellenállásfűtés,
induktív fűtés (ezek csak igénytelenebb berendezésekben),
elektronsugár: tiszta, jó minőségű rétegek hozhatók létre,
ionsugár,
lézersugár.
Ezek közül a könnyebb szabályozás miatt az ellenállásfűtés az egyik legelterjedtebb technológia. A 4.2. ábra - Az ellenállásfűtés módszerei mutat néhány szokásos megoldást az ellenállásfűtésekre. A közvetlen fűtés (A és B) mellett gyakran alkalmaznak molibdénből (Mo), wolframból (W) vagy tantálból (Ta) készült tégelyeket, amelyeket szintén ellenállásfűtéssel, árammal hevítenek.
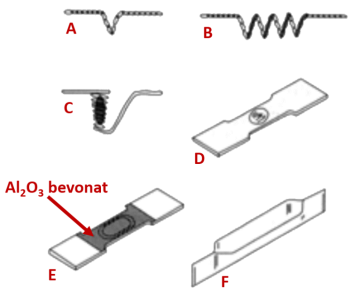
forrás: Völklein: Praxiswissen
A másik gyakran használatos technológia az elektronsugaras fűtés, vázlatát a 4.3. ábra - Az elektronsugaras fűtés vázlata mutatja. Az eketronsugaras fűtéssel megvalósított vákuumpárologtatással igen nagy tisztaság érhető el, ez a technológia egyik előnyös tulajdonsága. A fűtés az (1) elektronsugárral történik, amelyet mágneses térrel térítenek el, hogy a sugárnyaláb a kívánt helyre essen. A gőzölni kívánt anyag a (2) kúpnak megfelelően terjed. A hűtővizet a (3) hozzávezetések mutatják. A vákuumkamrán egy ablakot (4) szoktak kialakítani, hogy a folyamat szemmel is megfigyelhető legyen. A feszültség és árambevezetések (5) a készülék alján helyezkednek el. Az elektronsugarak eltérítése a (6) mágneses térrel történik, de az ábrán csak a mágneses erővonalak vannak ábrázolva, az eltérítő mágnesek az ábrán nincsenek feltüntetve.
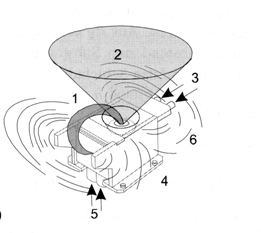
forrás: Völklein: Praxiswissen
A mikrotechnikában számos olyan technológiai eljárást alkalmaznak, amelyeknél a folyamat működéséhez plazma szükséges. Emiatt célszerű röviden összefoglalni a plazmákkal kapcsolatos legfontosabb tudnivalókat.
Plazma elmélet
A világegyetem anyagának nagy része plazma állapotban van, ezért a plazma állapotot a negyedik halmazállapotnak is szokták nevezni. A fizikában plazmának valamilyen gáz ionizált állapotát nevezzük, emiatt a plazma elektromosan vezető tulajdonságokkal rendelkezik. Az ionizálás több módon is létrehozható. A plazma a természetben is előfordul, ezek közül legismertebb a villámlás jelensége. De plazmával a mindennapi életben is gyakran találkozunk, például a világítástechnikában a fénycsöveknél, neoncsöveknél, a parázsfény lámpáknál (fázisceruza), a plazmakijelzőknél (plazma TV). Az iparban a villamos ívhegesztésnél, vagy vágásnál szintén létrejön a plazma állapot, vagy a mikrotechnológiáknál a katódporlasztás egyes módozatainál, az alacsony nyomású CVD eljárásoknál, és a plazmamarásoknál. Külön említhetők a fizikai kutatások, ahol például a részecskegyorsítóknál a felgyorsítandó ionokat legtöbbször plazmából nyerik. A plazmát ezen kívül vákuummérőkben, vákuumszivattyúkban is alkalmazzák.
A plazma állapot
Alacsony nyomású gázon áramot átfolyatva kialakul egy réteg, tartomány, ahol a gáz ionizált állapotba kerül. Ez a tartomány a plazma, amit a negyedik halmazállapotként is emlegetnek. A plazma szót ionizált gázokra először Langmuir alkalmazta (1929). A plazma elektronok és ionok (elektronjaiktól részben vagy egészében megfosztott, ionizált atomok) halmaza, melynek fenntartásához energia szükséges. A plazma állapot nagy energia tartalmú, és több részből épül fel. Alap- és gerjesztett állapotú semleges részecskékből, elektronokból és ionokból épül fel.
A plazma hőmérséklete és a részecskék sebessége között az alábbi összefüggés van:
|
|

ahol,
|
m |
– a részecske tömege | |
|
v |
– a részecske sebessége | |
|
k |
– Boltzmann állandó (1,380×10-23 J/°K) | |
|
T |
– abszolút hőmérséklet (°K) |
Az összefüggést a 4.4. ábra - A plazma hőmérséklete és a részecskék sebessége közötti összefüggés mutatja.
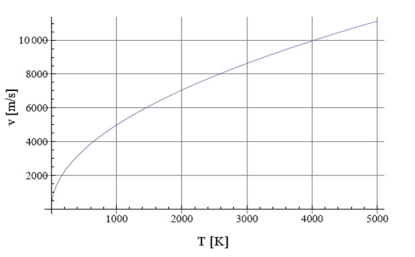
forrás: Nagy Tamás DT
Sokféle plazma van, amelyeket többféle szempont szerint lehet osztályozni. Ezek közül a leggyakoribb osztályozások a következők:
hőmérséklet szerint:
alacsony hőmérsékletű
magas hőmérsékletű
nyomás szerint:
alacsony
légköri
gerjesztés szerint:
alacsony frekvenciás : 40-50 kHz
rádiófrekvenciás: 13,56 MHz
mikrohullámú: 2,54 GHz
gáz típusa szerint:
O, H, N, Ar, stb.
Az ismertebb plazmák hőmérsékletét az elektronsűrűség függvényében a 4.5. ábra - A különféle plazmák hőmérséklete az elektronsűrűség függvényében mutatja.
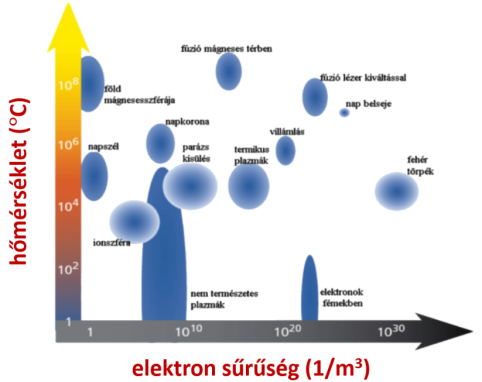
forrás: Nagy Tamás DT
A plazmában ütközési folyamatok játszódnak le, amelyekből a mikrotechnológiák szempontjából csak kettőt emelünk ki: az egyik a lavina effektus, amelynek jellemzője, hogy egy ionizáló ütközés után egynél több elektron áll rendelkezésre a következő ionizálásra.
Ennek vázlatát mutatja a 4.6. ábra - A lavina effektus magyarázata.
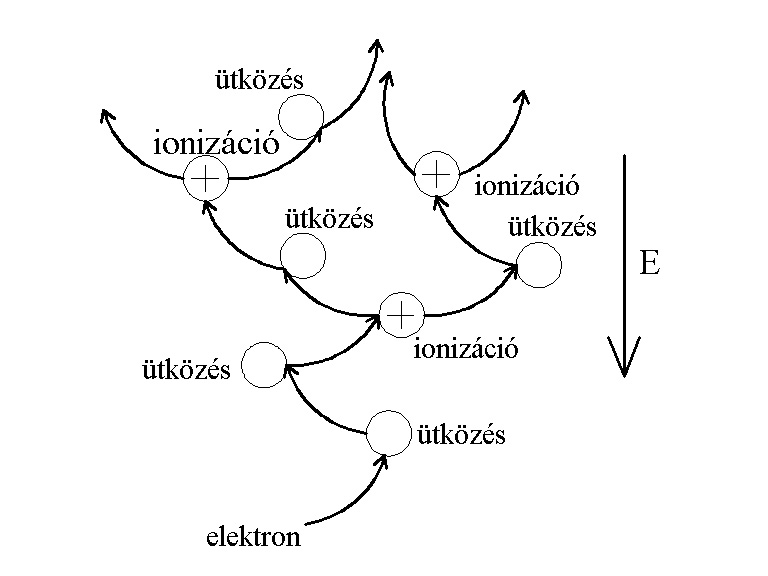
forrás: Nagy Tamás DT
A mikrotechnológiák szempontjából fontos másik folyamat a pozitív ionok bombázása a katódra, és onnan az elektronok kiütése (4.7. ábra - Elektronok kiütése ionok segítségével).
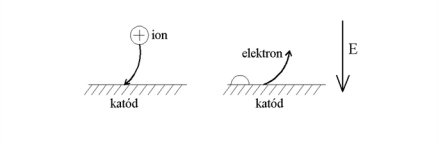
A plazmát a különféle technológiáknál többféle módon lehet hasznosítani. A lehetőségeket a következő ábrák mutatják. A (4.8. ábra - Felület tisztítása plazma segítségével) ábrán a cél a felület tisztítása plazma segítségével.
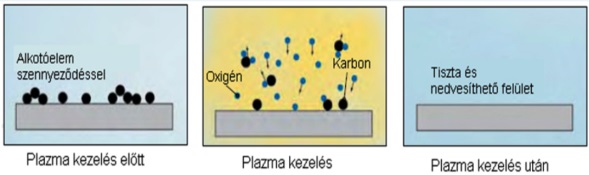
forrás: Nagy Tamás DT
A plazmával a felületet aktiválni is lehet, ezt illusztrálja a 4.9. ábra - Felület aktiválása plazma segítségével.
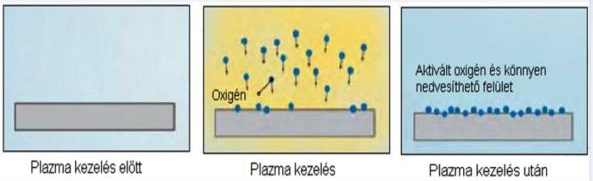
forrás: Nagy Tamás DT
A rétegleválasztási folyamatok közül ide tartozik a plazma segítségével elősegített marási technológia (Plasma Etching, PE).
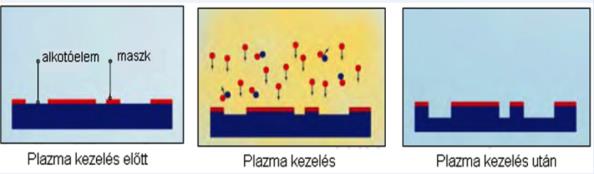
forrás: Nagy Tamás DT
A plazmát rétegnövesztésre is lehet használni, az eljárás neve rövidítve PECVD (Plasma Enhanced Chemical Vapour Deposition), 4.11. ábra - Rétegfelvitel plazma segítségével.
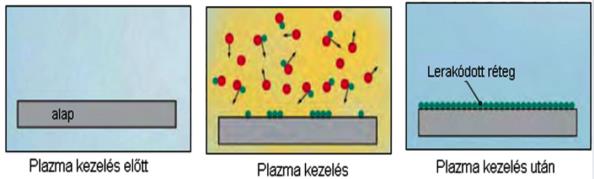
forrás: Nagy Tamás DT
A katódporlasztás
A fizikai rétegnövesztés másik fontos eljárása a katódporlasztás (sputtering). A technológia a következő: alacsony nyomású térben ionokkal történő bombázás hatására, (pl. nemesgáz plazma) egy szilárd test ún. target felszínéről részecskék emittálódnak, és ezek lecsapódnak a hordozó felületén. A plazmát DC+ HF (egyenfeszültség és nagyfrekvenciás váltakozó feszültség) gerjesztéssel gyújtják pl. Ar atmoszférában. Létezik reaktív katódporlasztás is, például Ar+ O2 atmoszféra és Zn target alkalmazásával ZnO réteget lehet előállítani.
A folyamatra relatív magas leválasztási ráta jellemző. Egy katódporlasztó berendezés vázlatát a 4.12. ábra - Katódporlasztó berendezés elvi vázlata mutatja. Az (1) házban helyezkedik el a (2) katód, amelyre a (3) „target” van erősítve. Ez abból az anyagból van, amelyet a hordozóra kívánnak felvinni. A katódot hűteni kell, a (4) hűtővíz hozzávezetésen keresztül. A (8) DC tápegység szolgáltatja a gerjesztő feszültséget, a katódot az (5) szigetelő és a (6) tömítés segítségével erősítik a házhoz. A folyamathoz esetleg szükséges gáz a (7) hozzávezetésen érkezik. A réteggel bevonandó (11) szubsztrát szeletek a (10) szubsztrát tartón helyezkednek el.
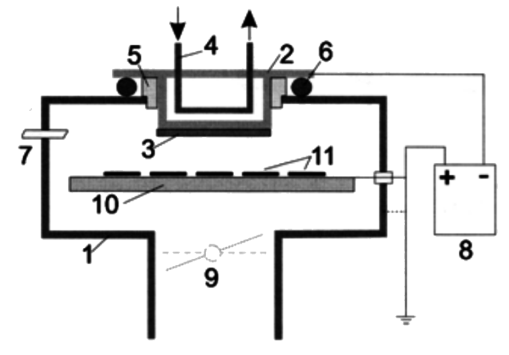
forrás: Völklein: Praxiswissen
Egy valóságos katódporlasztó berendezés képét mutatja a 4.13. ábra - Katódporlasztó berendezés képe. A képen a kékes szín mutatja a plazmát.

forrás: Wikipédia
Félvezető anyagok dotálása
A mikromechanikában sok esetben van szükség pn átmenetek előállítására. Az esetek túlnyomó részében azonban a pn átmenet létrehozása nem az egyenirányító hatást szolgálja, hanem más célokat, például a piezorezisztorok hordozótól való elszigetelését, vagy a marási folyamat leállítását.
A pn átmenetek létrehozására alapvetően két technológiát használnak: az egyik a diffúzió, a másik az ionimplantáció.
A diffúzió
A diffúzió a félvezetőipar egyik bázistechnológiája. A diffúzió során a kívánt adalék anyagok az ismert Fick-törvények alapján működő fizikai folyamatként kerülnek a hordozó felszíni rétegeibe. A hordozókat gázzal áramoltatják körül, szabályozott nyomás, ill. hőmérséklet körülmények között (a hőmérséklet tartomány Si hordozók esetében 800-1200 °C között van). A gázok hordozógázok, mint Ar, N2, és az adalék gáznemű vegyületeinek pl. PH3, B2H6 keveréke. A felhasznált reaktorok leginkább a Si termikus oxidációjához használt eszközökhöz hasonlítanak.
Az előállítandó struktúrától függően sok esetben már a félvezető hordozó gyártásakor is alkalmaznak bizonyos dotálást. A molekuláris diffúzió alapja a sűrűségkülönbség, amely a Brown-féle mozgás során kiegyenlítődni igyekszik. A folyamatot vázlatosan a 4.14. ábra - Katódporlasztó berendezés képe szemlélteti.
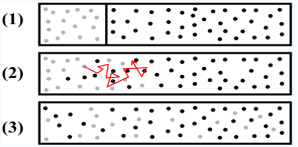
forrás: Wikipédia
A diffúzió segítségével a szilárd testekben jellegzetes sűrűség-profilt lehet előállítani, mint amilyet a 4.15. ábra - Az adalékanyag eloszlása diffúzió esetén különböző időpillanatokban mutat. Ennek az a lényege, hogy az idegen anyag koncentrációja a felületen a legnagyobb, aztán a mélységi irányban meredeken csökken. Ha növekszik az idő, a diffúziós mélység is növekszik.
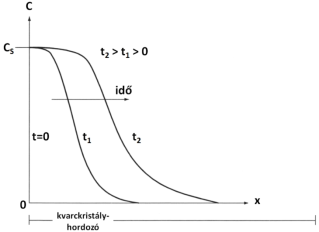
forrás: Gardner: Microsensors
A diffúziós folyamat is strukturálható maszkolás segítségével. Tekintettel arra, hogy a SiO2 diffúziós állandója sokkal kisebb, mint a tiszta Si diffúziós állandója, sokszor a SiO2 maszk is elegendő lehet. ( 900 °C környékén a SiO2 diffúziós állandója 3·10-19 cm2/s bór (B) esetén és 10-18 cm2/s foszfor (P) esetén, míg a tiszta Si esetén ezek az állandók 10-14 cm2/s nagyságrendben vannak.)
Ion implantáció
Ennél a technológiánál a kívánt adalék atomokat felgyorsított ionként bombázzák be a hordozó felszín közeli rétegeibe. Az ion implantáció a diffúzióval szemben sok előnyös tulajdonsággal rendelkezik. Ezek közül néhány:
Az ion-implanterekben működő tömegszeparátorok miatt igen nagy az adalékok spektroszkópiai tisztasága.
A gyorsítás mértékével szabályozható a behatolás mértéke. Ferde szögű belövés esetén felléphet a "channeling„-nek nevezett jelenség, amelynek segítségével különleges tulajdonsággal rendelkező dotálási profilt lehet elérni. Ilyen az ú. n. retrográd profil, amelynél a belőtt ionok koncentrációja nem a felületen, hanem bizonyos mélységben a legnagyobb.
Az ionok áramának mérésével (mikroamperek) a dózist lehet szabályozni. Extrém nagy dózisok is létrehozhatók.
Az implantáció anizotróp folyamat, az atomok behatolási mélysége függ a hordozó kristálytani irányaitól. Kis dózisú esetekben fotoreziszt anyagok is megfelelnek maszkanyagként. Problémát jelenthet a hordozó elkerülhetetlen sugárkárosodása, ha ez bekövetkezik, visszakristályosítást kell végezni a hordozón. A dózisok mértékét ion/m² egységben adják meg, pl. 1022 ion/m². Egy jellegzetes ionimplantációs berendezés vázlatos elrendezését mutatja a 4.16. ábra - Ionimplantációs berendezés elvi vázlata.
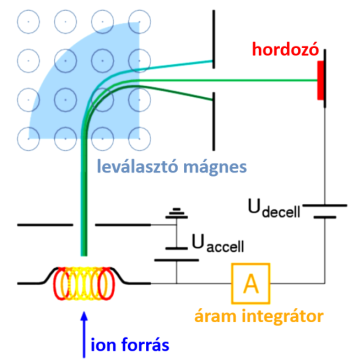
forrás: TU Ilmenau
A nagy tisztaságot az ábra síkjára merőleges mágneses tér szabályozásával lehet elérni, ez ugyanis 90°-kal eltéríti a belövendő ionokat, a más tömegszámú ionok ennél kisebb vagy nagyobb szögben térülnek el, és így nem kerülnek belövésre. A technológiai jellemzők a következők: az ionok energiája: 10-500 keV, az átlagos behatolási mélység 10 nm-1 μm között van. A folyamatot vákuumban kell elvégezni, hogy az ionok szabad úthossza minél nagyobb legyen. Mivel a vákuum előállítása hosszú időt vesz igénybe, a technológiai időt úgy lehet lerövidíteni, hogy külön szubsztrát tárolót alkalmaznak. Ebben több szubsztrátot helyeznek el, és a szubsztrátok cseréjét automata végzi, így a vákuumot nem kell a szubsztrát cserénél újra létrehozni. Egy ion implantációs berendezés képét a 4.17. ábra - Ionimplantációs berendezés képe mutatja.

forrás: LAAS, Toulouse F.
CVD eljárások
A kémiai rétegleválasztó eljárásoknál (Chemical Vapour Deposition) a folyamatot kémiai reakció jellemzi. Ebből következően a rétegek egymáshoz tapadása kiváló. A következő táblázatban a kémiai eljárásokat tekintjük át. Az eljárásokat az angol megnevezés kezdőbetűjével jelölik. Ezek szerint az APCVD (Atmospheric Pressure Chemical Vapour Deposition), az LPCVD (Low Pressure Chemical Vapour Deposition) alacsony nyomású, a HFCVD (High Frequency Chemical Vapour Deposition) nagyfrekvenciás árammal gerjesztett, a PECVD (Plasma Enhanced Chemical Vapour Deposition) plazmával segített kémiai rétegleválasztást jelent. A fontosabb technológiai jellemzőket és a felhasználási célt a 4.1. táblázat - A legfontosabb CVD eljárások áttekintése mutatja.
A CVD technológia előnyei:
a folyamat igen jól kontrollálható,
a réteget alkotó komponensek tisztasága,
a felhasználható anyagok sokfélesége.
|
megnevezés |
hőmérséklet |
nyomás |
aktiválási energia |
felhasználási cél |
|---|---|---|---|---|
|
APCVD |
1000-1300 °C |
1 bar |
termikus |
poli-Si vezetőpályák, Gate-oxid, epitaxia |
|
LPCVD |
500-1000 °C |
0,01-10 mbar |
termikus |
vezetőpályák, Gate- oxid, Si3N4 |
|
HFCVD |
150-750 °C |
0,01-200 mbar |
termikus |
szén nanocsövek, gyémánt, Si-bázisú bázisú rétegek, amorf/ polikristályos Si3N4 |
|
PECVD |
200-500 °C |
1 mbar |
plazma+termikus |
SiO2 rétegek, dielektrikum, Si3N4 , passziválás |
|
forrás: Gardner: Microsensors | ||||
Epitaxiális növesztés
Epitaktikus vagy epitaxiális rétegek: (görög: epi- valamire, taxis – rendezés, hozzárendelés).
Az epitaxiális rétegnövesztés a mikromechanika egyik legfontosabb technológiája. Lényege, hogy az egykristályos hordozóra úgy növesztünk további rétegeket, hogy az egykristályos szerkezet megmaradjon. Az epitaxiális rétegnövesztésnek több módozata van, az egyik legfontosabb a gázfázisból történő leválasztás (Vapour Phase Epitaxy, VPE). Az epitaxiális növesztésre szolgáló reaktoroknak több típusa ismeretes. A horizontális elrendezés vázlatát mutatja a 4.18. ábra - Vízszintes elrendezésű reaktor epitaxiális rétegek növesztésére. A szeletek ferde síkú elrendezése az egyenletesebb rétegképződést szolgálja.
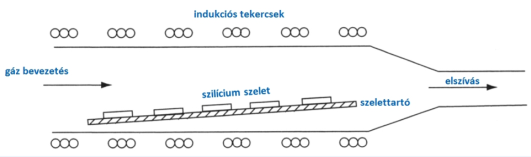
forrás: Gardner: Microsensors
A függőleges elrendezésű reaktor elvi vázlatát a 4.19. ábra - Függőleges elrendezésű reaktor epitaxiális rétegek növesztésére mutatja be.
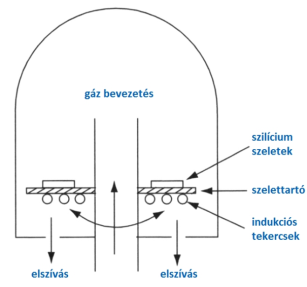
forrás: Gardner: Microsensors
A harmadik típusú reaktor típus az ú. n. Barrel-reaktor, amelynek sematikus elrendezését a 4.20. ábra - Barrel-reaktor epitaxiális rétegek növesztésére mutatja.
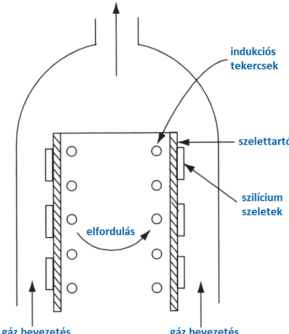
forrás: Gardner: Microsensors
A gyakrabban használt eljárás a gázfázisból végzett epitaxia. A reakció szilícium-tetraklorid (SiCl4) esetén, kb. 1200 °C hőmérsékleten:
|
SiCl4 + 2H2 → Si + 4HCl |
Az epitaxiális növesztésnek két alapvető fajtája van: amikor Si hordozóra Si réteget növesztünk (azonos anyagok), akkor homoepitaxiáról, ha más anyagot növesztünk a hordozóra, heteroepitaxiáról beszélünk. Utóbbi esetben fontos, hogy az anyagok rácsállandója közel legyenek egymáshoz, ellenkező esetben a két anyag között belső feszültségek lépnek fel, amely problémákat okozhat. A rácsállandók különbségéből adódó hiba, összeférhetetlenség, (misfit):
|
|
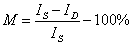
ahol I a rácstávolság, S- szubsztrát, D- depozit (réteg).
Ha M = 0, akkor homo-, egyébként heteroepitaxiáról beszélünk. Heteroepitaxia pl. GaAs hordozóra Si-réteg növesztése.A rácsállandók különbözőségéből adódó problémák: Ha két anyag rácsállandója jelentősen eltér egymástól, akkor a belső feszültségekből adódóan a következő problémák jelentkeznek:
rácshibák a hordozóban,
repedésképződés a rétegben,
a réteg lepattogzása,
a hordozó egyszerűen összetörik.
Az epitaxiális rétegek létrehozásakor sokszor a dotációt is meg kell változtatni, de itt a pn átmenet létrehozásával nem diódát kívánunk létrehozni, hanem azt használjuk ki, hogy a pn átmenet segítségével a marási folyamatot lehet leállítani. Az epitaxiális technológiáknál használatos gázokat a 4.2. táblázat - Az epitaxiális növesztésnél használt legfontosabb gázok mutatja. Fontos tudni, hogy a mikromechanikában alkalmazott gázok gyakran mérgezőek, ezért a technológiáknál fokozott körültekintéssel kell eljárni.
|
nyersanyag/gáz |
képlet |
rétegezési hőmérséklet T (°C) |
leválasztási ráta A R ( μ m/min) |
|---|---|---|---|
|
szilícium nyersanyag: | |||
|
szilícium-tetraklorid |
SiCl4 |
1150-1225 |
0,2-1,0 |
|
diklór-szilán |
SiH2Cl2 |
1025-1100 |
0,1-1,0 |
|
triklór-szilán |
SiHCI3 |
1100-1 175 |
0,2-2,0 |
|
szilán |
SiH4 |
950-1050 |
0,1-0,25 |
|
adalék gáz: |
adalék típusa | ||
|
arzén-hidrogén |
AsH3 |
n |
- |
|
foszfor-hidrogén |
PH3 |
n |
- |
|
diborán |
B2H6 |
p |
- |
|
forrás: Gardner: Microsensors | |||
Termikus oxidáció
Annak ellenére, hogy a tiszta szilícium szabad levegőn természetesen is oxidálódik, a mesterséges oxidálás igen fontos technológia, mert így az oxidréteg vastagságát a kívánságnak megfelelően lehet beállítani.
Két technológia van: nedves és száraz oxidálás.
A nedves oxidációnál az oxidáló anyag tiszta vízgőz:
|
Si + 2H2O → SiO2 + 2H2 |
A száraz oxidációnál a felhasznált anyag tiszta oxigén:
|
Si + O2 → SiO2 |
A hőmérséklet: 800-1200 °C.
Tekintettel arra, hogy kémiai folyamatról van szó, az oxidréteg nem egyszerűen csak rárakódik a szilícium felületére, hanem az oxidréteg 46%-a a Si hordozóban, 54%-a felette keletkezik.
A száraz oxidálással készített réteg tömörebb, jobb minőségű.

forrás: Toulouse, F
Polikristályos szilíciumrétegek előállítása
A polikristályos szilíciumot gyakran vezető, vagy ellenálláspályák kialakítására használják. A polikristályos szilíciumot legtöbbször szilán (SiH4) gáz segítségével állítják elő.
|
SiH4 → Si + 2H2 |
Technológia: LPCVD, hőmérséklet: 600-650 °C, nyomás: 25-150 Pa.
Ar = 10-20 nm/min. Létezik olyan technológia is ahol a szilánhoz 70-80% nitrogént kevernek. A leválasztott Si dotációval p vagy n típusúvá változtatható, pl. foszfin, arzin, diborán gázok adagolásával. Ezek a gázok erősen mérgezőek, ezért a technológiánál különös gonddal kell eljárni.
Szilícium-nitrid rétegek előállítása
A Si3N4 réteg igen jó szigetelő, vezetőképessége 1016 Ωcm, villamos szilárdsága 10 MV/cm, ezért mikrostruktúrákban gyakran alkalmazzák. Szilán és ammónia segítségével állítják elő:
|
3 SiH4 + 4NH3 → Si3N4 + 12H2 |
Technológia: LPCVD, max: 8% H2 tartalommal
Fémrétegek leválasztása hasonló technológiákkal történik.
CVD reaktorok típusai
A CVD eljárásokhoz különböző típusú reaktorokat fejlesztettek ki. Ezek közül a legjellemzőbb típusokat a 4.22. ábra - CVD reaktor típusok. (a) horizontális APCVD reaktor, (b) a szubsztrátok ferde elhelyezése az egyenletesebb rétegvastagságot szolgálja, (c) LPCVD reaktor, (d) PECVD reaktor foglalja össze. Az egyik legegyszerűbb típus a vízszintes elrendezésű reaktor, amelyben a szubsztrátok vízszintesen helyezkednek el. Annak érdekében, hogy a leválasztott rétegvastagság minél egyenletesebb legyen, gyakran egy bizonyos Φ szögben megdöntik a szubsztrát tartót. Az alacsony nyomású eljárásoknál valamekkora vákuumot kell létrehozni, a reaktor fedelei tömített, és a szubsztrátok gyakran függölegesen helyezkednek el. A plazmával segített CVD technológiánál a plazma létrehozásához nagyfrekvenciás áramot használnak, és a szubsztrátok itt is gyakran vízszintesen helyezkednek el.
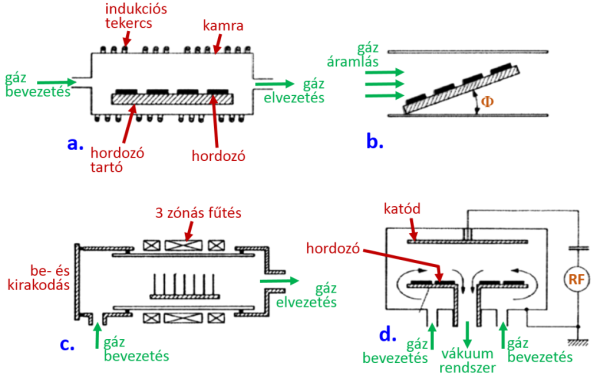
forrás: Büttgenbach: Mikromechanik 1991
A különböző rétegfelviteli technológiáknak különböző tulajdonságaik vannak. A vákuumgőzölésnél az anyag terjedése szinte teljesen egyenes vonalú, ebből a szempontból kicsit hasonló a fény terjedéséhez, az árnyékhatás érvényesül. A katódporlasztásnál az árnyékhatás már a villamos erőtér és a plazma hatása miatt nem olyan erős, a katódporlasztott réteg jobban szóródik. A CVD technológiáknál az árnyékhatás már teljesen hiányzik, a kémiai reakció miatt a réteg mindenütt, ahol lehetséges, létrejön. Ezeket a különbségeket mutatja a 4.23. ábra - A különböző (vákuumgőzölés, katódporlasztás és CVD) technológiák hatása az alámart struktúrára.
forrás: Völklein: Praxiswissen
4.2. Litográfiai eljárások
A litográfia eredeti jelentése lenyomat. Már az ókori görögök is alkalmazták. Ma a mikrotechnikában a litográfián azon technológiai eljárásokat értjük, amelyek segítségével maszkok, áramkörök és mikromechanikai struktúrák rajzolatait előállítják. A litográfiás eljárásnál a kívánt rajzolat valamilyen mester adatforrásból (például számítógépes programból vagy mester maszkról képátviteli eljárással kerül a hordozó felületére, leggyakrabban struktúrált fotoreziszt réteg formájában. A struktúrált fotoreziszt réteg előállítása után következhetnek a további (például kémiai, vákuumtechnikai, stb.) technológiai lépések, amelyek során a kívánt mikrotechnikai termék létrehozható. A litográfia a mikrotechnikában sokrétűen használt eljárás, jelentősége igen nagy, mert ez a technológia adja meg a strukturálhatóságot, tehát hogy ne kelljen minden darabbal külön foglalkozni, hanem egyszerre több száz, vagy inkább több ezer darab készüljön el. Ennek eredménye végső soron az eszközök gazdaságos gyárthatósága. A litográfia tulajdonképpen valamilyen struktúra rezisztanyagra történő, maszkon keresztüli átvitelét jelenti, kollimált elektromágneses hullámokkal, fókuszált elektronsugárral, ionsugárral, vagy lézersugárral. Három alapvető formáját használják ma a mikrotechnikában, amelyeket a felhasznált elektromágneses sugárzás hullámhossza szerint szokás megkülönböztetni. Eszerint van optikai, röntgen, és elektronsugaras litográfia. A három nagymértékben különbözik egymástól mind felhasználásukat, mind gyakorlati eredményeit tekintve. A mikrotechnikai tömeggyártásban a litográfiához alapvetően szükséges segédeszköz a maszk, ami az átviendő struktúrát tartalmazza. A maszkok előállítása első lépésben CAD-vezérlésű (Computer Aided Design) író- rajzoló gépekkel történik. Fókuszált elektronsugár-, ionsugár- ill. lézernyalábbal írják föl direkt módon a maszk hordozóján lévő rezisztanyagra a kívánt mintázatot. Az elektronsugaras technológiát vázlatosan a 4.24. ábra - Az elektronsugaras litográfia elvi vázlata mutatja be. Lényege, hogy egy jól fókuszált elektronsugarat hoznak létre, amelyet a régi katódsugárcsöves oszcilloszkópokhoz hasonlóan két irányban villamos erőtérrel eltérítenek. Az elektronsugár eltérítése helyett lehet a fotoreziszttel bevont maszktartót is mozgatni.
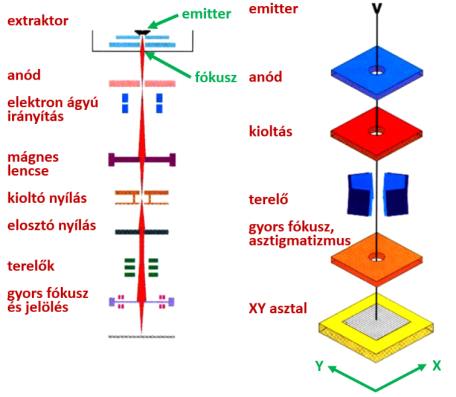
forrás: Brück / Rizvi / Schmidt, Angewandte Mikrotechnik
Az elektronsugaras írók másik csoportját képezik azok a berendezések, amelyeknél egy második blendével a nem kívánt sugarakat kitakarják (Variable Shaped Beam), 4.25. ábra - Elektronsugaras litográfiás berendezés formázott sugárzással.
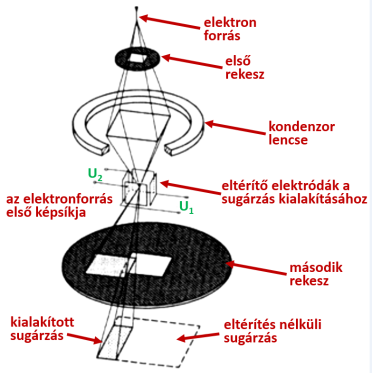
A különböző maszkkészítési eljárásokat a 4.3. táblázat - A különböző litográfiás eljárások foglalja össze.
|
sugárforrás technológia |
UV-fény (Hg lámpa vagy excimer lézer) |
röntgensugár (szinkrotron-sugárzás) |
elektronsugár |
|
1:1 árnyékképzés kontakt levilágítás proximity levilágítás |
foto- |
röntgensugaras litográfia | |
|
leképezés teljes szelet levilágítása step and repeat |
lito- | ||
|
direkt írás |
gráfia |
elektronsugaras litográfia | |
|
forrás: Völklein: Praxiswissen | |||
Az elektronsugaras maszkkészítés fontosabb lépéseit a (4.26. ábra - Az elektronsugaras litográfiás maszkkészítés főbb lépései) ábrasorozatban foglaljuk össze. A maszk hordozója rendszerint optikai minőségűre polírozott üveglemez, amelynek a sugárzást minél jobban át kell engednie, tehát anyaga legtöbbször kvarc. Erre igen vékony, néhány tized μm vastag króm réteget visznek fel, majd erre egy reflexió csökkentő réteg, és erre a fotoreziszt réteg kerül felhordásra. Ezután következik az elektronsugaras megvilágítás, amelyet CAD program alapján számítógép vezérel. A következő lépés a fotoreziszt előhívása, majd a marás, amelynek segítségével a kívánt helyekről a króm réteget eltávolítják. Utolsó lépésként a fel nem használt, maradék fotoreziszt is eltávolításra kerül.
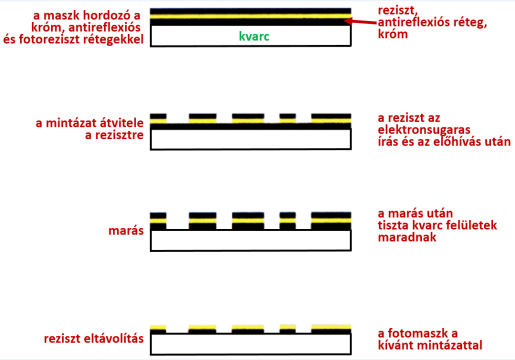
forrás: Brück / Rizvi / Schmidt, Angewandte Mikrotechnik
Az optikai litográfiánál kb. 0,5 μm vastag Cr-maszk már megfelelő, a röntgenlitográfia különleges Au (Pt, W) maszkokat igényel, min. 10 μm vastagsággal, de néha 100 μm Au vastagságra is szükség lehet. Ilyenkor ú. n. köztes maszk készítésére is szükség van.
A fotolitográfia
A legtöbb litográfiai technikának, beleértve a maszkkészítést is, alapja a fotoreziszt technika. A fotoreziszt tulajdonképpen egy fényre, azaz általánosabban fogalmazva elektromágneses sugárzásra érzékeny emulzió, amelyet a strukturálni kívánt felületre egyenletes rétegben kell felvinni. A felvitel rendszerint egy változtatható fordulatszámú centrifuga segítségével történik. A szubsztrátot a centrifuga forgó tányérjára rögzítik, majd a fotoreziszt szubsztrátra történő felvitele után a centrifugát meghatározott fordulatszámmal járatják. Az eljárás vázlatát a 4.27. ábra - Fotoreziszt réteg előállítására szolgáló berendezés vázlata és a fotoreziszt (Hoechst/Clariant AZ 4000) vastagsága a fordulatszám függvényében mutatja. A mellékelt diagramból látható, hogy egy meghatározott fotorezisztanyag vastagsága hogyan függ a fordulatszámtól. Bizonyos technológiáknál — ilyen például a klasszikus CD és DVD technika — fontos jelentősége van a fotoreziszt vastagságának. Megjegyezzük, hogy ez a technológia erősen pazarló jellegű, mert a centrifugálás során a fotoreziszt döntő hányada veszendőbe megy, az anyagnak csak néhány százaléka hasznosul.
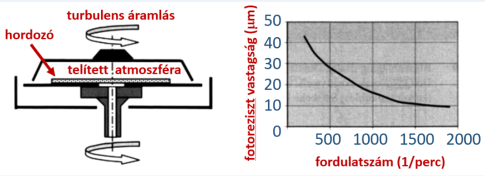
forrás: Völklein: Praxiswissen
A fotoreziszt anyagoknak alapvetően két fajtája van: a pozitív és a negatív fotoreziszt. Működésüket tekintve éppen ellentétes jellegűek: a pozitív fotoreziszt az elektromágneses sugárzás hatására oldhatóvá válik, ami azt jelenti, hogy a megvilágítás után az „előhívási” folyamat során a megvilágított helyekről a reziszt eltávolítható. A negatív fotoreziszt esetében a megvilágított helyeken a reziszt ellenállóvá válik, és onnan távolítható el, ahol a rezisztet nem érte sugárzás. A pozitív és negatív fotoreziszt technológia vázlatát mutatja be a 4.28. ábra - Fotolitográfia pozitív és a negatív fotoreziszttel.
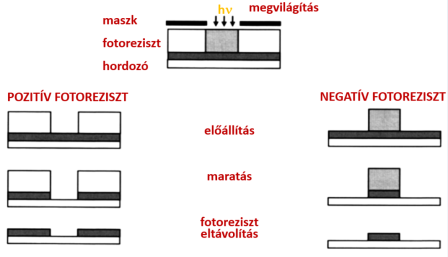
forrás: Völklein: Praxiswissen
A pozitív fotoreziszteknél az elektromágneses sugárzás hatására a reziszt anyagának hosszú molekulaláncai felszakadnak, és ennek következtében válik oldhatóvá. (4.29. ábra - A pozitív fotoreziszt működési mechanizmusa)
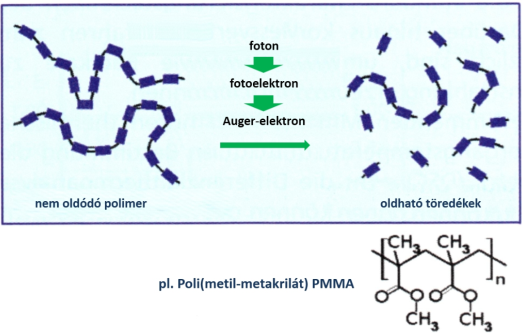
forrás: Brück, Rizvi, Schmidt: Angewandte Mikrotechnik
A negatív fotoreziszteknél a sugárzás hatására az előzőekkel éppen ellentétesen polimerizáció jön létre, keresztkötések keletkeznek, miáltal a reziszt oldhatatlanná válik (4.30. ábra - A negatív fotoreziszt működési mechanizmusa).
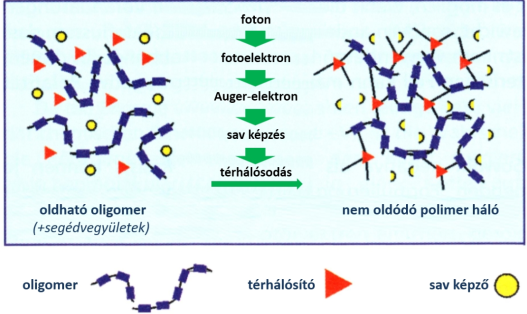
forrás: Brück, Rizvi, Schmidt: Angewandte Mikrotechnik
A leggyakrabban használt technológia az optikai litográfia. Ennél a technológiánál a felhasznált sugárzás a látható tartományba esik, annak is inkább az ultraibolya sávjába. A rövidebb hullámhosszú elektromágneses sugárzás alkalmazásának két oka van: az egyik, hogy a fotonok kvantumenergiája a hullámhossz rövidülésével, azaz a frekvencia növekedésével egyenes arányban növekszik ( E=hν ), amely a fotorezisztben lejátszódó folyamatok szempontjából kedvezőbb. Másrészről a rövidebb hullámhosszú sugárzásoknál a strukturális felbontás is jobb. Az optikai litográfiánál a sugárzás forrásaként a leggyakrabban használt nagynyomású higanygőz lámpák sugárzási spektrumát a 4.31. ábra - Az optikai litográfiánál használt nagynyomású higanygőz lámpák sugárzásának spektrális eloszlása mutatja. Az ábrán a higanygőz lámpa g (36 nm), h (405 nm), és i (365 nm hullámhosszak) vonalait valamint a sugárforrásként használt excimer lézerek hullámhosszait F2 (157 nm), ArF (193 nm), KrF (248 nm), XeCl (308 nm) is feltüntettük.
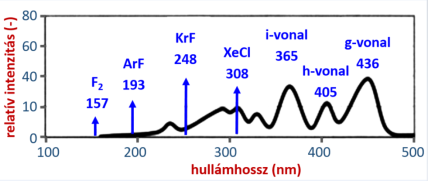
forrás: Völklein: Praxiswissen
Egy nagynyomású higanygőz lámpával felépített levilágító berendezés vázlatos elrendezését a 4.32. ábra - Nagynyomású higanygőz lámpával megvalósított megvilágító berendezés vázlata mutatja. A berendezéssel kontakt és proximity (lásd később) levilágítás egyaránt végezhető. A képen (1) a házat, (2) a nagynyomású higanygőz lámpát, (3) az elliptikus fényvisszaverő tükröt, (4) a „hideg” tükröt (a hősugarakat nem veri vissza), (5) a fényrekeszt, (6) a sugárzás széleit levágó blendét, (7) a kondenzor lencsét, (8) és (9) a kondenzor hátsó tagjait, (10) az UV szenzort, (11) a felületi tükröt, (12) a lencsét, (13) a maszkot, (14) a szeletet, illetve a szubsztrátot mutatja.
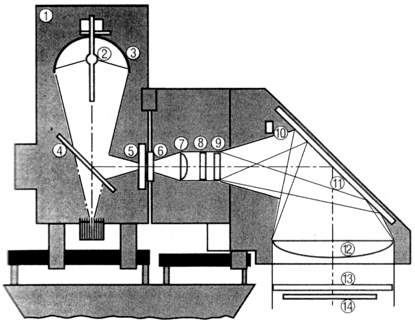
forrás: Völklein: Praxiswissen
A maszkok és a szubsztrát elhelyezkedését illetően három technológia alakult ki. Ezek a következők:
a kontakt levilágítás, amelynél a maszk és az alatta elhelyezkedő fotoreziszttel bevont szubsztrát egymással érintkezésben van. A maszknak éppen a struktúrát tartalmazó része érintkezik a fotoreziszttel, ami a maszk esetleges sérülése szempontjából előnytelen. A maszk előállítása költséges, sok projekciót el kell viselnie, és ha esetleg sérül, sok lesz a selejt, mert nem lehet minden egyes levilágítás után ellenőrizni a maszkot.
A „proximity” levilágítás, amely kiküszöböli az előbb leírt problémát, mert ennél a technológiánál a maszk nem érintkezik a fotoreziszttel, következésképpen a maszk sérülésének veszélye sokkal kisebb. Másfelől azonban minél nagyobb a maszk és a fotoreziszt távolsága, annál rosszabb lesz a felbontás, amelynek legfontosabb oka a maszk szélein fellépő fényelhajlás. Ezért a maszk és a fotoreziszt távolságát minél kisebbre kell választani, ez a gyakorlatban 20-50 μm között van.
A harmadik technológia a vetítéses (projekciós, leképezéses) módszer, amelynél a maszkon elhelyezkedő struktúrát optikai rendszer segítségével képezzük le a fotorezisztre. Ennek a módszernek az optikai rendszer torzításai mellett az a legnagyobb hátránya, hogy az optikai rendszer drága, elsősorban azért, mert az UV tartományban kell működnie, a legtöbb optikai üvegnek viszont az UV tartományban erős csillapítása van. Ha viszonylag kis méretű struktúrákat kell többszörözni, gyakran használják a „step and repeat” eljárást, amelynél a levilágítás után a szubsztrátot tovább léptetik, majd a struktúrát újra vetítik.
A fenti három technológiát vázlatosan a 4.33. ábra - A maszk és a szubsztrát elhelyezésének három változata mutatja be. A különböző technológiák minőségét a felbontással, a minimálisan elkészíthető csík vastagságával szokás jellemezni. Ezért fontos az optikai litográfia határaival foglalkozni. Az eljárások határait egyrészt a fény hullámtermészetében, másrészt a reziszt-előhívó rendszerben kell keresni. A legkisebb csíkszélességet, ezzel a legjobb minőséget a kontakt módszerrel lehet elérni. A proximity eljárásnál a legkisebb még átvihető struktúra méret, azaz csíkszélesség közelítő értéke:
|
b min = 0,5 (λd prox )1/2 |
ahol λ a fény hullámhossza, d prox a proximity- távolság. (pl.: g- vonalas higanygőzlámpánál λ = 0,436 mm, d prox = 20 mm-nél b min = 1,5 mm.)
A leképző eljárások esetén a legkisebb még átvihető struktúra:
|
b
min
= 0,5 |

ahol NA az optikai rendszer numerikus apertúrája (pl. argon-fluorid lézernél λ = 193 nm, NA = 0,35 esetén b min = 0,275 mm.)
Fontos következtetés, hogy a struktúra méreteinek csökkentéséhez a hullámhossz csökkentése szükséges. Ez magyarázza, hogy az optikai litográfiánál az UV tartományt használják, és hogy miért került előtérbe a röntgensugaras litográfia. Világosan kell látnunk, hogy a mikroelektronikában a tranzisztorok méreteinek csökkentése, ezzel a bonyolultabb integrált áramkörök elterjedése, azaz az informatika fejlődése csak a csíkszélesség méretének csökkentésével lehetséges. Jelenleg (2010-es évek) a csíkszélesség a 100 nm tartomány alatt (30-45 nm körül) van. Összehasonlításul: az emberi hajszál átmérője hozzávetőlegesen 60 μm, a 30 nm-es csíkszélesség ennek kétezred (!) része. Itt jegyezzük meg, hogy ezek a méretek csak rendkívül kifinomult csúcstechnológiákkal érhetők el, amelyekre a világon csak néhány cég képes.
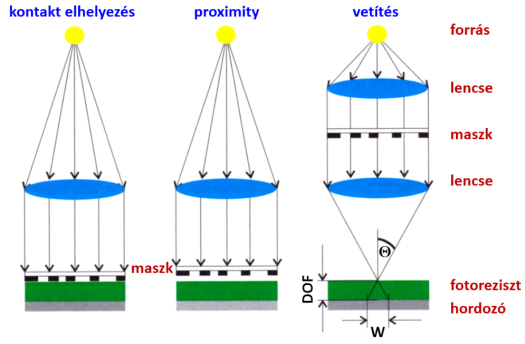
forrás: Brück / Rizvi / Schmidt, Angewandte Mikrotechnik
Tekintettel arra, hogy a litográfia minősége alapvetően befolyásolja a mikrorendszerek minőségét, fontos annak gyártás előtti és gyártás közbeni ellenőrzése, hogy a litográfiai technológia mennyire jó. Ennek ellenőrzésére szolgáló teszt struktúrát mutat be a 4.34. ábra - A litográfiás technológia felbontását és minőségét ellenőrző teszt-struktúra. A változó szélességű és különböző felbontású alakzatokból következtetni lehet a technológia minőségére. Fontos megjegyezni, hogy a litográfiai technológia minősége sok paramétertől függ, ezért is indokolt az eredmény ellenőrzése.
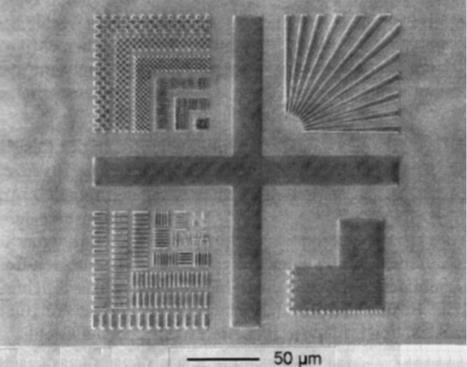
forrás: IMM
A következő 4.35. ábra - A maszk résméretének hatása a fotorezisztre azt mutatja, hogy a maszkolási technológia sem olyan egyszerű, mint amilyennek látszik. A maszk szélein (legyen a határvonal bármilyen éles is) fényelhajlás jön létre, az árnyékhatás nem hoz létre éles kontúrokat. Az ábra azt is világosan illusztrálja, hogy a kontakt módszer miért előnyösebb a proximity eljárásnál. Látható az is, hogyha a maszkok teljesen éles határfelülettel rendelkeznének, akkor sem lenne a fotoreziszttel bevont rétegen teljesen éles a határvonal. A maszkok széleinél ugyanis fényszóródás lép fel, ezért a vetített kép határai elmosódnak. Mennél nagyobb a maszk és a fotoreziszt közötti távolság, annál életlenebb lesz a kép. Amellett a maszk nyílása sem mindegy, a helyzet annál problematikusabb lesz, mennél közelebb áll a maszk s mérete az alkalmazott fény hullámhosszához. A fejlesztések egyik célja éppen az, hogy a fent vázolt nehézségek ellenére hogyan lehet mégis egyre finomabb struktúrákat előállítani.
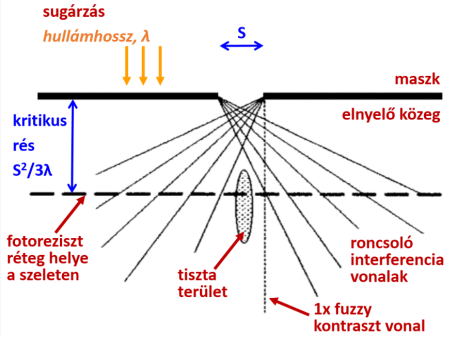
4.3. Maratási eljárások
A mikrotechnikai struktúrák létrehozásának alapvető eszköze a maratás. A maratási eljárások a hordozóra felvitt rétegek maszkokon keresztüli strukturálására szolgálnak.
Az eljárásokat nedves ill. száraz eljárásokra bontják. További felosztás alapja, hogy a folyamat a kémiai vagy fizikai reakciók során zajlik-e. Gyakran a fizikait és a kémiait együtt alkalmazzák, nincs éles határvonal a kettő között. Meg kell azonban jegyezni, hogy nedves fizikai marás nincs.
A nedves kémiai maratások képezik a tömbi mikromechanikai eljárások (bulk micromachining) alapjait. Ezek legfőbb jellemzője, hogy a struktúra kialakítása nemcsak a felület közvetlen közelében történik, hanem a kialakítandó struktúrák a felületi méretekhez képest jelentős mélységi kiterjedéssel is rendelkeznek.
A nedves kémiai maratásokat alapvetően két csoportba sorolják: anizotróp ill. izotróp maratásokra. Az anizotróp marások esetében meghatározóan fontosak a kristálytani irányok, és az irányoktól függően a marási sebességek között közel egy nagyságrendnyi különbségek vannak. Az izotróp marásoknál a marási sebesség nem függ a kristálytani irányoktól, az anyag minden irányban ugyanazzal a sebességgel maródik.
A mikrotechnikai marásoknál használatos a szelektivitás és izotrópia fogalma. Ezek értelmezéséhez szolgál magyarázatul a 4.36. ábra - A szelektivitás és az izotrópia értelmezése. A szelektivitás azt jelenti, hogy a marásoknál a marószer mennyire támadja meg az egyes rétegeket. Nagy szelektivitásnál a marószer csak azt a réteget támadja meg, amelyet el akarunk távolítani. Az izotrópia pedig azt jelenti, hogy a marószer hatékonysága (a marási sebesség) mennyire függ a kristálytani irányoktól. Nagymértékű anizotrópiánál a marási sebesség kitüntetetten nagy (vagy kicsi) az egyik kristálytani irányban.
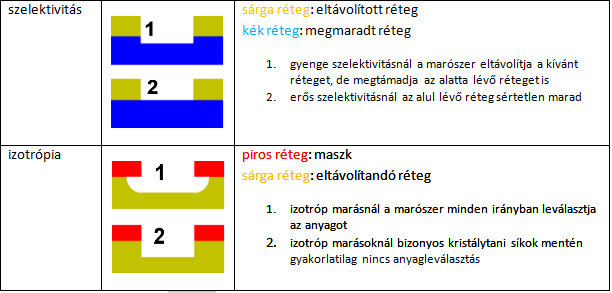
forrás: TU Ilmenau
Anizotróp nedves kémiai marás
A marási sebesség nagyon erősen függ a kristály orientációjától:
a Si-nél az [111]- sík nem, vagy csak kismértékben maródik,
az [100]- sík közepes sebességgel maródik,
az [110]- sík nagy sebséggel maródik (fősíkok),
pl. a [311]- sík igen nagy sebességgel maródik (melléksíkok).
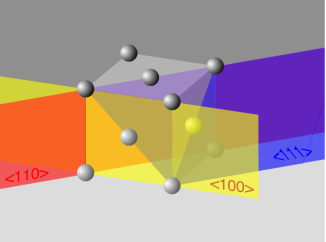
forrás: World of Microsystems
A legfontosabb kristálytani síkokat szemléletesen mutatja a 4.37. ábra - A szilícium legjellemzőbb kristálytani síkjai.
A marási sebességek egymáshoz viszonyított aránya:
|
ν111 : ν100 : ν110 = 1 : (50…100) : (100…500) |
A maratószerek lúgok:
KOH; NaOH; LiOH; NH4OH (szervetlen vegyületek), ill. EDP etiléndiamin-pirazin (pirotechol), TMAH tetrametil-ammónium-hidroxid (utóbbiak szerves vegyületek). A KOH alkalmazása nem kompatibilis az integrált áramkörök gyártásánál használt folyamatokkal. Az EDP és a TMAH kompatibilisek, a kettő között az a különbség, hogy az EDP drága és mérgező, míg a TMAH olcsóbb és nem mérgező marószerek. A maszkanyagként használt SiO2 és Si3N4 rétegekre jellemző, hogy az előbbi kevéssé áll ellen a KOH marószernek, míg az utóbbi ellenállása mind a három (KOH, EDP, TMAH) marószerrel szemben jó, azonban a maszkot nehéz eltávolítani. Ezeket a 4.38. ábra - Az anizotróp marás maszkjai és marószerei foglalja össze.
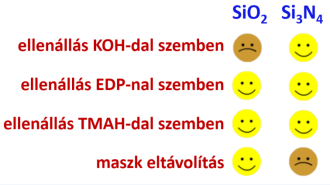
forrás: World of Microsystems
Az anizotrópia iránya és a technológia minősége gyakorlati módszerekkel is meghatározható. Erre mutat példát a 4.39. ábra - A Siemens-csillag és a mart árkok keresztmetszete, ahol az ábra jobb oldali részén látható az ú. n. Siemens-csillag képe.
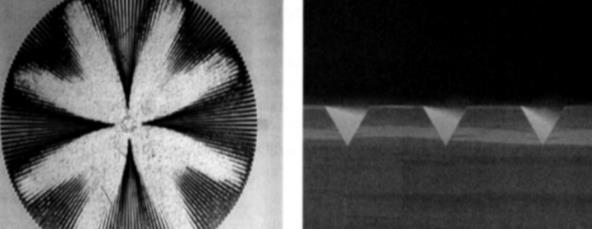
A sík felület orientációja 100, amelyre strukturáltan 500 nm vastag oxidréteget növesztettek. Ezután következett a nedves anizotróp marás 10 percig 60°C-os és 20%-os KOH oldattal. A kimart árkok V alakúak, ahogyan az a keresztmetszetet mutató jobb oldali ábrán látható. A sík felület és az árkok által bezárt szög a kristálytani orientációból következik, ez mindig 54,74 °.
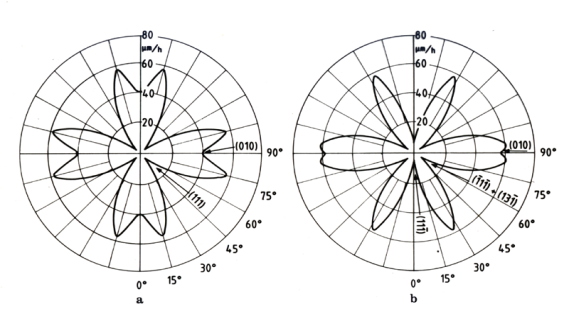
forrás: Heuberger: Mikromechanik
A (4.40. ábra - Bal oldalon (a) 100, jobb oldalon (b) 110 orientációjú szeletek marási sebessége a kristálytani irányoktól függően. (50%-os KOH oldat, 78 °C hőmérsékleten)) ábráról leolvashatók a kristálytani irányoktól függő konkrét marási sebességek 100 és 110 orientációjú szilícium szeletek esetén.
Az anizotróp marásra szemléletes magyarázatot ad a következő, 4.41. ábra - Az anizotróp marási folyamat sematikus ábrázolása. Az ábra sematikusan ábrázolja az egykristályos szilícium szerkezetét, a kis körök az atomokat jelzik. Tekintettel arra, hogy az 111 sík csak nagyon kis sebességgel maródik, az 100 pedig sokkal gyorsabban, a folyamatot úgy kell elképzelni, mintha a marószer az egyes atomi rétegeket egymás után választaná le, elméletileg addig nem kezdve bele a következő réteg leválasztásába, ameddig az előző réteg utolsó atomját is el nem távolította. A kristálytani orientációból következik, hogy a kialakult árok szöge az 100 síkhoz képest 54,7 °, és ez nem változtatható, mindig ennyi. Ha a marási folyamatot megszakítják, az ároknak lesz vízszintes része, ha végigviszik, az árok V alakú lesz.
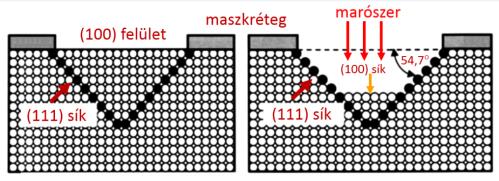
forrás: Völklein: Praxiswissen
Az anizotróp marással előállítható alakzatokat a következő, 4.42. ábra - Az anizotróp marással előállítható jellegzetes alakzatok mutatja. Amennyiben a maszk négyzetes alakú, a marással vagy negatív gúlát, vagy negatív csonka gúlát lehet előállítani. Amennyiben a maszk téglalap alakú, vagy V alakú árkot, vagy fenékkel rendelkező árkot lehet létrehozni.
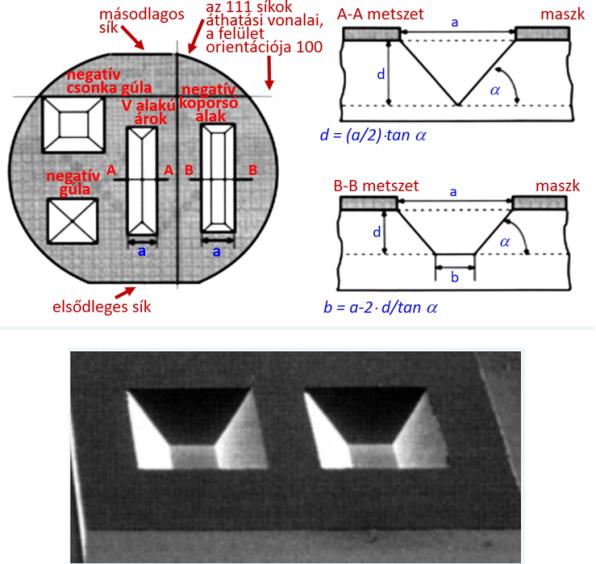
forrás: Vőlklein: Praxiswissen
A következő, 4.43. ábra - Anizotróp marással előállított negatív gúla (a) és befogott tartó (b, c, d) azt mutatja, hogy hogyan lehet a maszk anyagából egy befogott tartót előállítani. Ez esetben a marás során konvex él képződik, amely nem ellenálló (ellentétben a konkáv élekkel), igen gyorsan maródik, úgy, hogy a maszk alól is eltávozik az anyag, és marad a befogott tartó.
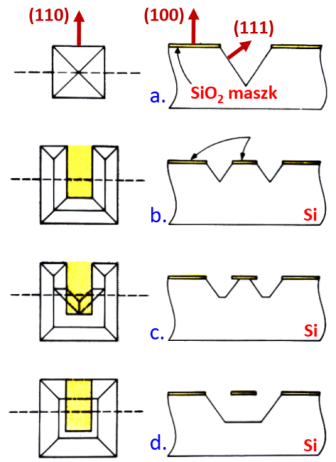
forrás: TU Ilmenau
A (4.44. ábra - Anizotróp marással előállított befogott tartók félig kész állapotban) ábrán egy befogott tartóra erősített lapka valóságos mikroszkópikus képét mutatjuk be, amelynél bemutatási célból a marási folyamatot megszakították. Látható, hogy a tartók alól a marószer még nem távolított el minden anyagot. Az ábra jól érzékelteti, hogy a konvex élek rendkívül gyorsan maródnak.
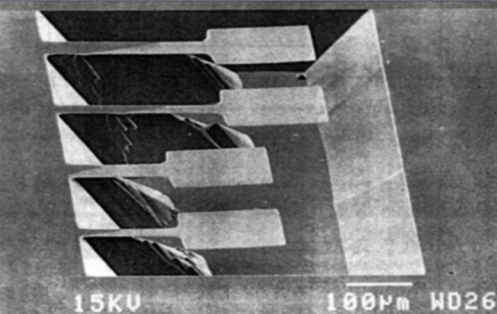
forrás: Vőlklein: Praxiswissen
Mikromechanikai technológiákkal olyan szűrőket (mechanikus szűrőket) lehet előállítani, amelyeket más módszerrel nem lehet elkészíteni. Példaként a (4.45. ábra - Száraz anizotróp marással előállított szűrő mikroszkópikus képe) ábrán egy szűrő mikroszkópikus képe látható, amely WSi2 anyagból, fotolakk maszkolással, száraz anizotróp marással (SF6 C4F8 gázkeverék segítségével) készült.
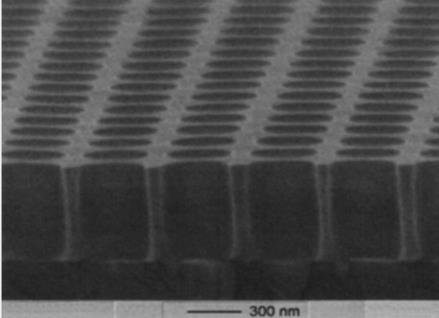
forrás: Völklein: Praxiswissen
A gyakorlatban elfordulhatnak olyan mikromechanikai feladatok, amelyeknél konvex éleket kell létrehozni. Ilyen feladat lehet például, ha egy V alakú mikromechanikai áramlási csatornát 90°–kal el kell fordítani. Mivel a konvex élek igen gyorsan maródnak, erre a tervezésnél előre számítani kell. A módszer neve: sarokkompenzáció. A sarokkompenzáció a maszk megváltoztatását (pontosabban bizonyos irányokban történő megnövelését) jelenti. Erre mutat példát a következő, 4.46. ábra - A sarokkompenzáció magyarázatához. A sarokkompenzáció mértéke közelítően számítható, de mivel a marási folyamat sok technológiai paramétertől függ, a maszk változtatásának pontosabb mértékét kísérletezéssel kell beállítani. A közelítő összefüggések a következők:
a kompenzáló maszk szélessége = 2 d, hossza = 1,6 W, ahol d az árok (csatorna) mélysége, W az árok szélessége.
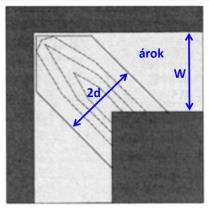
forrás: Vőlklein: Praxiswissen
A következő, 4.47. ábra - Áramlásmérő szenzor kialakítása anizotróp marással egy mikromechanikai áramlásmérő kialakítását mutatja. A konstrukció lényege egy két oldalon befogott tartó, amelyre fűtő és hőmérsékletmérő ellenállásokat integráltak. A fűtésből keletkező mechanikai feszültségek csökkentése érdekében mindkét oldalon a befogásoknál bemetszéseket alakítottak ki. A befogott tartó alatt teknőszerű üreget alakítottak ki, hogy az áramló közeg a tartó alját is megfelelően körülvegye.
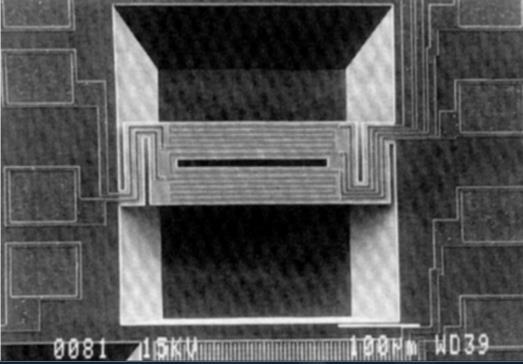
forrás: Vőlklein: Praxiswissen
Izotróp nedves kémiai marás
Az izotróp marások legfontosabb tulajdonsága, hogy a marási sebesség nem függ a kristálytani irányoktól, azaz a marószer minden kristálytani irányban azonos sebességgel választja le az anyagot. Izotróp marásoknál a marószerek savak, és a marási folyamat két lépésből áll: az első az oxidálás, a második az oxid oldása. Az oxidálásra leggyakrabban a salétromsavat, az oxid oldására a folsavat használják:
|
HNO3 → oxidáló, HF → oxidoldó |
Izotróp nedves marásoknál az irányoktól független azonos marási sebességből következik, hogy megjelenik az alámarás jelensége, amely azt jelenti, hogy a marószer a maszk alól is eltávolítja az anyagot. Az anizotróp és az izotróp marási profilok közötti különbséget mutatja a 4.48. ábra - Az anizotróp és izotróp marási profilok közötti különbségek.
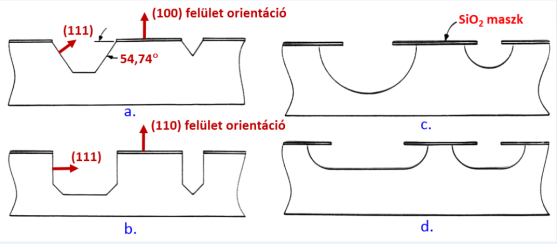
(a) anizotróp marás, 100 felületi orientációval, (b) anizotróp marás, 110 felületi orientációval, (c) izotróp marás, 100 felületi orientációval, (d) izotróp marás, 110 felületi orientációval, forrás: TU Ilmenau
Az izotróp marásoknál fellépő alámaródás mikroszkópikus képét mutatja a 4.48. ábra - Az anizotróp és izotróp marási profilok közötti különbségek. Jól látható, hogy a marószer a maszk alatti anyagrészt is eltávolította.
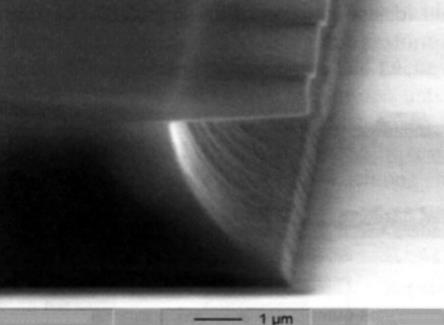
forrás: IMM
A marási folyamat leállítása
A gyakorlatban igen gyakran szükség van a marási folyamat leállítására. Gondoljunk például egy nyomásmérő szenzor membránjára, ahol a szenzor érzékenységének beállításához egy meghatározott nagyságú és vastagságú membránt kell előállítani. A marási folyamat megállítására többféle technológia létezik, ezeket anizotróp marásokra vonatkoztatva a következő ábrákon mutatjuk be.
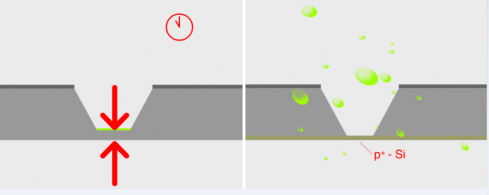
forrás: World of Microsystems
Legegyszerűbb eset az időre történő marás, amikor ismert és jól kontrollált marási sebességnél az időt mérjük, és a marási folyamatot a letelt idő elteltével megszakítjuk (4.50. ábra - A marási folyamat leállítása időméréssel és bór koncentrációval). A következő lehetőség a bórral történő dotálás. Ilyenkor a szilícium p típusúvá válik. Azt használjuk ki, hogy a bór koncentráció növelésével a marási sebesség nagymértékben csökken. Ezt a függést mutatja a 4.51. ábra - A marási sebesség függése a bór koncentrációtól. Az ábra értelmezésénél vegyük figyelembe, hogy mind a függőleges, mind a vízszintes tengely logaritmikus léptékkel rendelkezik.
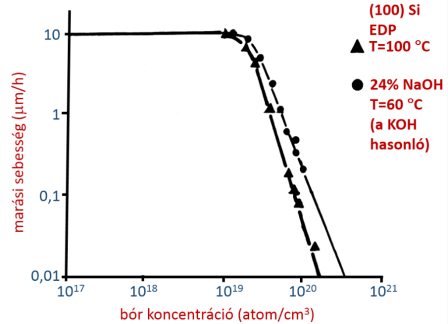
forrás: Menz: Mikrosysteme
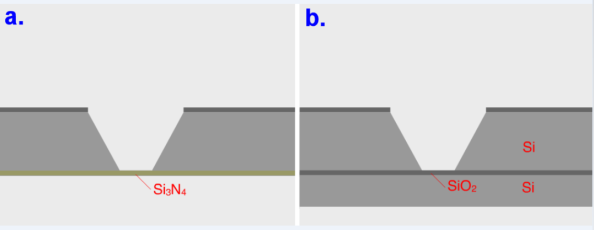
forrás: World of Microsystems
A marási folyamat más típusú réteg, a 4.52. ábra - A marási folyamat leállítása más anyagok (Si3N4 és SiO2) alkalmazásával bal oldali részén szilíciumnitrid, a jobb oldali részén szilíciumdioxid réteg) kialakításával is leállítható. Utóbbi esetben a szilíciumdioxid réteg alatt még egy másik szilícium réteg is található, ezt nevezik SOI (Silicon on Insulator) technológiának.
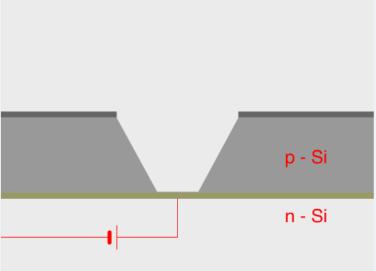
forrás: World of Microsystems
Végül a marási folyamatot elektrokémiai úton is le lehet állítani, ha a struktúrában pn átmenetet alakítunk ki (4.53. ábra - A marási folyamat leállítása pn átmenet segítségével elektrokémiai úton). Ekkor a p típusú részt anódként használva arra pozitív feszültséget kapcsolnak, és a platina ellenelektródára (katód) pedig negatív feszültséget adnak. Az előző ábrákon a marási folyamat leállítását anizotróp marásra mutattuk be, azonban a leállítási elvek az izotróp marásra is vonatkoznak, ezeket a kiegészítéseket láthatjuk a (4.54. ábra - A marási folyamat leállítása anizotróp és izotróp marások esetén) ábrán (100 és 110 orientációjú szilíciumra).
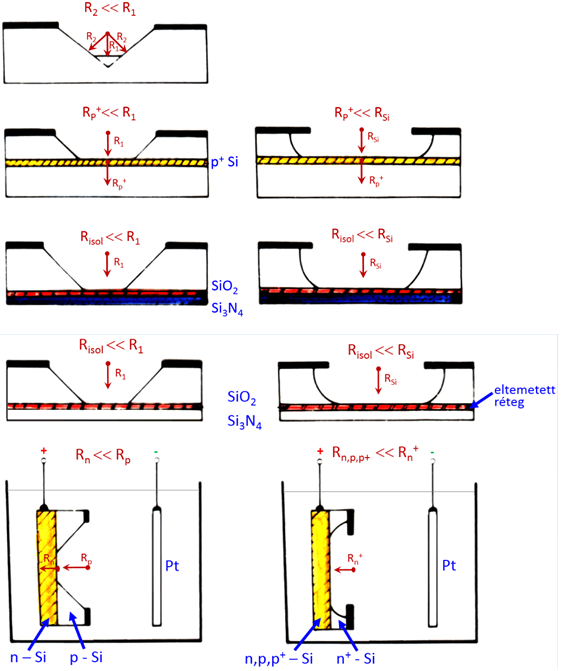
forrás: TU Ilmenau
Száraz maratási eljárások
A nedves kémiai eljárások mellett léteznek a száraz eljárások is. Ezeket az jellemzi, hogy a folyamat gáz vagy gőzfázisban történik, és a marások egyaránt lehetnek kémiai vagy fizikai jellegűek. A technológiáknál gyakran a kémiai és fizikai hatás együtt érvényesül. (Mint már korábban említettük, nedves fizikai marások nincsenek.)
Ezek az eljárások nem savas vagy bázikus közegekben történnek, hanem a CVD eljárásoknál használt reaktorokban. A hatásmechanizmus szerint ugyan megkülönböztetünk kémiai és fizikai eljárásokat, de sokszor a kettő kombinációját alkalmazzák. A tisztán fizikai eljárásoknál a felgyorsított atomok (molekulák, ionok) kinetikus energiáját használják az anyagrészecskék leválasztására, míg a kémiai eljárásoknál kémiai folyamatok játszódnak le. Az eljárások a következő lépésben zajlanak le:
aktív gázok előállítása,
ezen részecskék szállítása vagy ütköztetése a hordozóhoz,
a hordozó felületének marása,
a keletkezett produktumok elszállítása.
Az aktív gázokat leggyakrabban plazmával állítják elő, a CVD eljárásokhoz hasonló módon. A részecskék szállítása diffúzióval vagy elektromos tér segítségével jön létre. Maga a maratás pedig ezekkel a részecskékkel történik.
Az aktív gázok lehetnek:
semleges gáz ion, pl. Ar+
reaktív ion, pl. O+
reaktív semleges gáz, pl. XeF2
reaktív gyök, pl. F+, CF3+
A száraz maratási eljárások legfontosabb típusai
A következő felsorolásban a száraz maratási eljárások legfontosabb típusait soroljuk fel, a szakirodalomban legtöbbször a technológiát csak a rövidítésként szolgáló néhány betűvel jelzik.
IE = Ion Etching (Sputter Etching): Fizikai maratás nemesgáz ionokkal, (pl. Ar+), amelyeket a szubsztrát felülete felé gyorsítanak. A hordozó a plazmában helyezkedik el. A marási profil igen anizotróp.
IBE = Ion Beam Etching: Fizikai maratás, vákuumban ionágyúval gyorsítják a részecskéket a hordozó felületére. A marási profil igen anizotróp.
RIE = Reaktive Ion Etching: Irányított, erősen fizikai maratás jellegű eljárás reaktív ionokkal, pl.: O+, CF3+, a hordozó közvetlenül a plazmában helyezkedik el. A marási profil izotróptól az anizotrópig terjed.
RIBE = Reaktive Ion Beam Etching: Az IBE és RIE keveréke, pl. XeF2 gázzal. A marási profil ennél a technológiánál is az izotróptól az anizotrópig terjed.
PE = Plasma Etching: Kémiai eljárás gyenge fizikai jelleggel, szabad gyökökkel bíró ionokkal, mint például a F+, CF3+, O+. A marási profil izotróptól az anizotrópig terjed.
BE = Barrel Etching: Gyakorlatilag kizárólag kémiai eljárás, szabad gyökökkel bíró ionokkal, mint például a F+, CF3+, O+. A marási profil ennél a technológiánál jellegzetesen izotróp.
A 4.55. ábra - A száraz fizikai és kémiai marások közötti különbség példát mutat a száraz fizikai és a száraz kémiai marás közötti jellegzetes különbségekre. Az ábra bal oldalán látható, hogy a fizikai marás éles határvonalakkal rendelkezik (csak elvileg van így, a valóságban más effektusokkal is számolni kell), míg az ábra jobb oldalán látható kémiai száraz marásoknál jellegzetesen fellép az alámaródás jelensége. Az ábra jól érzékelteti, hogy a fizikai marásoknál felgyorsított ionok ütik ki a marandó anyagból az atomokat vagy molekulákat kinetikus energiájuk segítségével. A kémiai marásoknál a diffúziót használják az anyagok mozgatásához, ilyenkor nem a kinetikus energia a meghatározó, hanem maga a kémiai folyamat.
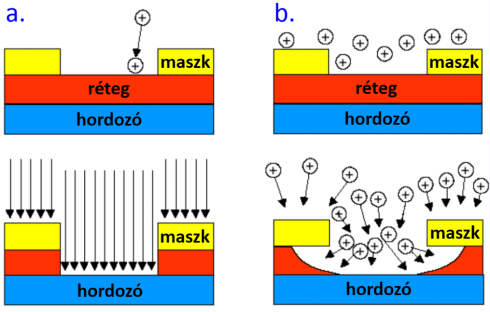
forrás: TU Ilmenau
A száraz marásoknál általában a CVD eljárásoknál használt reaktorokat, vagy az azokhoz nagyon hasonlóakat használják.
Az ionos marás (IE) technológiája
A leggyakrabban planparallel reaktorokat használnak. A marószer általában argon ion Ar+, plazma környezetben. A plazmát 13,56 MHz nagyfrekvenciás gerjesztéssel állítják elő. Az elérhető marási sebességek: Au esetén 12 μm/min, Pt esetén 4,5 μm/min, NiCr esetén 8 μm/min. A reprodukálhatóság jobb, mint ±1%, az egyenletesség ±5%. Az alkalmazható maszkok: fotoreziszt, SiO2, vagy fémek, például Al, Ti, Cr. Egy reaktor vázlatos elrendezését a 4.56. ábra - Ionos marásra alkalmas berendezés vázlata mutatja.
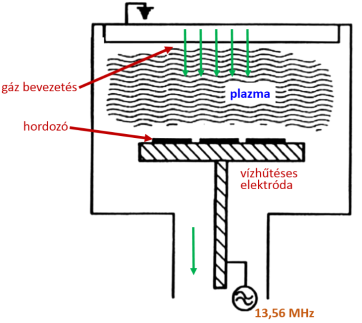
forrás: Völklein: Praxiswissen
Az ionsugaras marás (IBE) technológiája
Az ionsugaras marásra szolgáló berendezés külön ionágyút tartalmaz. Az ionizálás itt is plazma segítségével történik, az ionokat mágneses térrel irányítják, majd felgyorsítják. Marószerként nemes vagy semleges gázokat (Ar, N2) használnak. A vákuum 10-2 Pa. A technológiával minden fém maratható. A folyamat erősen anizotróp jellegű, és annál erősebb az anizotróp jelleg, mennél kisebb a nyomás (mennél nagyobb a vákuum). A szelektivitás kicsiny, mert a marási sebesség csak kevéssé függ az anyag atomsúlyától. Egy ionsugaras maró berendezés vázlatos felépítését a 4.57. ábra - Ionsugaras maróberendezés vázlata mutatja.
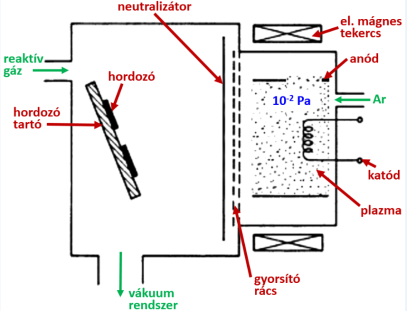
forrás: Völklein: Praxiswissen
A plazma-marás (PE) technológiája
A plazma marásnál használt berendezések nagyon hasonlítanak az ionos marásnál használt berendezésekre. A plazma létrehozása itt is 13,56 MHz-es nagyfrekvenciás gerjesztéssel történik. A szubsztrátok földpotenciálon vannak, az ellenelektróda kapacitíven van csatolva a nagyfrekvenciás generátorhoz. A nyomás 10…100 Pa. A marási folyamat döntően kémiai, a használatos marószerek elektronok, ionok, reaktív gyökök, maró gázok. A folyamat erősen izotróp jellegű, a szelektivitás nagy. A technológiára jellemző a viszonylag nagy marási sebesség. Általános felhasználási terület: a szubsztrátok hátoldalán lévő rétegek eltávolítása, mint például termikus oxidréteg, vagy poliszilícium réteg. Egy plazma maró berendezés vázlatos felépítését a 4.58. ábra - Plazma maró berendezés vázlata mutatja.
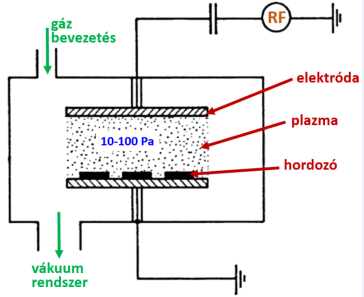
forrás: Völklein: Praxiswissen
Barrel-reaktor (BE) vázlata
A Barrel-reaktor egy viszonylagosan olcsó berendezés, amelynek felépítése eltér az eddigiektől. Az elektródák itt a szokásos plánparallel elrendezés helyett hengeresre vannak kialakítva. A plazmát ennél a reaktornál is nagyfrekvenciás árammal hozzák létre. A reaktor belsejében a „csónak”-ban helyezkednek el a szilícium szeletek, hozzávetőlegesen 25-50 db. A „csónak” potenciálja „lebeg”, ugyanis villamosan kapacitív csatolásban van a két elektródával. A vákuumkamra nyomása kb. 100 Pa. A Barrel-reaktorok fő alkalmazási területe a fotolakk eltávolítása O2 és CF4 segítségével. Egy Barrel-reaktor vázlatos felépítését a 4.59. ábra - Barrel reaktor vázlata mutatja.
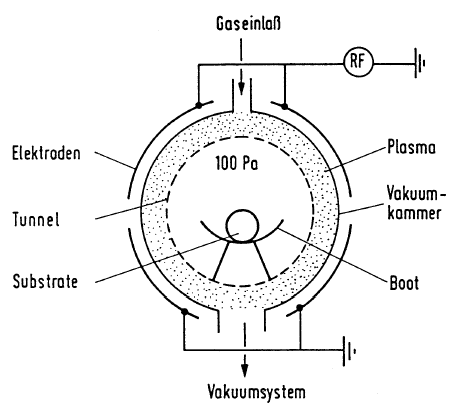
forrás: Völklein: Praxiswissen
A következő 4.4. táblázat - A reaktív ionos marásnál a különböző anyagú rétegeknél felhasználható gázok összefoglalóan mutatja be, hogy a különböző anyagok száraz marásainál milyen maróanyagok (gázok) használhatóak. A harmadik oszlopban a technológiákhoz fűzött kommentárok is olvashatóak.
|
Réteg |
Maró gáz |
Megjegyzés |
|---|---|---|
|
SiO2 |
CF4 / O2 CHF3 / O2 CHF3 / CF4 CH3F C2F6; SF6 C3F8 |
A fluor (F) marja a szilíciumot, az O2 eltávolítja a szenet A CHF3 polimerként hat, és növeli a szelektivitást A SiO2rétegen megnöveli a Si3N4 szelektivitását A CF4 –hez képest nagyobb marási sebesség |
|
Poly-Si |
BCI3 / Cl2 SiCl4 / Cl2; HCl / O2; SiCl4 / HCl HBr / CI2 / O2 SF6 NF3 HBr / Cl2 |
Nincs C szennyezés A fotolakkal és a SiO2-vel szemben jobb szelektivitás Nagy marási sebesség, jó szelektivitás a SiO2-vel Nagy marási sebesség, izotróp |
|
Si mono-kristály |
BCl3 / Cl2; HBr / NF3 HBr / NF3 / O2; CF3Br |
A SiO2-vel szemben jobb szelektivitás |
|
Al ötvö-zetek |
Cl2 BCI3 BCI3 / Cl2 / CF4 BCI3 / Cl2 / CHF3 BCI3 / Cl2 / N2 |
Izotróp Kedvező marási sebesség anizotróp Jobb oldalfal passziválás Nagyobb marási sebesség, nincs szén |
|
forrás: Universität Stuttgart | ||
Példa mély reaktív ion marásra
A (4.60. ábra - Reaktív ionos marással készített mikromechanikai struktúra) ábrán egy szemléletes példa látható a mély reaktív ionos marásra (Deep Reactive Ion Etching, DRIE) amely a Bosch cég mikroméretű emblémája.
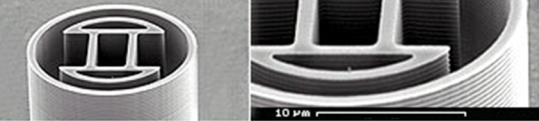
forrás: Bosch
4.4. A LIGA technológia.
A LIGA technológia egy olyan különleges mikromechanikai technológiát jelent, ami a maga sajátosságaival együtt igen nagy lehetőségeket kínál a mikromechanikában, és új perspektívákat nyit meg. A LIGA betűszó, a német Litographie, Galvantechnik, Abformung (litográfia, galvántechnika, formaadás) szavakból származik. Alapvető tulajdonsága, hogy a laterális (síkbeli) méretekhez képest igen nagy mélységi (vertikális) struktúrákat lehet ezzel a módszerrel előállítani. A másik különlegessége (lehet mondani, egyben elterjedésének korlátja is) az, hogy a litográfiai folyamathoz röntgensugarat kell használni. A LIGA technológia jelentősége többek között abban is van, hogy segítségével mikroméretű műanyag alkatrészek fröccsölésére alkalmas szerszámokat lehet előállítani. Ezzel megnyílik a lehetőség mikromechanikai műanyag alkatrészek tömeges előállítására, ami egyúttal az alkatrész gyártási költségeinek csökkenését jelenti nagy darabszámok esetén. A LIGA technológiával előállítható struktúrák arányait mutatja a 4.61. ábra - A LIGA technológiával előállítható struktúrák jellemző méretei a mikroelektronikában alkalmazott méretekhez viszonyítva. Ebből világosan kitűnik, hogy míg a mikroelektronikában a laterális (síkbeli) méretekhez képest a mélységi (vertikális) méretek a 0,5 μm tartományban vannak, addig a LIGA technológiával az 1-2 mm-es (1000-2000 μm) vertikális méretek is megvalósíthatók, igaz, hogy a laterális méretek kb. egy nagyságrenddel nagyobbak, mint a mikroelektronikánál.
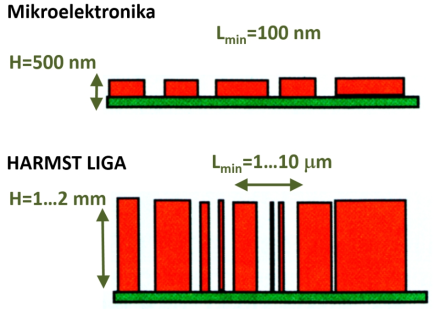
forrás: Angewandte Mikrotechnik
Hogy a gyakorlatban mit jelentenek a nagy mélységi méretek a laterális méretekhez képest, erre mutat példát a 4.62. ábra - LIGA technológiával előállított mikromechanikai struktúra.

forrás: Angewandte Mikrotechnik
A LIGA technológia több tekintetben eltér az eddig ismertetett technológiáktól. Ezen eltérések közül a legfontosabb, hogy a strukturálásra szolgáló fotolitográfiánál alkalmazott elektromágneses sugárzás hullámhossza a röntgensugárzás sávjába esik, amelyből számos különlegesség következik. Az optikai litográfia határainak elemzésénél láthattuk, hogy a felbontás annál jobb lesz, minél rövidebb az alkalmazott elektromágneses sugárzás hullámhossza. Ez az elsődleges oka a röntgensugárzás mikrotechnikai felhasználásának. A rövidebb hullámhosszból és az ezzel együtt járó magasabb kvantumenergiából következik, hogy a röntgen sugaraknak nagyon nagy az áthatoló képességük. A sugárzásnak ezt a tulajdonságát használjuk a gyógyászatban is, meg az ipari berendezéseknél is. A röntgen litográfiánál az optikai litográfiában használt közönséges, néhány tized μm vastagságú króm, vagy krómdioxid maszkok használhatatlanok, átmegy rajtuk a röntgen sugárzás. A LIGA maszkok számára abszorbensnek (maszk anyagnak) nagy atomsúlyú anyagok alkalmasak, leggyakrabban az aranyat használják. Sőt, még az arany esetében is alaposan meg kell növelni az abszorbens vastagságát, alkalmazástól függően 0,1-1 mm-ig. Tovább bonyolítja a helyzetet, hogy a röntgensugaras litográfiához szükséges munkamaszkokat egy lépésben nem lehet előállítani, segéd maszkra (intermediate mask, köztes maszk) is szükség van, és a munkamaszkot ennek segítségével, de szintén csak röntgensugaras technológiával lehet előállítani. A másik fontos tudnivaló, hogy a röntgensugárzást sem lehet egyszerűen előállítani, mert a szokásos módokon (Röntgen-cső) előállított sugárzásnak viszonylag nagy a divergenciája. A LIGA technológiához nagyon kis divergenciájú röntgensugárzásra van szükség, amelyet a részecske kutatásban használatos szinkrotronok segítségével lehet csak előállítani. Mivel szinkrotronok Európában is csak néhány helyen vannak, világos, hogy ez a technológia nem tartozik a legolcsóbbak közé. Ezzel szemben áll az a tény, hogy olyan mikromechanikai termékeket lehet a LIGA technológia segítségével előállítani, amilyeneket más módon nem lehet elérni. Ilyen tulajdonság például a 1:100-as arányt is elérő laterális-vertikális viszony. A LIGA technológia lényegét a következő, (4.63. ábra - A LIGA technológia legfontosabb lépései (magyarázat a szövegben)) ábrasorozat szemlélteti.
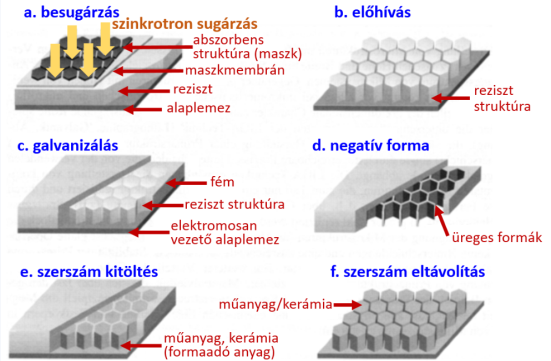
forrás: Völklein: Praxiswissen
Az első (a) lépésben a viszonylag vastag fotorezisztet kell felvinni a vezető anyagból készült alaplemezre. A fotoreziszt vastagsága megegyezik a kívánt struktúra vertikális méretével. Ezután következik a röntgensugárral történő levilágítás, speciális (röntgensugárzást elnyelő) maszk segítségével. A második (b) lépésben megtörténik a fotoreziszt előhívása. A harmadik (c) lépésben következik a galvanizálás, amelynél anyagként legtöbbször nikkelt használnak. A galván réteget nemcsak az eredeti fotoreziszt vastagságáig növelik, hanem annál is vastagabbra, hogy a formának tartása, mechanikai szilárdsága legyen. A negyedik (d) lépésben megtörténik az alaplemez és a fotoreziszt eltávolítása marással. Ezzel tulajdonképpen már kész a szerszám, amellyel a munkadarabokat készítik. A következő lépés (e) a formaadás, a szerszám kitöltése kerámiával vagy műanyaggal. Az utolsó lépésben (f) a szerszámból kiveszik a kész munkadarabot. Fontos észrevenni, hogy a LIGA technológiánál alapanyagként nem a szilíciumot használják, a technológiának éppen az az egyik különlegessége, hogy segítségével kerámiából vagy műanyagból (ritkábban fémből) készített mikromechanikai alkatrészek hozhatók létre.
A röntgensugaras litográfia
A röntgensugaras litográfiához nagyon kis divergenciájú (ideálisan párhuzamos) röntgensugár forrásra, és speciális maszkokra van szükség. A kis divergenciájú röntgen sugarakat nem egyszerű előállítani, erre a gyógyászatban és az iparban használatos röntgen sugárforrások nem alkalmasak. A technológiához szükséges közel párhuzamos sugárzást csak szinkrotronok (részecskegyorsító berendezések) segítségével lehet előállítani. Az Európában található szinkrotronokat a következő, 4.64. ábra - Az Európában található szinkrotronok mutatja be.
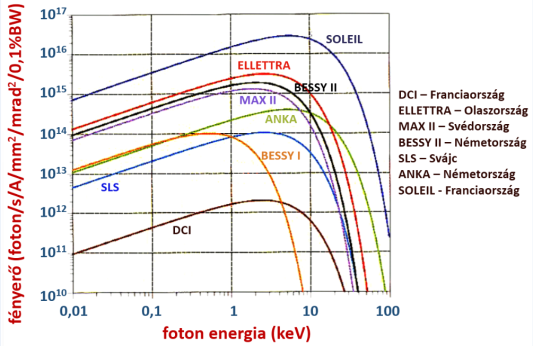
forrás: Angewandte Mikrotechnik
A szinkrotronok nagy berendezések, az egyik legnagyobb a CERN (Svájc és Franciaország határán, Genf mellett) Large Hadron Collider (LHC) gyorsítója (nem röntgensugárzás előállítására, hanem az atomi részecskék kutatására építették). A gyorsító alakja kör, hossza 27 km, átlagos mélysége a föld alatt 100 m. Földrajzi elhelyezkedését a 4.65. ábra - A CERN LHC gyorsítójának földrajzi elhelyezkedése mutatja.
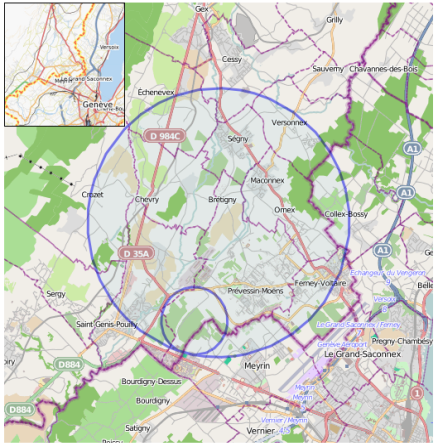
forrás: Wikipédia
A mellett, hogy ezekkel a berendezésekkel atomi vagy szubatomi méretű részecskéket vizsgálnak, maga vizsgáló berendezés igen nagy, példaképpen az LHC belső alagútjának képe a (4.66. ábra - A CERN LHC gyorsítójának alagútja) ábrán látható.
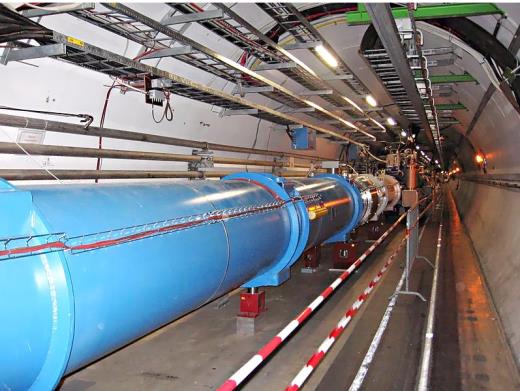
forrás: Wikipédia
Annak érdekében, hogy fogalmat alkothassunk egy szinkrotron berendezésről, a (4.67. ábra - A Párizs melletti Soleil gyorsító képe) ábrán bemutatjuk a Párizs melletti Soleil gyorsítót, valamint a (4.68. ábra - A Soleil gyorsító belső elrendezése) ábrán ennek belső elrendezését. A kisebb gyűrű az előgyorsításra szolgál, a tangenciális kicsatolások a mérőhelyek, amelyek különböző kutatási célokat szolgálnak.

forrás: Wikipédia

forrás: Wikipédia
A kis divergenciájú röntgen sugárzást tehát a szinkrotronban felgyorsított elektronok segítségével lehet létrehozni. Az eltérítő mágnesek környezetében érintő irányban a szinkrotronból ú. n. szinkrotron sugárzás csatolható ki, amelyből megfelelő szűrők alkalmazásával röntgen sugárzás nyerhető. A kicsatolt sugárzás divergenciája néhány mrad. A kicsatolási pont és a levilágítási pont közötti távolság tipikusan 20 m. A levilágítás síkjában a besugárzottság néhány W/cm2. A szubsztrát felületén a röntgensugár kiterjedése kb. 1 cm magas, és kb. 10 cm széles, és az intenzitás eloszlása természetesen nem homogén, hanem ellipszishez hasonló alakú (az ábrákon az egyszerűség kedvéért téglalap alakúnak szokták ábrázolni), ezért a fotoreziszt megvilágításánál a céltárgyat függőlegesen mozgatni (szkennelni) kell. A szinkrotronban természetesen vákuum van, ezért a röntgensugarak is vákuumban érkeznek, ezért a teret vákuumzáróan le kell zárni. A lezárás (ablak) legtöbbször kb 500 μm vastag berilliummal (mérgező fém) történik, ezen a röntgensugarak könnyedén áthatolnak, ezért is nevezik ablaknak. A levilágító térnek nem kell vákuum alatt lennie, de hőelvezetési szempontból és annak megakadályozására, hogy a maradék oxigénből a röntgensugárzást hatására esetleg ózon keletkezzen, a levilágító teret 100 mbar nyomású héliummal töltik fel. Az eljárás vázlatát a 4.69. ábra - A röntgensugaras litográfia vázlatos elrendezése szemlélteti.
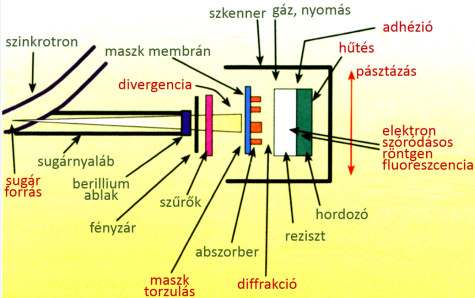
forrás: Brück, Rizvi, Schmidt: Angewandte Mikrotechnik 2001
A levilágító rész (ahol a szubsztrát helyezkedik el), külön egységet képez. Ennek a képét mutatja be a 4.70. ábra - A röntgensugaras litográfia levilágító egysége.
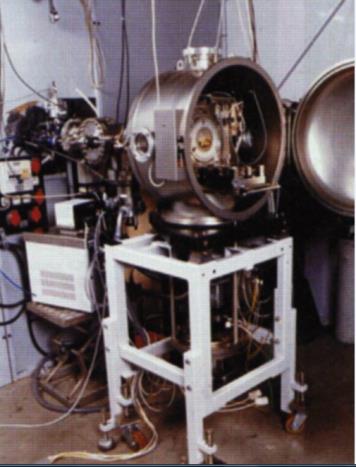
forrás: Brück, Rizvi, Schmidt: Angewandte Mikrotechnik 2001
A röntgenlitográfiához szükséges maszkok előállítása
A röntgensugárzás nagy energiatartalma miatt az optikai litográfiánál használt néhány tized μm vastag krómréteget tartalmazó maszkokat nem lehet alkalmazni, mert azon a röntgensugarak áthatolnak. A röntgenlitográfiához speciális maszkokra van szükség, amelyek a röntgensugárzással szemben nagy abszorpciós képességgel rendelkeznek. Abszorbens anyagnak leggyakrabban az aranyat használják, nagy atomsúlya és korrózióállósága miatt. Mivel a szokásosnál több nagyságrenddel (tizedmikrométer helyett tizedmilliméter, kb. 3 nagyságrend) nagyobb vastagságra van szükség még az arany alkalmazása mellett is, ezeket sajnos nem lehet egy lépésben előállítani. A LIGA maszkok előállítása bonyolult, a lehetőségeket a 4.71. ábra - A röntgensugaras litográfiához szükséges munkamaszkok előállításának lehetőségei mutatja be. A technológia attól függ, milyen minőségű maszkra van szükség. Az alacsony minőségű (LQ) maszkokat úgy készítik, hogy a komputerrel (CAD) megtervezett maszk struktúrával először egy Cr maszkot hoznak létre elektronsugaras litográfiával (Electron Beam Litography, EB, vagy Pattern Generator, PG). Második lépésben ennek a maszknak a segítségével, optikai litográfiával (PL) alakítják ki a röntgensugárzáshoz való maszkot. Röviden: UV litográfia, Au galvántechnika vastag fotoreziszttel. Az általánosan használt, az előzőnél jobb minőséget adó technológia (standard) ettől annyiban különbözik, hogy a Cr maszk segítségével először egy köztes maszk készül optikai litográfiával (PL), majd ennek felhasználásával, de már röntgen litográfiával (Soft X-Ray Litography) készül a munkamaszk. Röviden: UV litográfia, Au galvántechnika a köztes maszkon, majd ennek átmásolása lágy röntgen sugárzással a munkamaszkra. A legjobb minőséget biztosító technológia (HQ) esetén a Cr maszk létrehozását elhagyják. Ilyenkor az elektronsugaras litográfiával mindjárt a köztes maszk készül el, majd erről lágy röntgen sugárzást (Soft X-Ray Litography, SXRL) alkalmazó röntgen litográfiával készül a munkamaszk. Röviden: elektronsugaras litográfia a köztes maszkra, Au galvántechnika, majd ennek átmásolása lágy röntgen sugárzással a munkamaszkra.
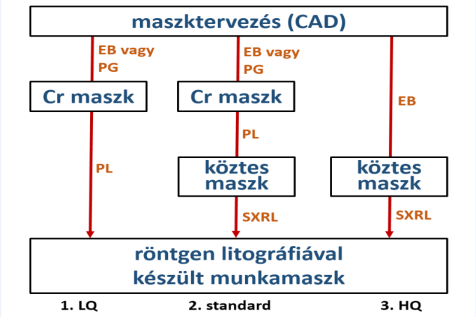
forrás: Völklein: Praxiswissen
Példaként a (4.72. ábra - A röntgensugaras litográfiához való maszk képe) ábrán bemutatjuk egy röntgenlitográfiához való munkamaszk mikroszkópikus képét. Az alaplemez kb. 500 μm vastag berillium lemez, amelyre galvanikusan kb. 20 μm aranyréteget (struktúrát) vittek fel.
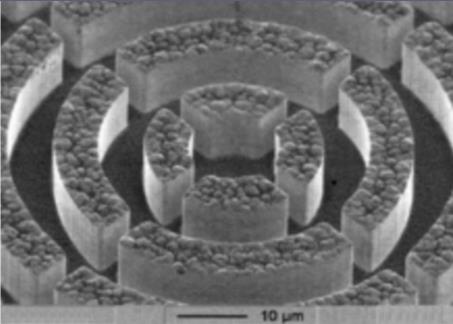
forrás: IMM
A legjobb minőséget adó eljárásnál köztes maszk (intermediate mask) előállítására is szükség van. Ennek technológiai lépéseit a 4.73. ábra - A röntgensugaras litográfiához való köztes maszk előállításának technológiai lépései mutatja be.
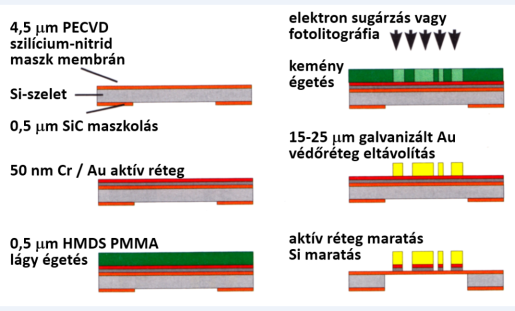
forrás: Brück, Rizvi, Schmidt: Angewandte Mikrotechnik 2001
A szilícium hordozóra először egy 4,5 μm vastag szilícium-nitrid réteget, majd erre egy 50 nm vastag Cr/Au vezető réteget visznek fel. Ez utóbbi a galvanizáláshoz szükséges. Ezután következik a fotoreziszt felvitele, pl. PMMA 2,15 μm. A következő lépés a fotoreziszt strukturált megvilágítása elektronsugaras eljárással vagy másik maszk segítségével fotolitográfiával, majd a fotoreziszt előhívása. A következő lépés tér el leginkább a hagyományos technológiáktól, ez ugyanis a galvanizálás, amelynek során kb. 1,5…1,7 μm vastag aranyréteget választanak le. Utolsó lépésként a hasznos terület alól marással eltávolítják a szilícium hordozót, és a már szükségtelen vezető réteget. Ekkor készen van a munkamaszk előállításához szükséges köztes maszk.
A röntgenlitográfiához való munkamaszk előállításának technológiai lépéseit a 4.74. ábra - A röntgensugaras litográfiához való munka maszk előállításának technológiai lépései mutatja be.
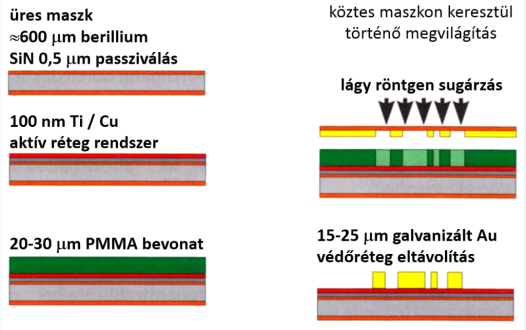
forrás: Brück, Rizvi, Schmidt: Angewandte Mikrotechnik 2001
A munkamaszk hordozója kb. 600 μm vastag berillium lemez, amelynek mindkét oldalát szilícium-nitriddel passziválják. A felső oldalra kb. 100 nm vastag Ti/Cu vezető réteget visznek fel, amely majd a galvanizáláshoz lesz szükséges. A következő lépés a fotoreziszt felvitele, pl. PMMA 25…30 μm vastagságban. Ezután következik a strukturálás, méghozzá az előzőekben ismertetett köztes maszk segítségével, lágy röntgen sugárzás alkalmazásával. A következő lépésben a rezisztet előhívják, majd galvanizálással kb.15…25 μm vastag aranyréteget választanak le, amely azonban az elérni kívánt célnak megfelelően ennél vastagabb is lehet. Ezzel kész a munkamaszk. Megjegyezzük, hogy a berillium hordozó a röntgen sugárzás számára átlátszó.
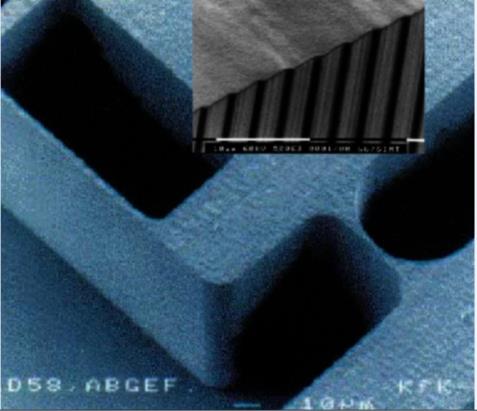
forrás: World of Microsystems
A LIGA technikával elérhető struktúrákra jellemző példát mutat a 4.75. ábra - A röntgensugaras litográfiával elérhető struktúrák éles határvonalakkal és nagyon jó felületi minőséggel rendelkeznek, ahol jól megfigyelhető, hogy a laterális szubmikrométeres méretek mellett akár mm-es (1000 μm-es) mélységi méretű szerkezetek is létrehozhatók. A függőleges falak nagyon simák, a felületi érdesség az 50 nm nagyságrendben van. Ezzel a technológiával polimerekből, fémekből és ötvözeteikből, valamint kerámiából lehet mikromechanikai struktúrákat létrehozni. A LIGA technológiával készült eszközöket szerszámként is lehet használni mikromechanikai műanyag alkatrészek tömeggyártására. Az alkalmazásokra példákat a 6. fejezet - Mikromechanikai aktuátorok és a 7. fejezet - Mikrooptikai eszközök fejezetekben mutatunk be.
4.5. Lézeres mikrotechnológiák
A mikromechanikai technológiák sorában növekvő jelentősége van a lézeres megmunkálásoknak. A lézerfény jól fókuszálható, és emiatt a lézerekkel nagy fajlagos energiasűrűség hozható létre. Jó példa erre a CD, DVD és Blu-ray technika, például a DVD esetében a lézernyalábot kb. 1 μm átmérőre kell fókuszálni. A lézeres megmunkálások 3 csoportba sorolhatók:
az anyagszerkezet módosítása,
anyagleválasztás
anyagfelhordás.
Minden esetben a lézersugárzásnak az anyaggal kölcsönhatásba kell kerülnie, erre a következő eljárásokat használják:
ha a lézert a litográfiai módszerekhez hasonlóan fényforrásként használják, akkor viszonylag nagy átmérőjű homogén párhuzamos nyalábra van szükség, és a lézerfény csak ott lép kölcsönhatásba az anyaggal, ahol azt az anyag felett elhelyezett maszk lehetővé teszi. Ehhez a technológiához (deep UV lithographie) leginkább az excimer-lézerek alkalmasak, amelyek hullámhossza rövidebb, mint a higanygőz lámpáké, emiatt az elérhető felbontás ennél jobb lesz. Ilyen például az ArF - excimer lézer (193 nm hullámhossz) és az F2 - excimer lézer (157 nm). (A higanygőz lámpa jellemző hullámhosszai: 365, 405, 436 nm.) Az excimer lézereket rendszerint impulzus üzemmódban használják.
A lézerfény jó fókuszálhatóságát maszk nélküli, direkt megmunkálásokra is fel lehet használni. Például direkt maszkírásra az elektronsugaras eljárás helyett, mikrohegesztésre, az elektronikai technológiában ellenállások trimmelésére, vagy a mindennapi gyakorlatban az írható CD vagy DVD lemezek kezelésére.
Speciális esetekben kombinálják az előző kettőt, illetve két lézersugárral interferenciát hoznak létre, például a holografikus optikai elemek írásánál. A legegyszerűbb esetben az intenzitás sin2 függvény szerint változik.
Lézeres anyagleválasztás
Ennél a technológiánál a lézer hőhatását használják ki. A megmunkálandó anyagra érkező lézerfény egy része visszaverődik, ez többek között az anyag felületének minőségétől (szórás) és reflexiós tényezőjétől függ. A sugárzás nagyobb része elnyelődik a Lambert-Beer törvény szerint, miközben az energia hővé alakul. A hőhatás képes a kémiai kötések felszakítására, ezáltal az anyagszerkezet megváltoztatására is. Ez azt jelenti, hogy az egyszerű hevítés mellett az anyag megolvadása és elgőzölése is létrejöhet, illetve ezáltal a mikroméretű forrasztás, hegesztés, vágás vagy fúrás is megvalósítható. Ezekre a célokra gyakran a Nd:YAG és az excimer lézereket alkalmazzák.
A Nd:YAG (neodímiummal dotált yttrium-alumínium-gránát) lézerek primér hullámhossza 1064 nm, teljesítményük a kW-os tartományig terjed. A sugárzás átalakításával (frekvencia többszöröző nemlineáris tulajdonságú kristályokkal) ezek a lézerek más hullámhosszakon is képesek működni, a második hullámhossz 532 nm, a harmadik 355 nm. Az impulzushossz a ms-os tartománytól a ps-os tartományig terjed, az impulzus energiája a néhány mJ-tól hozzávetőlegesen a 100 J-ig terjed. A sugárzás minősége nagyon jó, a technológiai paramétereket jól kézben lehet tartani.
Az excimer lézerek tipikusan 20 ns hosszú impulzusokat bocsátanak ki az UV tartományban, 308 nm a XeCl, 248 nm a KrF, 193 nm az ArF, 157 nm az F2 lézernél. Az impulzus energia 20 és 500 mJ között van, és az ismétlődési frekvencia néhány Hz-től kb. 1 kHz-ig terjed. Az excimer lézerek segítségével kémiai kötéseket lehet felszakítani. Ezekkel a lézerekkel bizonyos anyagokat nemcsak megolvasztani, vagy elgőzölni lehet, hanem a kémiai kötések felszakításával atomokat/molekulákat lehet felszabadítani, ami a mikrotechnikában igen éles sarkok kialakítására ad lehetőséget járulékos olvadási zónák és kráterek keletkezése nélkül.
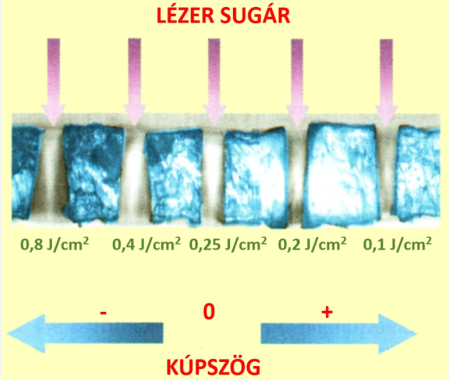
forrás: Brück, Rizvi, Schmidt: Angewandte Mikrotechnik 2001
A lézerrel készített furatoknál a furat kúpossága erősen függ a fajlagos energiasűrűségtől. Ezt a függés mutatja a 4.76. ábra - Lézerrel készített furatok alakjának függése az energiasűrűségtől. Látható, hogy nagy energiasűrűségnél a furat alulról lesz nagyobb átmérőjű, míg a kisebb fajlagos energiasűrűségnél felülről. Van azonban egy olyan középső energiasűrűség tartomány, amelynél a furat elfogadhatóan hengeres lesz. Az ábrán a megmunkált anyag 100 μm vastag PET (polietilén) fólia, a lézernyaláb átmérője a belépő oldalon 50 μm. Az excimer-lézer típusa KrF, hullámhossza 248 nm, és az objektív numerikus apertúrája NA=0,2.
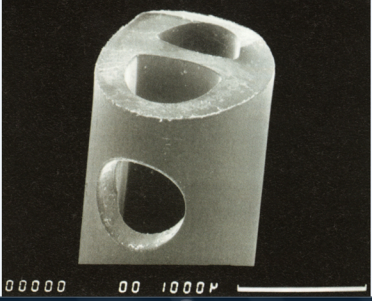
forrás: Brück, Rizvi, Schmidt: Angewandte Mikrotechnik 2001
A (4.77. ábra - Lézerrel készített furat orvosi katéterben) ábrán egy példát mutatunk be excimer lézerrel (KrF) történő megmunkálásra. Az anyag PVC (polivinil-klorid), a felvétel raszter elektronmikroszkóppal történt, és a merőleges irányban, lézerrel és maszkolással készített furat átmérője 500 μm. A bemutatott alkatrész egy orvosi katéter része.
4.6. Mikrotechnikai kötések
A mikrotechnikai kötések feladata a mikrotechnikai alkatrészek összekapcsolásának biztosítása. A kötés lehet pusztán mechanikus, szilárdságtani jellegű, és lehet csupán villamos jellegű. A mechanikus kötéseknek azonban van egy speciális területe, amikor nemcsak az alkatrész helyzetének rögzítése a cél, hanem elsőrendű szemponttá válik a jó hővezetés megvalósítása. Különösen fontos ez a szempont a teljesítmény elektronikai eszközök esetében. A mechanikus kötések egyúttal a villamos kötések funkcióját is el szokták látni. A mikrotechnikai kötések egy része nagyon hasonló a finommechanikában alkalmazott kötésekhez, másik része csak a mikrotechnikai alkalmazásokra kifejlesztett kötésmód.
4.6.1. Forrasztott kötések
A forrasztások olyan közvetett, anyaggal záró, esetlegesen oldható szilárd kötések, amelyeket fémes vagy nemfémes, de felületükön fémmel bevont alkatrészekhez alkalmazunk. A kötés fémes adalékanyag (forraszanyag) segítségével jön létre, felületi ötvöző, adhéziós és diffúziós folyamat következtében. A forrasztott kötéseket elsősorban az elektronikai szereléstechnológia alkalmazza, áramköri lapok szerelésénél. A mikrotechnikában inkább a mikroelektronika az a terület, ahol a forrasztott kötéseket alkalmazzák, a mikromechanikában ez a kötésmód ritkán használatos. A forrasztott kötésre a kemény vagy lágy segédanyag, a forraszanyag jelenléte a jellemző, ez biztosítja a két összekötendő anyag között a kötést.
A forrasztáshoz általában szükséges folyasztószer (flux) alkalmazása is, annak érdekében, hogy a felületi feszültség és ezzel a nedvesítési szög csökkenjen. A folyasztószer alkalmazása azonban a mikromechanikában nehézkes, és nem kívánatos szennyeződéseket okozhat, ez az egyik magyarázata, hogy ezt a technológiát a mikromechanika viszonylag ritkán használja.
4.6.2. Ultrahangos kötések
Az ultrahangos hegesztést elsősorban a mikroelektronika és az elektronikai technológia alkalmazza, de a mikromechanikában is előfordul. A kötés előnyös tulajdonságaihoz tartozik, hogy nem kell külső hőforrást alkalmazni, és folyasztószert sem igényel, ezért a kötés környezete tiszta marad. A technológia lényege, hogy az ultrahang frekvenciás (40…80 kHz) váltakozó áram segítségével legtöbbször magnetostrikciós átalakítóval ugyanilyen frekvenciájú rezgéseket hoznak létre. A hegesztendő felületeket összenyomják, miközben rezgetik, így a felületi érdességi kiemelkedések és az esetleges oxidrétegek roncsolódnak, az anyagok megfolynak, és a nyomás a fémes felületeket egymásba dörzsöli. Ezzel a technológiával a legtöbb fém, sőt félvezető is hegeszthető. Az ultrahangos hegesztés tipikus alkalmazási területe, amikor a szilícium hordozót vagy chip-et a tokozás kivezetéseivel alumínium huzal segítségével kötik össze. Mind a szilícium, mind az alumínium felülete természetes módon oxidálódhat. Ez azonban ennél a technológiánál nem okoz különösebb nehézséget, mert az ultrahangos kötés során ezek az oxidrétegek összetöredeznek, és ennek során létre tud jönni a jó minőségű fém-félvezető kapcsolat.
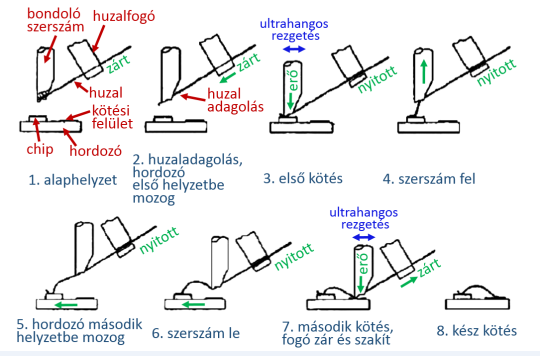
forrás: BME ETT

forrás: BME ETT
Az ultrahangos kötések nagy előnye, hogy a technológia szobahőmérsékleten végezhető. Az ultrahang frekvenciája tipikusan a 60…100 kHz tartományban van, az energia 0,5…1 W, az összenyomó erő 30…40 cN, a kötéshez szükséges idő 5…100 ms.
4.6.3. Termokompressziós kötések
A termokompressziós kötés a mikroelektronika a félvezető technológia egyik jellemző kötésmódja. Jellemzője, hogy idegen (adalék) anyagot nem használ, Ilyen értelemben tehát a hegesztésekhez sorolható. Jellemzően két meghatározott anyag között hozzuk létre: az egyik a szilícium, amelyből a félvezető aktív áramkörök (Si chipek) készülnek, a másik anyag az arany, amelyből a kivezető huzalok készülnek. Az eljárás lényege, hogy a kötés létrehozásához nemcsak külső hőhatást használunk, hanem nagymértékű mechanikai alakváltozást is. Köztudott, hogy az anyagok deformációja a belső súrlódás következtében hő keletkezésével jár. A kötés létrehozása mintegy 180-220 °C-os semleges gáz, vagy nitrogén környezetben történik. A leggyakoribb ú.n. golyós kötés fázisait a 4.80. ábra - A termokompressziós kötés lépései mutatja.
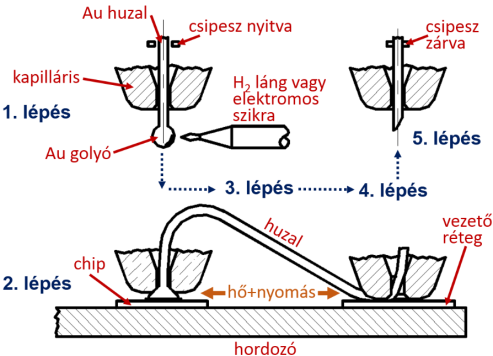
forrás: BME ETT
Az aranyhuzal átmérője tipikusan 25 μm (0,001 coll), amelynek végén először hidrogén szúrólánggal vagy elektromos ívvel egy gömböt hoznak létre. Az arany olvadáspontja 1063 °C, ha a huzal vége megolvad, a felületi feszültség létrehozza a gömböt. Ezután a gömböt a kapillárist tartalmazó szerszámmal, manipulátor segítségével a kontaktálandó felület fölé viszik. A kapillárist leengedve a kis méretek miatt az aranygömb anyagában igen nagymértékű maradó alakváltozás jön létre. A nagy alakváltozás hőfejlődéssel jár, ami az összekötendő felületek hőmérsékletét annyira megnöveli, hogy az érintkezésnél a hőmérséklet a két anyag eutektikumjánál magasabb hőmérsékletre kerül, és így az arany és a szilícium között diffúziós kötés jön létre.
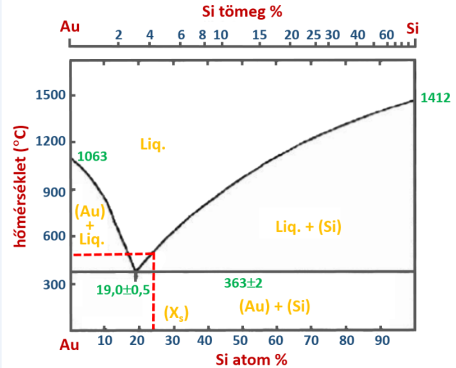
forrás: Wikipédia
Érdemes megnézni a két anyag fázis diagramját (4.81. ábra - Az Au-Si állapotábra), amelyből kitűnik, hogy a szilícium 1412 °C-os és az arany 1063 °C-os olvadási hőmérsékletének ellenére az eutektikum 363 °C-on olvad meg. Ezt használja ki a termokompressziós technológia, amelynek lényege, hogy a környezet hőmérsékletét (ami itt 180-220 °C-os hőmérsékletet jelent) a gyors és nagymértékű alakváltozás lokálisan (csak ott, ahol kell) az összekötendő anyagok közvetlen környezetét az eutektikus hőmérséklet fölé emeli, és ezzel megteremti a lehetőségét az eutektikum kis helyen történő létrejöttének. Mivel a nagyobb hőmérséklet csak lokálisan, a nagymértékű deformáció helyén jön létre, nem károsodik a félvezetőben már kialakított, pn átmeneteket tartalmazó struktúra. Golyós kötés mikroszkópikus képét mutatja a 4.82. ábra - Termokompressziós kötés a mikroelektronikában.
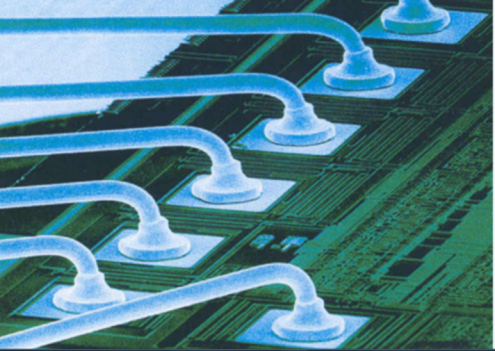
forrás: BME ETT
A golyós kötés mellett elterjedten használják még az ékes kötést, és az eljárást gyakran kombinálják ultrahangos rezgetéssel is.
4.6.4. Termoszonikus kötések
A termoszonikus kötéseknél a termokompressziós és az ultrahangos technológiát kombinálják. Az így kialakított kötés kiváló mechanikai és elektromos tulajdonságokkal rendelkezik. Az ultrahangos energiát hőhatással először 1970-ben Alexander Coucoulas kombinálta, ezzel ötvözve a termokompressziós és ultrahangos kötési módok előnyeit. A hőmérséklet ennél a kötésmódnál alacsonyabb, mint a termokompressziós kötéseknél (125–175 °C), így a hőre érzékenyebb chipek is beköthetők, illetve kevésbé kell tartani a már kialakított struktúra és az egyéb alkatrészek sérülésétől. A kötés időtartama is rövidebb, 10 ms-os nagyságrendű. Az ultrahangos energia segít a felületi szennyeződések, oxid rétegek eltávolításában, a huzal és a kötési felület egymáshoz kötésében. A kötés lépései a következők:
A huzal végét elektromos ív segítségével megolvasztják, és a felületi feszültség a huzal végén gömböt képez.
A huzalt visszahúzzák.
A kapillárist a kontaktálandó felület fölé pozícionálják, majd egy bizonyos erővel összenyomják, mialatt a felület irányában ultrahangfrekvenciával rezgetik. Ezzel létrejön a golyós kötés (ball bond).
A kapilláris a másik kontaktálandó felület fölé mozdul el.
A kapilláris ismét leereszkedik, erő és az ultrahangos rezgetés hatására létrejön a második kötés.
A huzalt megfogóval rögzítik, majd a kapilláris felemelkedik, és elszakítja a huzalt, ezzel létrejön az ékes kötés (tail bond).
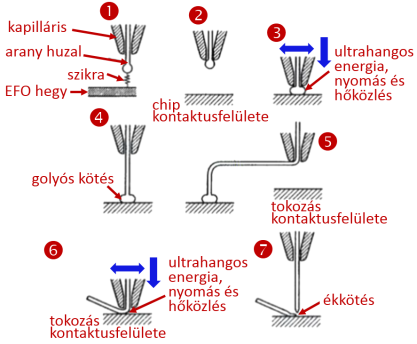
forrás: BME ETT
4.6.5. Anódos kötések
Az anódos kötésekkel (anodic bonding) gyakran találkozunk a mikromechanikában. Ezt a kötésmódot kifejezetten a sík szilíciumfelületek és sík bórszilikát üvegfelületek összekötésére fejlesztették ki.
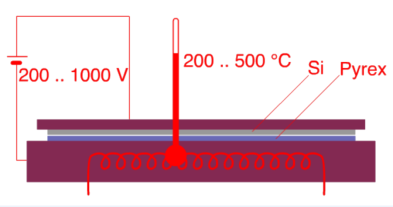
forrás: World of Microsystems
A technológia lényege, hogy 200…1000 V-os egyenfeszültség, 200…500 °C hőmérséklet, és a felületek egyidejű, és bizonyos ideig tartó összenyomásával a szilícium és az üveg között hermetikusan záró kötés jön létre, köszönhetően az anyagok kémiai rokonságának. A jó minőségű kötés feltétele a felületek tisztasága és síkbelisége. Az anódos kötés vázlatát a 4.84. ábra - Az anódos kötés vázlata mutatja.
5. fejezet - Mikromechanikai szenzorok
A szenzortechnika széles palettájából e fejezet keretében csak azokat a szenzorokat tárgyaljuk, amelyek mikromechanikát is tartalmaznak. Végső soron minden mikrotechnikai szenzornak vannak mechanikai méretei, ezért tágabb értelemben szinte minden szenzor mikromechanikai szenzornak is tekinthető, de a szenzorok jelentős része mozgó elemeket is tartalmaz, elsősorban ezeket tárgyalja ez a fejezet.
5.1. Nyomásmérők
A mikromechanikai nyomásmérőket az iparban és az egészségügyben is számos helyen használják. Jelentőségük óriási, ennek alátámasztására az (5.1. ábra - Mikromechanikai orvosi nyomásmérő) ábrán bemutatunk egy orvosi célra készült mikromechanikai nyomásmérő eszközt (Ulrich Mescheder: Mikrosystemtechnik, Teubner, 2000), amelynek külső átmérője mindössze 0,5 mm. Ilyen vagy ehhez hasonló méretekkel rendelkező eszközöket más módszerekkel nem lehet készíteni, csakis a mikrotechnika ad lehetőséget ezekre, az óriási jelentőség éppen ebben van. Az eszköz tulajdonképpen egy kardiovaszkuláris katéter, amelynek segítségével a szív koronária-ereiben fellépő nyomáskülönbséget lehet mérni. Ehhez szükség van egy referencia nyomásra, amelyet a külső környezetből a katéteren keresztül vezetnek be a membrán alatti részbe. A membrán felső részére a vérnyomás hat, és deformálja a membránt, ezzel megnövelve a kondenzátor kapacitását. A nyomásmérő eszköz nyomáskülönbséget mér, a két kapacitív átalakító egymástól 50 mm távolságra helyezkedik el. A nyomás-elmozdulás átalakítás eszköze egy mikromechanikai membrán, amelyet szilíciumból, felületi mikromechanikai eljárásokkal alakítanak ki.
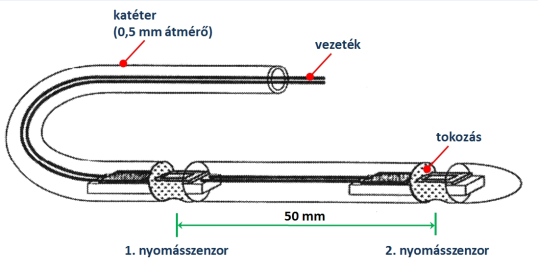
forrás: Mescheder: Mikrosystemtechnik
A membránt kondenzátorként alakítják ki, úgy hogy az egyik fegyverzet maga a membrán, a másik az üveghordozóra felvitt vezető réteg lesz, amelyek egymástól el vannak szigetelve. A síkkondenzátor kapacitása (C) a jól ismert egyenlettel írható le, ahol ε o az abszolút, és ε r
a dielektrikum relatív dielektromos állandója, A a felület, x a fegyverzetek távolsága, amely itt a membrán deformációja miatt változni fog.
|
|

A nyomáskülönbség hatására a membrán deformálódik (Δx) mértékben, aholis ez a deformáció a hely függvénye lesz, a deformáció nyilvánvalóan a membrán középpontjában a legnagyobb. Bevezetve a Δx = w(x) függvényt, a relatív kapacitásváltozásra kapjuk, hogy:
|
|
A relatív kapacitásváltozás tehát arányos lesz a nyomásváltozással, ez képezi a mérés elméleti alapját. A jelátalakító kapacitása a kis méretek miatt szintén igen kicsiny értékű, annak ellenére, hogy a fegyverzetek távolsága (x) is kicsiny, a mikrométer nagyságrendjébe esik. Ilyenkor a feldolgozó elektronikát is olyan közel kell elhelyezni a jelátalakítóhoz, amilyen közel csak lehet. Ezt mutatja az 5.2. ábra - A mikromechanikai orvosi nyomásmérő szerkezete, amelyen látható a mikromechanikai rész, és a mellette lévő mikroelektronikai erősítő, egy monolitikus integrált áramkör. A nyomásmérő egység hordozója egy üveglemez, erre van felszerelve a szilíciumból készült membrán, és az úgyszintén szilíciumból készült erősítő.
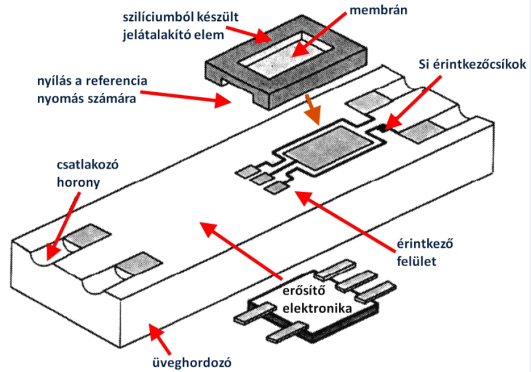
forrás: Mescheder: Mikrosystemtechnik
A mikromechanikai nyomásmérők másik családját alkotják a frekvencia kimenetű nyomásmérők, amelyeknél a nyomást (nyomáskülönbséget) frekvenciaváltozássá alakítjuk át. Ezek működéséhez szintén mikromechanikai módszerekkel kialakított vékony membránra van szükség. A működés lényege, hogy a nyomásmérésre azt a fizikai törvényt használják ki, hogy a membrán sajátfrekvenciája (f) függ a membrán alatti nyomás (a membránra ható nyomáskülönbség) nagyságától.
|
|
A képletben f 0 a membrán sajátfrekvenciája nyomáskülönbség nélkül, K 1 egy, a membrán geometriájától függö konstans, amely a legtöbbször négyzet alakú membránoknál K 1 =1,464, w 0 a membrán nyomáskülönbség hatására bekövetkező deformációja, d a membrán vastagsága. Az összefüggésből látható, hogy a sajátfrekvencia változása nem lesz lineáris kapcsolatban a nyomáskülönbséggel. A kapcsolatot egy kivitelezett nyomásmérőnél az 5.3. ábra - Nyomás-frekvencia diagram mutatja. Az is megfigyelhető, hogy kis nyomásváltozásoknál a frekvencia változása akár lineárisnak is tekinthető.
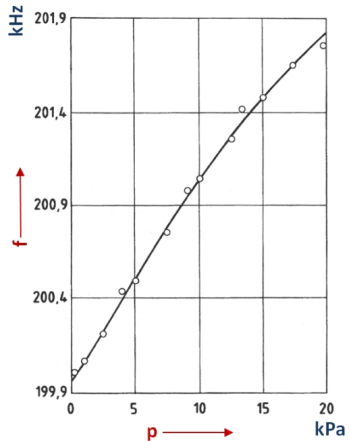
forrás: Mescheder: Mikrosystemtechnik
A frekvencia kimenetű nyomásmérési elv előnye közé tartozik, hogy itt nincs szükség kis kapacitásváltozások mérésére, elhagyható a szenzoroknál oly gyakori analóg elektronika, a jel digitális formában, frekvenciaként áll rendelkezésre, ebből következően zavarokra kevéssé érzékeny. A membrán sajátfrekvenciáját legcélszerűbb piezoelektromos elven meghatározni. A membránra piezoelektromos tulajdonsággal rendelkező réteget (például ZnO, 5.4. ábra - Frekvencia kimenetű nyomásmérő szenzor vázlatos metszete) visznek fel. A rezonanciába hozás (gerjesztés) az inverz piezoelektromos effektus segítségével történik, míg az érzékelésnél a direkt piezoelektromos effektust használjuk fel. Pozitív visszacsatolást alkalmazva a membránt rezgésben lehet tartani, a rezgés amplitúdójának állandó értékűre szabályozása mellett.
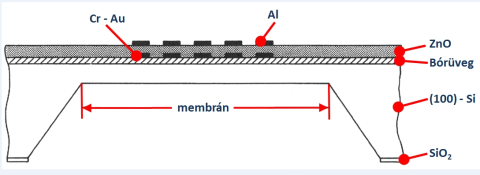
forrás: Mescheder: Mikrosystemtechnik
A nyomásmérők egyik legtipikusabb felhasználási területe az autóipar. Példaként felsorolunk néhány autóipari alkalmazást:
szívótér nyomás,
töltőnyomás,
környezeti légnyomás,
olajnyomás
tüzelőanyagtartály nyomás,
befecskendező nyomás (benzin 100 bar, dízel 1800 bar),
hengerekben mérhető nyomás (100 bar)
guminyomás (5 bar)
hidraulika rendszer nyomása (200 bar),
főfékhenger nyomása (200 bar).
Példaképpen bemutatunk egy mikromechanikai eljárásokkal készült barométer modult (Intersema, MS 5534), azaz légnyomásmérő eszközt. A modult a kis méretek, az alacsony ár, és a nagyfokú pontosság jellemzi. Az eszköz abszolút nyomást mér, ezért magasságmérőként is használható a -1000 m-től +9000 m-ig terjedő magassági tartományokban. Csekély energiafelhasználása miatt alkalmas kültéri hordozható készülékekben való alkalmazásra. A mikromechanikai eszköz kerámia lapra van szerelve, alul és felülnézetét az 5.5. ábra - Mikromechanikai barometrikus modul képe mutatja.
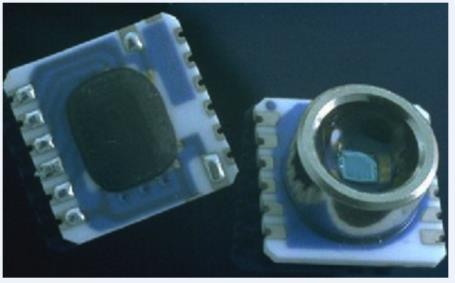
forrás: Intersema
A modul vázlatos kapcsolási rajzát (blokkdiagramját) az 5.6. ábra - Mikromechanikai barometrikus modul áramköreinek tömbvázlata mutatja. Az eszköz legfontosabb eleme egy szilíciumból készített mikromechanikai membrán, amelyre nyúlásmérő ellenállásokat (piezorezisztorokat) integrálnak. Ezek Wheatstone-hídba vannak kapcsolva (teljes hidas kapcsolás), a híd tápfeszültsége 3V-os, 32 kHz-es négyszögjel. Többek között ennek is köszönhető az alacsony disszipáció, amely mindössze 1,3 μW. A teljesítmény felvételnek már csak azért is kicsinek kell lennie, hogy a nyomásmérő modul telepes készülékeknél is alkalmazható legyen. A híd kimenő jele erősítés után analóg-digitális átalakítóra, majd onnan a digitális interfészre (mikrokontrollerre) kerül. A kimeneti jel 3 vezetékes soros rendszeren keresztül (DIN, DOUT, SCLK) kerül további felhasználásra. Tekintettel arra, hogy abszolút nyomásmérő eszközről van szó, a mikromechanikai rendszert kalibrálni kell. Tekintettel arra, hogy a gyártási tűrések miatt tökéletes pontosságot biztosítani nem lehet, meg nem is gazdaságos, ezért az egyes példányokra vonatkozó kalibrálási konstansokat EPROM-ban tárolják. A magasságmérő feloldása 3 μbar, amely 3 cm magasságváltozásnak felel meg.
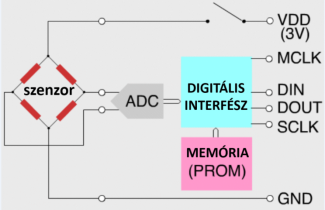
forrás: Intersema + mib
A szilícium membrán 1x1 mm-es méretű, és 10 μm vastagságú. Az abszolút mérés érdekében a membrán alatti légmentesen lezárt térben vákuum van (5.7. ábra - A mikromechanikai nyomásmérő membrán alatti részében vákuum van).
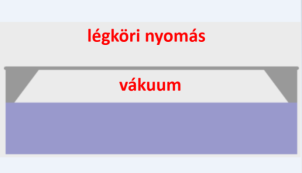
forrás: Intersema + mib
Működés közben az atmoszférikus nyomás deformálja a membránt: 1 m magasságkülönbség 0,1 mbar nyomáskülönbséget, ez pedig 150 nm membrán deformációt okoz (5.8. ábra - A mikromechanikai nyomásmérő membránjának deformációja). Ezt kell megmérni. Szenzorként a membrán anyagából kialakított ellenállásokat (piezorezisztorokat) alkalmazunk, lásd 5.9. ábra - A membrán alakváltozásának mérése.
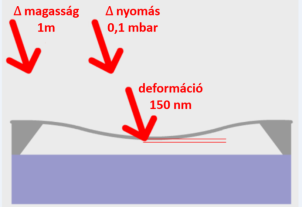
forrás: Intersema + mib
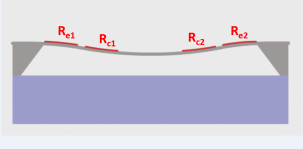
forrás: Intersema + mib
A mikromechanikai rendszer előállításához a kiinduló alapanyag 4 coll (kb. 10 cm) átmérőjű, 390 μm vastag monokristályos szilícium szelet (5.10. ábra - A szilícium szelet a megmunkált mikromechanikai struktúrákkal).
A gyártási folyamat a következő fontosabb lépésekből áll:
epitaxiális növesztés 10 μm vastagságban (ebből lesz később a membrán),
fotolitográfia (és a foszfor diffúzió után, az adalékolt területek kialakítására),
bór implantáció a piezorezisztorok létrehozására,
alumínium réteggőzölés a vezetékezés létrehozására,
PECVD (plazmával segített kémiai rétegképzés) szilícium-nitrid réteg létrehozására, amely a passziválást, a kialakított struktúra védelmét szolgálja.
forrás: Intersema + mib
Az 5.11. ábra - A piezorezisztorok létrehozása azt mutatja, hogy bór diffúzióval majd bór implantációval hozzák létre a piezorezisztorokat a szilícium felületén. Erre azért van szükség, mert a piezorezisztorokat egymástól el kell szigetelni. Az elszigetelés úgy történik, hogy a szilíciumban pn átmenetet hozunk létre, azaz tulajdonképpen diódákat készítünk, amelyeket záróirányba fogunk előfeszíteni. Ezzel az előfeszítéssel létrehozott kiürített réteg fogja egymástól és a membrántól elszigetelni a piezorezisztorokat.

forrás: Intersema + mib
A piezorezisztorokhoz szükséges vezetékezést fotolitográfiával, alumínium réteg felgőzölésével oldják meg (5.12. ábra - A vezetékezés megoldása alumínium gőzőléssel).
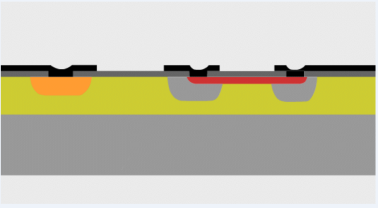
forrás: Intersema + mib
Az (5.13. ábra - A struktúra levédése szilíciumnitrid réteggel) ábrán látható, hogy passziválás céljából a struktúrát szilícium-nitrid réteggel célszerű bevonni, azonban a kivezetések (kontaktálás) számára bizonyos helyeket szabadon kell hagyni.
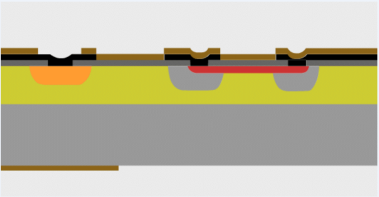
forrás: Intersema + mib
Ezután következik az eddig elkészített struktúra levédése, és a másik oldalról a membrán kialakítása nedves kémiai anizotróp marással, kálium-hidroxid segítségével. A marási folyamatot ±1,5 μm pontossággal le kell állítani, hogy a membrán vastagsága, és ezzel a szenzor kívánt érzékenysége az előírt értékű legyen (5.14. ábra - A mikromechanikai membrán kialakítása anizotróp marással).
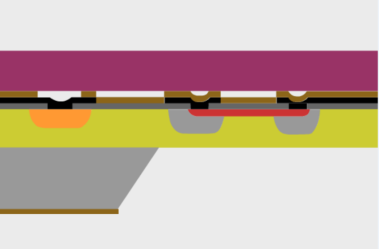
forrás: Intersema + mib
Ezután következik a membrán alatti tér hermetikus lezárása bórszilikát üveglemezzel (5.15. ábra - A membrán alatti tér lezárása). A technológia neve: anódos kötés. A technológiát vázlatosan a 4. fejezet - Jellegzetes mikromechanikai technológiák fejezetben ismertetjük.
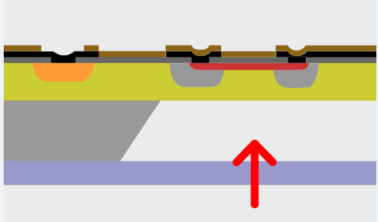
forrás: Intersema + mib
Az anódos kötés után következik a tesztelés, tehát annak ellenőrzése, hogy az ellenállások értéke tűrésen belül van-e. A tesztelés rugalmas mérőtűk segítségével történik (5.16. ábra - Az áramköri elemek ellenőrzése mérőtűkkel). A 4 collos hordozón egyszerre kb. 1000 db érzékelő készül. Az utolsó műveletek egyike a darabolás, amelyet gyémánt vágótárcsával végeznek (5.17. ábra - A szilícium szelet darabolása gyémánttárcsával). A tárcsa fordulatszáma néhány ezer/perc, az előtolás kb. 1 cm/s. A vágási szélesség 50-200 μm. Egy ilyen vágási felületet mutat az 5.18. ábra - A gyémánttárcsával vágott felület.
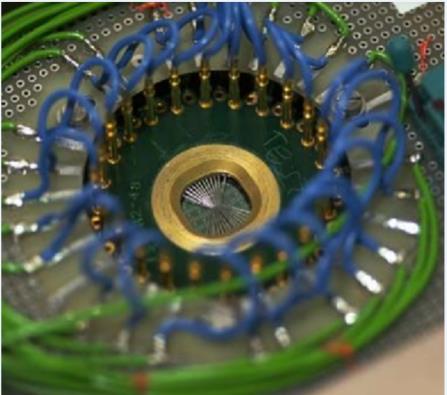
forrás: Intersema + mib
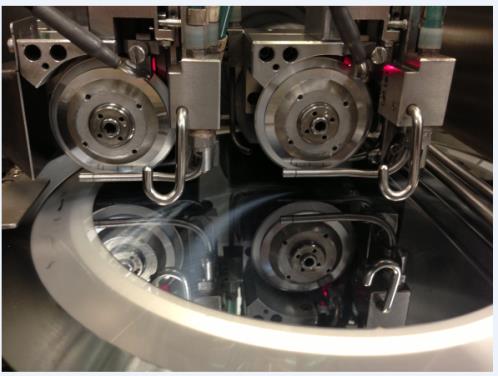
forrás: World of Microsystems
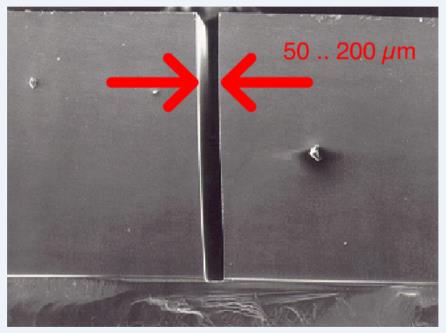
forrás: World of Microsystems
A barometrikus modul kerámia hordozóra van szerelve. A hordozó egyik oldalán helyezik el a mikroelektronikai áramköröket, amelyek szintén monokristályos szilícium lapkán készülnek (5.19. ábra - A mikromechanikai nyomásmérő áramkörei kerámia hordozóra vannak szerelve). A másik oldalon helyezkedik el a mikromechanikai rész, amelyet polimerből készült sapka véd (5.20. ábra - A mikromechanikai részt védőkupak védi). A sapkát speciális gélszerű anyaggal töltik ki, elsősorban a környezeti hatások elleni védelem céljából (5.21. ábra - A védőkupakot gélszerű anyaggal töltik ki).
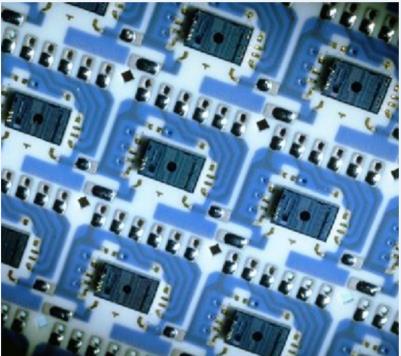
forrás: Intersema + mib
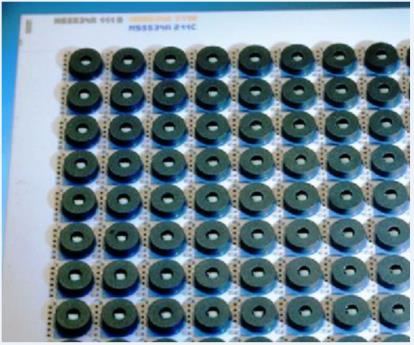
forrás: Intersema + mib

forrás: Intersema + mib
Ezután következik a kerámia hordozó darabolása. Ekkor a barometrikus modul már fizikailag készen van, de a műveletek közül még hiányzik a kalibrálás. Ez nagyméretű szekrényszerű készülékben történik (5.22. ábra - A mikromechanikai nyomásmérő kalibrálása), amelyben létrehozzák a szükséges hőmérséklet és nyomás értékeket. Az egyedi karakterisztikák illesztése két nyomásértéken történik, az egyes modulokra vonatkozó egyedi konstansok értékét a modul EPROM-jába (Erasable Programable Read Only Memory) beégetik. A modul feloldása 0,01 %, ami a szenzortechnikában nagyon jó értéknek számít.

forrás: Intersema + mib
A kész modult, és tulajdonságait az 5.23. ábra - A kész mikromechanikai nyomásmérő mutatja. Mérete 9x9x3,9 mm, fogyasztása 3 V- os tápfeszültségnél 5 μA, tehát 15 μW.

forrás: Intersema + mib
A barometrikus modul legfontosabb alkalmazási területei: külső környezetben alkalmazott hordozható eszközök, a sárkányrepülésben, siklóernyőzésben, gépkocsi és kerékpár komputerekben, mindenütt, ahol magasságmérésre szükség van (5.24. ábra - A mikromechanikai nyomásmérő néhány alkalmazása).

forrás: World of Microsystems
A mai korszerű barometrikus nyomásmérőre az (5.25. ábra - Barometrikus mikromechanikai nyomásmérő modul (BMP 280)) ábrán mutatjuk be a Bosch cég BMP 280 típusú nyomásmérőjét. Ez szintén egy abszolút nyomást mérő szenzor, amelyet kifejezetten mobil alkalmazásokra fejlesztettek ki, például mobil telefonokba, GPS (Global Positionig System) berendezésekbe és órákba. A mérés itt is a piezorezisztivitáson alapul. Jól megfigyelhető a méretek csökkentésére és a korszerű áramköri szereléstechnológiára (SMT, Surface Mounting Technology) való törekvés.
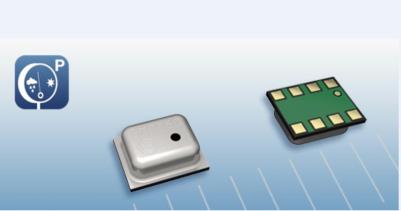
forrás: Bosch
Mint azt a fentiekben már korábban említettük, az autóiparban elég sok helyen merül fel a nyomásmérés igénye. Ennek bemutatására az (5.26. ábra - A belsőégésű motorok szívócsövében alkalmazott mikromechanikai nyomásmérő) ábrán egy autóiparban alkalmazott mikromechanikai nyomásmérő (7) látható, amelyet a belsőégésű motorok szívócsövére (3) szerelnek. A nyomásmérő NTC hőmérséklet érzékelőt is (1) tartalmaz, amely itt (még) nem mikromechanikai kivitelű.
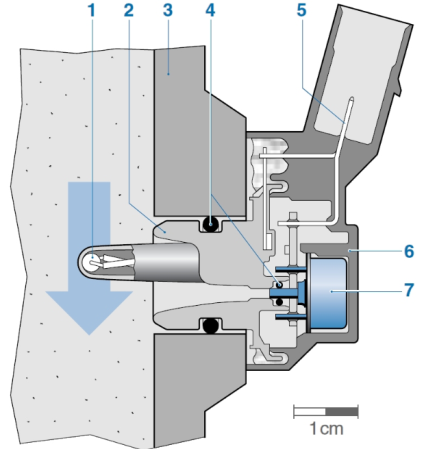
forrás: Bosch
A következő (5.27. ábra - A mikromechanikai nyomásmérő vázlatos metszete) ábrán látható a mikromechanikai nyomásmérő vázlatos keresztmetszete. A tokozás szabványos IC fémtok (TO-8), amely hermetikusan záró fém-űveg átvezetőkkel van ellátva. A tok belsejében vákuum van, úgyhogy a tokozásnak is hermetikusan zárónak kell lennie. A vákuum alkalmazásával a szenzor abszolút nyomás mérésére alkalmas. A szenzor lényege egy monokristályos szilícium lapkából mikromechanikai eljárásokkal kialakított membrán, amelyet egy üvegből készült tartóra erősítenek fel.
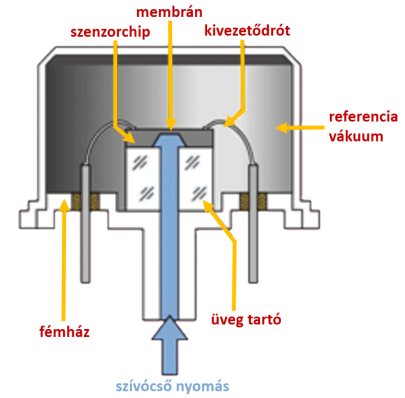
forrás: Bosch
A szilícium membránra szintén mikromechanikai eljárásokkal 4 piezorezisztor van integrálva (más szavakkal magából a membrán anyagából alakítják ki a piezorezisztorokat, 5.28. ábra - A mikromechanikai nyomásmérő referencia vákuummal a struktúra oldalon). Az ábrán a 2 szilícium lapból kialakított 1 membránt a p nyomás deformálja. A lapka felett vákuum van, ez biztosítja az abszolút mérés lehetőségét. A piezorezisztorok a lapka felső részén helyezkednek el, ezért mondható, hogy a vákuum a struktúra oldalon van. A négy piezorezisztort teljes hidas kapcsolásban működtetjük.
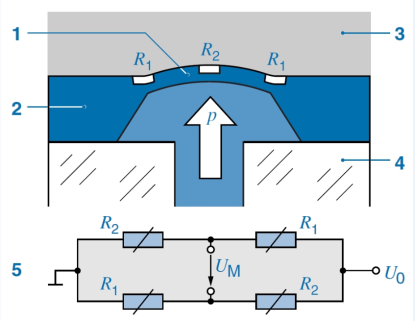
forrás: Bosch
Ugyanazon a lapkán, amelyen a membránt és a piezorezisztorokat kialakítottuk, a nyúlásmérő hidat tápláló és feldolgozó mikroelektronikai áramkör is elhelyezhető, mint ahogyan azt az 5.29. ábra - A mikromechanikai nyomásmérő tokozás előtt, részleteiben az 5.30. ábra - A mikromechanikai nyomásmérő szilícium lapkájának képe középen a membránnal, és a széleken a mikroelektronikai áramkörökkel mutatja. Összehasonlításképpen az ábrán egy gyufaszál is látható.
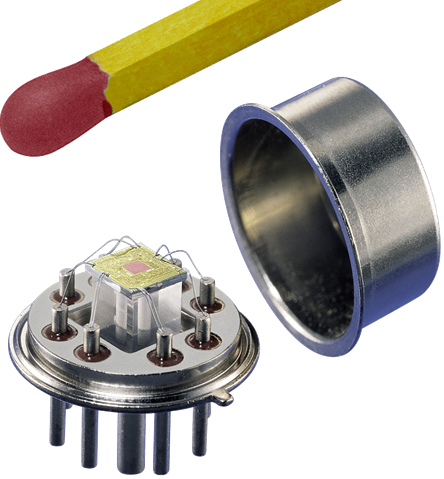
forrás: Bosch
Azt a technikát, amikor a mikromechanikai szenzort és a mikroelektronikai áramkört egy szilíciumlapkán alakítják ki, egychipes technológiának nevezik, szemben a kétchipes technológiával, amikor is a mechanika és az elektronika külön szilícium lapkán készül el, azaz szét van választva egymástól.
Végül az autóipar üzemi körülményeihez igazodva az (5.31. ábra - A tokozott szívócső nyomás és hőmérséklet mérő szenzor) ábrán látható a mikromechanikai szívócső nyomás (és hőmérséklet) szenzor viszonylag robusztus tokozása, a csepegő víz ellen védett csatlakozásokkal.
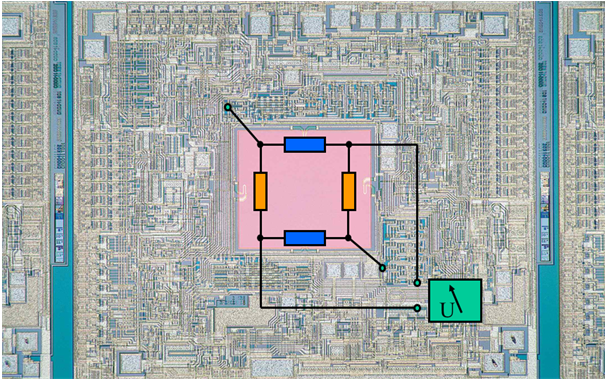
forrás: Bosch

forrás: Bosch
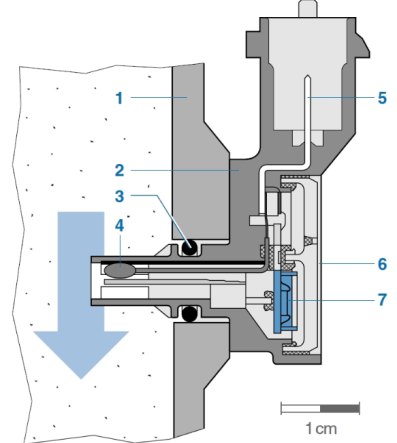
forrás: Bosch
Az 5.32. ábra - Szívócső nyomás és hőmérséklet mérő szenzor a membrán alatt kialakított referencia vákuummal szintén egy szívócső nyomásmérőt, de az előzőnél kedvezőbb konstrukciót mutat. A különbség abban van, hogy itt a referencia vákuum nem a tokozáson belül, hanem közvetlenül a membrán alatti részben van elhelyezve, ami a szilícium-üveg közötti anódos kötéssel sokkal megbízhatóbban készíthető el. Az ábrán (1) a szívócső, (2) a tokozott nyomás és hőmérséklet mérő szenzor, (3) a tömítés, (4) a hőmérsékletet mérő NTC ellenállás, (5) a csatlakozás kivezetései, (6) a fedél, (7) a mikromechanikai nyomásmérő a referencia vákuummal. Az alapelvet az 5.33. ábra - Mikromechanikai nyomásmérő a membrán alatt létrehozott referencia vákuummal mutatja. Látható, hogy a szilíciumból készült membrán (6) alatti tér (5) üveglappal (3) van lezárva. A struktúrát a környezeti behatások ellen gélszerű anyag (1) védi.
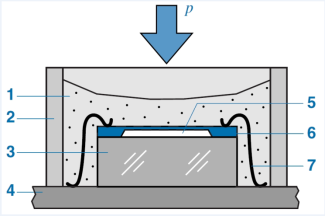
forrás: Bosch
A mikromechanikai nyomásmérők jelentős szerepet játszanak az orvostechnikában is. Ezekkel az eszközökkel olyan lehetőségek nyílnak meg, amelyek a hagyományos finommechanikai módszerekkel megvalósíthatatlanok voltak. Példaképpen az (5.34. ábra - Nagy felbontású és ultraminiatűr nyomásmérő szenzorok egy pénzérmén) ábrán bemutatunk egy nagyfelbontású, érzékeny kapacitív nyomásmérő modult, valamint az (5.35. ábra - Katéterbe építhető, rádiófrekvenciás adóval ellátott nyomásmérő szenzor) ábrán egy katéterbe elhelyezhető ultraminiatűr nyomásmérőt.
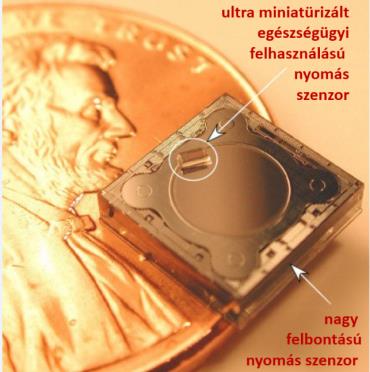
forrás: ISSYS

forrás: ISSYS
A gépjármű technikában nagyobb nyomások mérése is szükséges. Például a benzinmotorok befecskendező nyomásának (max. 200 bar), a dízelmotorok Common Rail rendszerének (max. 2000 bar), a fék és hidraulika rendszerek nyomásának (max. 350 bar) ellenőrzése is szükséges. Ezek az ú. n. nagynyomású szenzorok, amelyek konstrukciója hasonlatos a mikromechanikai nyomásmérők konstrukciójához (5.36. ábra - Nagynyomású szenzor vázlatos metszete). A különbség abban van, hogy itt a membránt nem szilíciumból, hanem acélból készítik, és értelemszerűen nem is mikromechanikai technológiákkal. A mérésre szolgáló nyúlásmérő ellenállásokat viszont gőzöléssel viszik fel a membránra. A feldolgozó elektronika a membrán felett, magában a jelátalakítóban helyezkedik el.
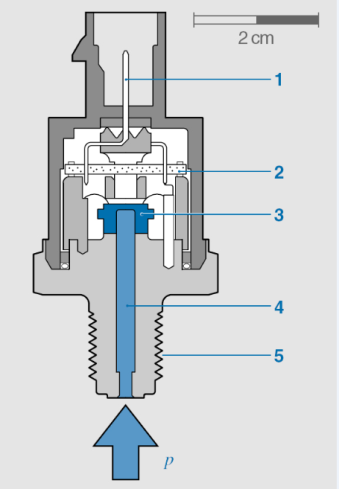
forrás: Bosch
5.2. Gyorsulásmérők
A nyomásszenzorok mellett a mikromechanikai szenzorok másik nagy csoportját a gyorsulás mérő szenzorok alkotják. Ezeknek a szenzoroknak a nagy többségét a járműipar használja, mégpedig a következő rendszereknél:
benzinmotorok kopogásszabályozása,
járműgyorsulások meghatározása a blokkolásgátló (ABS) vagy a stabilitási (ESP) rendszerek számára,
légzsák és övfeszítő biztonsági rendszerek működtetésére ütközéskor,
karosszériagyorsulások kiértékelésére a felfüggesztési rendszerek szabályozásához.
A gyorsulásszenzoroknál a mérési tartományt a nehézségi gyorsulásra szokás vonatkoztatni, ennek mértékegysége a g (g= 9,81 m/s2), de használják ennek ezredrészét is, ez a mg (nem tévesztendő össze a milligrammal).
A különböző feladatoknál használatos méréstartományokat az 5.1. táblázat - A gépjárművekben alkalmazott gyorsulásmérők mérési tartománya mutatja.
|
alkalmazás |
mérési tartomány (gyorsulás) |
|---|---|
|
kopogás-szabályozás |
40 g |
|
utasvédelem: – légzsák, biztonsági öv – oldal- és frontális ütközés érzékelése – borulás érzékelés |
35...100 g 100...400 g 3...7 g |
|
ESP, HHC, ABS |
0.8...1,8 g |
|
futómű szabályozás (rugózás): – felépítés – tengelyek, csillapítás |
1 g 10…20 g |
|
gépkocsi riasztás |
1 g |
|
forrás: Bosch | |
A gyorsulásszenzorok elméleti alapjait a következőkben foglaljuk össze.
A mérési elvek közül a leggyakoribb a Newton 2. törvénye alapján működő elv, amelynek jellemzője a „szeizmikus tömeg”, amelyre érvényes az
|
|

összefüggés, és a szenzor az m tömegre ható F erőt méri. Az erőmérést vagy útmérésre, vagy mechanikai feszültség mérésére vezetjük vissza (lásd később). Állandó gyorsulásnál a gyorsulási erő az x kitérésű és c rugóállandójú rugó ellenerejével van egyensúlyban.
|
|

A rendszer mérési érzékenysége (S, sensitivity):
|
|

Nagy érzékenységet tehát nagy szeizmikus tömeggel, és kis rugómerevséggel lehet elérni.
Változó gyorsulásnál, azaz dinamikus esetben (ez a gyakoribb eset) a gyorsulásszenzor működését legegyszerűbben állandó együtthatós másodrendű differenciálegyenlettel lehet leírni.
|
|

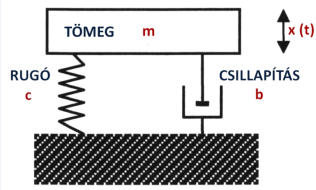
forrás: Mescheder: Mikrosystemtechnik
A szeizmikus tömeg (m) és a rugóállandó (c) adja meg a rendszer csillapítás nélküli ω 0 sajátfrekvenciáját, amelyet a rendszer csillapítási tényezője kismértékben csökkent ugyan, azonban ez a csökkenés nem jelentős mértékű.
|
|

Fontos megérteni, hogy egy szenzor érzékenysége és sajátfrekvenciája szoros összefüggésben van egymással.
|
|

Az egyenlet azt fejezi ki, hogy sajátfrekvencia növelése csak az érzékenység rovására lehetséges, tehát például kétszer nagyobb sajátfrekvencia eléréséhez negyedakkora érzékenység csökkenés tartozik. Másodrendű rendszereknél a rendszer dinamikus működését az energiatárolókon kívül a csillapítási tényező is befolyásolja. Ennek azonban nem az abszolút értéke, hanem a rendszer többi jellemzőihez viszonyított aránya határozza meg. Ez a csillapítási szám, amelynek nincs dimenziója:
|
|

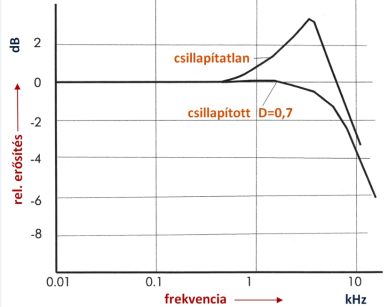
forrás: Mescheder: Mikrosystemtechnik
Az (5.38. ábra - Másodrendű rendszerek amplitúdó diagramja a frekvencia függvényében) ábrán látható a másodrendű rendszerekre vonatkozó jól ismert Bode-diagram az amplitúdóra és a fázisra vonatkozóan. Látható, hogy változó frekvenciák esetén a D=0,7 körüli csillapítási szám adja a legnagyobb amplitúdó sávszélességet, emiatt a szenzorok konstrukciójánál törekedni kell a kívánatos csillapítási szám megtartására.
Mérési elvként (5.39. ábra - A gyorsulásmérőknél alkalmazott mérési elvek: a.): elmozdulás mérés, b.): erőmérés) vagy a kitéréses, vagy a kompenzációs (erőkompenzációs) elvet választják. Előző esetben az F erő hatására bekövetkező rugalmas alakváltozás nagyságát mérjük, a másodikban szabályzókört használunk, és nem engedünk meg elmozdulást. Ekkor a visszacsatolt erővel kapcsolatos jellemzőt, például egy elektromágnes áramát mérjük, és feltételezzük, hogy ez arányos lesz a mérendő gyorsulással.
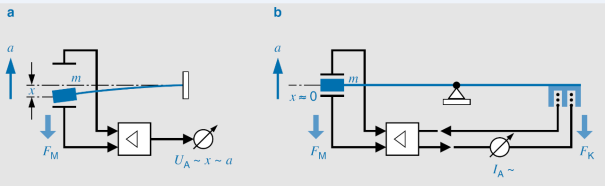
forrás: Bosch
Az ilyen (elmozdulás mérésre, illetve erőmérésre kifejlesztett szenzorok a rezonancia frekvencia (jó közelítéssel a sajátfrekvencia) alatt kielégítő arányosságot mutatnak a mérési érték és a kitérés között. A kitérések villamos jellé alakítására az (5.2. táblázat - A mikromechanikai gyorsulásmérőknél alkalmazott mérési elvek) táblázatban foglalt mérési eljárásokat használják.
|
a szenzor |
elv |
műszaki vonatkozások |
alkalmazási példák |
|---|---|---|---|
|
piezorezisztív |
rugó-tömeg rendszerben a gyorsulás által létrejött megnyúlás detektálása ellenállás változással |
szilícium-tömbi mikromechanika, vékonyréteg rendszerek |
labor alkalmazások, korábban ütközési szenzorok is |
|
piezoelektromos |
töltés szétválasztás kristályban erő hatására (rugó-tömeg rendszer) |
kerámia anyagok, PZT, kvarc, PVDF |
kopogási szenzorok, korábban ütközési szenzorok is |
|
kapacitív |
rugó-tömeg rendszer kiolvasása síkkondenzátoros kapacitásméréssel |
szilícium tömbi mikromechanika, felületi mikromechanika |
fedett felülettel gépjárművekben |
|
termikus |
melegített gáztömeg laterális elmozdulása és a fűtési zóna aszimmetriájának detektálása |
tömbi mikromechanika |
borulás érzékelés |
|
forrás: Bosch | |||
A mikromechanikai gyorsulásmérőknél olyan konstrukciós kialakításokat használnak, amelyek jól illeszkednek a mikromechanikai technológiákhoz. Néhány szokásos megoldást mutat az 5.40. ábra - Példák mikromechanikai gyorsulásmérők szeizmikus tömegének kialakítására. Megjegyezzük, hogy a modellezéskor ezek a kialakítások nem írhatók le koncentrált paraméterekkel, megfelelő közelítést csak osztott paraméteres modellezéssel lehet elérni.
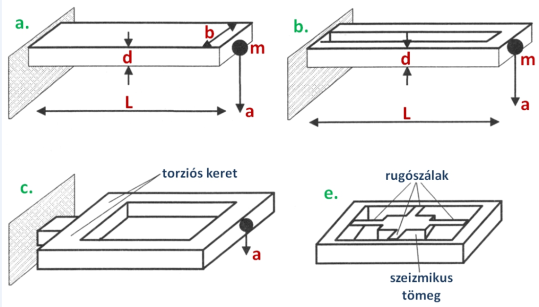
forrás: Mescheder: Mikrosystemtechnik
Példaképpen bemutatunk egy kapacitív mérési elven alapuló, tömbi mikromechanikai eljárással készülő gyorsulásmérőt (MS6100), illetve annak gyártástechnológiáját. A gyorsulásmérő két egységből áll, egy mikromechanikai, és egy mikroelektronikai egységből, és mindkettő szilíciumból készül. A hordozó kerámia lapka, a tokozás egy szabványos 12 lábú IC tok. A tokozás előtti állapotot mutatja az 5.41. ábra - Tömbi mikromechanikai technológiákkal kialakított gyorsulásmérő tokozás előtti képe, ahol a baloldalon látható a mikroelektronikai rész, jobboldalon a mikromechanikai rész.
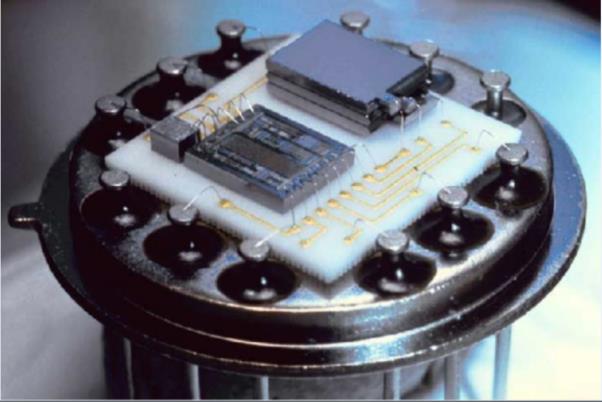
forrás: CSEM SA
A gyorsulásmérőket több méréshatárral gyártják (2, 10 és 25 g), a lökésállóságuk 6000 g. Jellemző rájuk a kis áramfelvétel és a nagy precizitás. a következő, (5.42. ábra - A gyorsulásmérő mikroelektronikai és mikromechanikai egysége) ábrán jól látható a kerámia hordozóra szerelt két egység, és a 25 μm átmérőjű aranyhuzalokkal létesített villamos kötések.
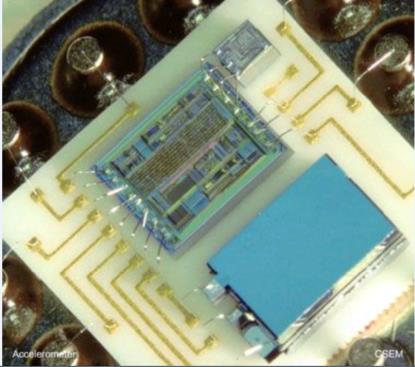
forrás: CSEM SA
A mikromechanikai rész három monokristályos szilícium hordozóból áll (5.43. ábra - A gyorsulásmérő vázlatos keresztmetszete). A középsőből kerül kialakításra a szeizmikus tömeg a felfüggesztő rugóval. Erre a középső elemre SiO2 rétegeket kell felvinni, mert a mérés differenciál-kapacitív elven történik, és az elektródákat egymástól el kell szigetelni. Az így kialakított kondenzátorok fegyverzetei között 2 μm távolság van.
forrás: CSEM SA
Az így kialakított kondenzátorok kapacitása kb. 20 pF. A függőleges irányú gyorsulás hatására bekövetkező deformáció (a szeizmikus tömeg elmozdulása) hatására az egyik kapacitás növekedni, a másik csökkenni fog (5.44. ábra - A gyorsulásmérőben kialakított síkkondenzátorok).
forrás: CSEM SA
A mikromechanikai részben kialakított kondenzátorokat két másik, passzív kondenzátorral Wheatstone-híddá egészítik ki (félhidas mérés, 5.45. ábra - A gyorsulásmérő mérő és jelfeldolgozó áramkörei), és ennek kimenő jele kerül további feldolgozásra a mikroelektronikai részben.
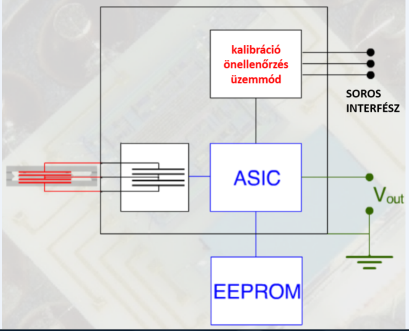
forrás: CSEM SA
A szenzor legfontosabb része a középső, 4” átmérőjű és 380 μm vastag szilíciumszeletből kialakított, rugalmasan felfüggesztett szeizmikus tömeg. A technológia főbb lépéseit a műveletet illusztráló ábrák segítségével mutatjuk be.

forrás: CSEM SA
Az első lépés az oxidálás, méghozzá több lépésben: 2 μm szükséges a túlzottan nagy gyorsulásnál fellépő felütközésnél a rövidzár megakadályozására, de az alsó-felső fegyverzet távolságának biztosítására ennél sokkal vastagabb rétegekre is szükség van (5.46. ábra - A különböző vastagságú oxidrétegek kialakítása). Ezeket a feladatokat fotolitográfiás strukturálással oldják meg.
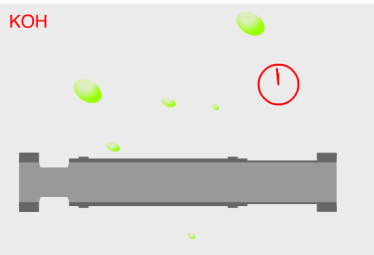
forrás: CSEM SA
Következő lépésként LPCVD (low pressure chemical vapor deposition) eljárással szilíciumnitrid (Si3N4) réteget választanak le. Fotolitográfiával kiválasztják azokat a területeket, ahonnan a szilíciumnitrid réteget el kell távolítani reaktív ionos (reactiv ion etching, RIE) marással. Ezután kezdődhet a nedves kémiai anizotróp marás (wet anisotrope etching, 5.47. ábra - A nedves anizotróp marás elindítása), káliumhidroxid (KOH) segítségével. Ezt azonban egy bizonyos idő után meg kell szakítani.
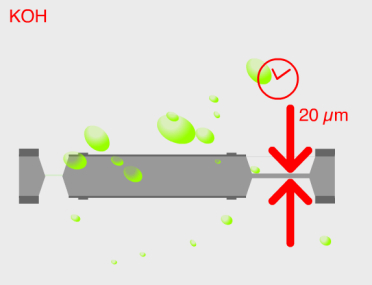
forrás: CSEM SA
Ismét strukturálás következik, a rugalmas elem feletti védőréteg eltávolítása, majd a marási folyamat folytatása egészen addig, míg a laprugó vastagsága el nem éri a 20 μm vastagságot, ahogyan az az (5.48. ábra - A nedves anizotróp marási folyamat befejezése) ábrán is látható.

forrás: CSEM SA
Ezután anódos kötéssel a középső szilícium szelethez hozzákötik az alsó és felső szilícium szeletet (5.49. ábra - A felső és az alsó fegyverzetet alkotó szilíciumszelet hozzákötése a középső szelethez). Ezzel tulajdonképpen a mikromechanikai rész már elkészült.
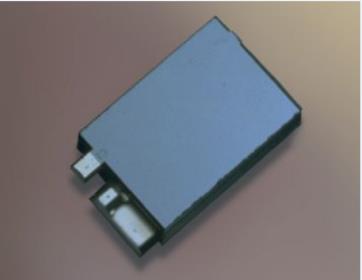
forrás: CSEM SA
Következő műveletként a kivezetéseket alumínium (Al) gőzöléssel vonják be (5.50. ábra - A kész mikromechanikai gyorsulásmérő), majd ezután következik a darabolás.
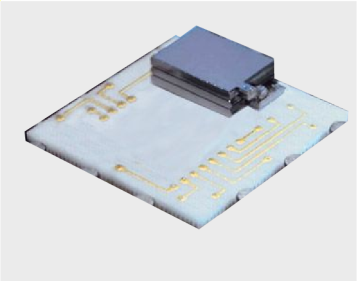
forrás: CSEM SA
A gyorsulásmérőt a huzalozást már tartalmazó kerámia lapkára ragasztják (5.51. ábra - A gyorsulásmérő felragasztása a kerámia hordozóra), majd emellé hozzáerősítik a jelfeldolgozó áramkört, és a kalibrálási konstansokat tartalmazó EEPROM (Erasable Electrically Programable Read Only Memory) áramköröket is. A kivezetések 25 μm átmérőjű aranyhuzalból készülnek, a tokozás előtti állapotot mutatja a már korábban bemutatott 5.41. ábra - Tömbi mikromechanikai technológiákkal kialakított gyorsulásmérő tokozás előtti képe.
A mikromechanikai eljárásokat abból a szempontból két nagy csoportba szokás sorolni, hogy az eszközök előállításánál a laterális, síkbeli méretekhez képest mekkorák a mélységi méretek. Ha a mélységi méretek relatíve kicsinyek a laterális méretekhez viszonyítva (néhány μm-től néhányszor 10 μm-ig terjednek), felületi mikromechanikáról beszélünk (surface microachining). Amennyiben a mélységi méretek nagyobbak, ezek általában más technológiai lépéseket igényelnek, és ilyenkor tömbi mikromechanikáról beszélünk (bulk micromachining). A felületi mikromechanika technológiája általában kevesebb ráfordítást igényel, és így olcsóbb, mint a tömbi mikromechanikai eljárások. A gyorsulásmérőknél mind a felületi, mind a tömbi mikromechanikai technológiákat használják.
A gépjármű technikában a gyorsulásmérő szenzorok egyik tipikus alkalmazási területe az utas biztonságot szolgáló légzsákok vezérlésére szolgáló szenzorok területe. Ezeket ma felületi mikromechanikai technológiákkal készítik. Egy jellemző kialakítást mutat az 5.52. ábra - Légzsák vezérléshez kifejlesztett gyorsulásmérő.
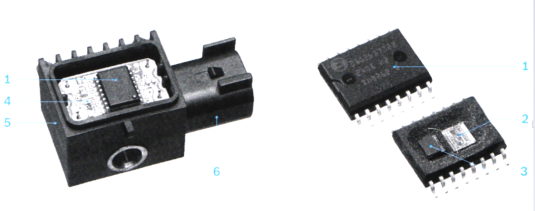
forrás: Bosch
A külső ház (5) robusztus és viszonylag nagy, ebben helyezkedik el a (4) áramköri szerelőlap, amely az 1 gyorsulásmérő modult tartalmazza szabványos SOIC 16 (Small Outline IC) tokozásban. Ezen belül található a felületi mikromechanikával készült (3) gyorsulásmérő szenzor, és a mellé szerelt kiértékelő áramköröket tartalmazó (2) chip. A szenzor természetesen itt is tartalmaz egy rugalmasan felfüggesztett szeizmikus tömeget, amely a gyorsulás (lassulás) hatására elmozdul. Az elmozdulást kapacitív úton mérik, fésűszerűen kialakított fegyverzetekkel, amelyeket a következő ábrákon mutatunk be. A szenzort a gépjármű oldalsó részébe, (oldallégzsák) és a lökhárító közelében szerelik fel, ahonnan kábelek segítségével fogják vezérelni az értékhatárt túllépő lassulások esetében a légzsákokat, pontosabban a légzsákok pirotechnikai töltetét vezérlő elektronikus áramköröket.
Egy ilyen felületi mikromechanikai eljárásokkal készült gyorsulásmérő működési elvét mutatja az 5.53. ábra - A felületi mikromechanikával készült gyorsulásmérő működési elve. A baloldali ábrán nincs gyorsulás, a szeizmikus tömeg nyugalomban van, a C 1 és C 2 kapacitások egyenlők. Vízszintes gyorsulás esetén a rugalmas felfüggesztés következtében a szeizmikus tömeg elmozdul, C 1 kapacitás kisebb, C 2 kapacitás nagyobb lesz, a kapacitív híd egyensúlya felborul. Ennek megmérése a jelfeldolgozó áramkör feladata lesz.
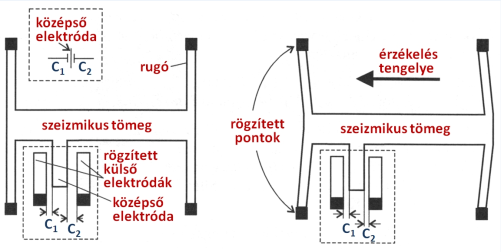
forrás: Mescheder: Mikrosystemtechnik
A valóságos mikromechanikai struktúra axonometrikus rajzát az 5.54. ábra - Felületi mikromechanikával készült egytengelyes gyorsulásmérő axonometrikus rajza mutatja. Az eszköz lényeges eleme az (1) rugóztatott szeizmikus tömeg a mozgó elektródákkal. A felfüggesztés a (2) rugók segítségével történik. A rögzített elektródák (3), és (6) adják a másik két kondenzátor fegyverzetet az Al-vezetőpályák (4) segítségével. A kivezetések (bond-pads) céljára az (5) felületek (pads) állnak rendelkezésre, a (7) SiO2 réteg a szigetelést szolgálja.
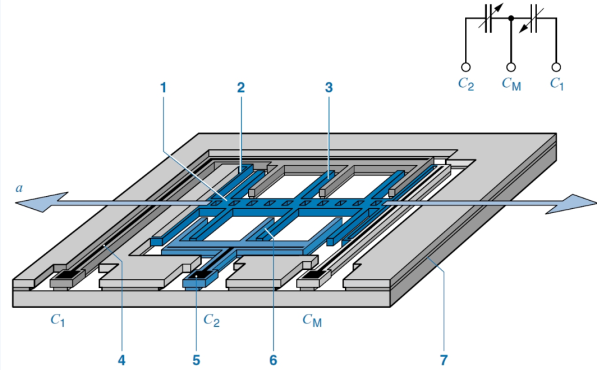
forrás: Bosch
Az ilyen elven készült gyorsulásmérők mérési tartománya 50-100 g, alsó határfrekvenciájuk akár 0 Hz is lehet (a gravitációs gyorsulást a kapacitív mérési elvnek köszönhetően nyugalmi helyzetben is kimutatják), a felső határfrekvencia a több kHz-es tartományban van. A mikromechanikai szerkezet élhossza 100-500 µm. A gyorsulásmérők kapacitása hozzávetőlegesen 1 pF. Ez igen kis érték, amely miatt a mérő-feldolgozó áramkört a szenzorhoz minél közelebb kell elhelyezni. A gyorsulásmérők gyakran egychipes kivitelűek (one chip design), tehát a kapacitív mérőhidat és jelfeldolgozó áramkört is ugyanazon a Si kristályon alakítják ki, ahol a mikromechanikai szerkezet is van. Az áramkör kompenzációt és öntesztelési lehetőséget is szokott tartalmazni. Elektrosztatikus gerjesztéssel megvizsgálható, hogy a rendszer lengőképes-e, amellyel a szenzor biztonsága és megbízhatósága jelentősen emelhető. Az előbbi mikromechanikai szerkezet elektronmikroszkópos képét az 5.55. ábra - A gyorsulásmérő mikroszkópos képe mutatja. Jól látható, hogy a laterális, (síkbeli) méretek sokkal nagyobbak, mint a mélységi méretek, ezért ez egy tipikus felületi mikromechanikai struktúra. Az ábrán (1) a szeizmikus tömeget, (2) a felfüggesztő rugót, és (3) a rögzített elektródákat mutatja.
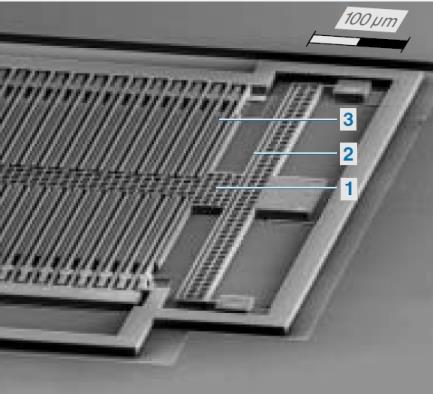
forrás: Bosch
Az előbbi ábra kinagyított részletét, a fésűs elektródákat jól láthatóan mutatja az 5.56. ábra - A kinagyított fésűs elektródák.
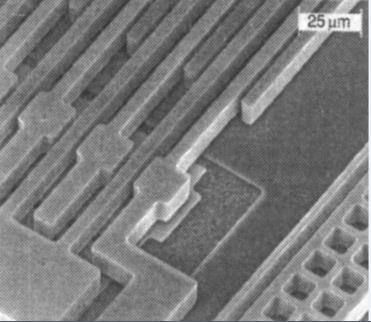
forrás: Mescheder: Mikrosystemtechnik
Ezek a gyorsulásmérők természetesen csak egy irányban mérnek, kifejezett műszertechnikai feltétel, hogy a keresztirányú érzékenység minél kisebb legyen.
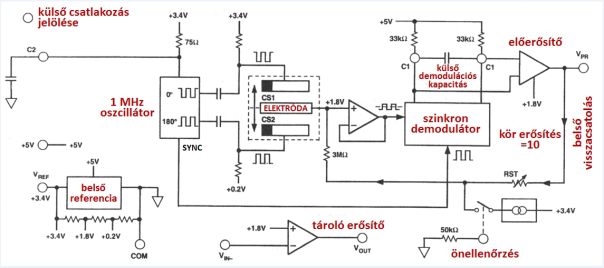
forrás: Mescheder: Mikrosystemtechnik
A gyorsulásmérő feldolgozó áramköreit vázlatosan az 5.57. ábra - A gyorsulásmérő feldolgozó áramkörei mutatja. Ezek közül a működéshez legfontosabb az 1 MHz-es oszcillátor, amelynek ellenfázisban érkező jelei az álló elektródákra (fegyverzetekre) kerülnek. A mozgó elektródán megjelenő jelet az impedancia illesztő áramkör után egy szinkron demodulátorra vezetik, ahol a jel amplitúdóján kívül annak az oszcillátorhoz viszonyított fázisát is figyelni kell. Ezután egy erősítőfokozat következik, a kimenet analóg feszültség.
A légzsákok elektronikáját vezérlő gyorsulásmérőket is nagyon robusztus tokozással látják el, érthető okokból, hiszen ezeknek az ütközéskor is helyesen kell működniük. Egy oldallégzsákhoz kifejlesztett mikromechanikai gyorsulásmérő képét mutatja az 5.58. ábra - Oldal légzsákok vezérlésére kifejlesztett gyorsulásmérő képe.
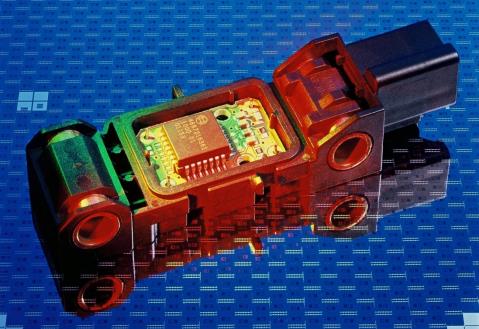
forrás: Bosch
Az (5.59. ábra - A Bosch PAS 2 gyorsulásmérőjének képe tokozás előtt) ábrán a Bosch korai, PAS 2 (100g) típusú gyorsulás szenzorát mutatja, tokozás előtt. Látható, hogy a fém tokban kerámia hordozón helyezkednek el a mikromechanikai és a mikroelektronikai chipek, sőt itt még az SMD (Surface Mounting Device) kondenzátorok is, a chipek mikrohuzalokkal csatlakoznak a hordozón kialakított vezetékekhez. A kész modulra egy fém sapkát illesztenek, amelyet a széleken körbe vagy ellenállás, vagy elektronsugaras hegesztéssel zárnak le.
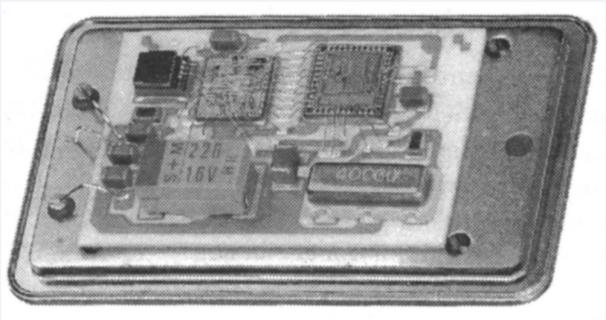
forrás: Bosch
A jelenlegi (2010-es évek eleje) technológiai szintet a Bosch SMB363 gyorsulásmérője képviseli, amelynek képe az (5.60. ábra - A Bosch SMB363 gyorsulásmérőinek képe) ábrán látható.
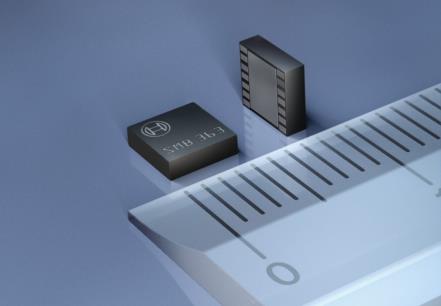
forrás: Bosch
Ez a gyorsulásmérő három egymásra merőleges tengely mentén méri a gyorsulást, így lehetőség van a gravitációs gyorsulás abszolút értékének és a szenzorhoz viszonyított irányának meghatározására is. Az eszköz két chipet tartalmaz: egy mikromechanikai szenzoregységet, és egy feldolgozó elektronikus egységet. A mérés elve: differenciális kapacitív mérőhíd. A gyorsulásmérő három független analóg kimenettel rendelkezik. A méréstartomány ± 2g, az érzékenység mind a három tengelyre S= V DD /5/1g, azaz 1 g gyorsulásra a tápfeszültség ötödrésze. A tipikus tápfeszültség V DD = 2,5 V. Megjegyezzük, hogy az előzőekben a g nem grammot, hanem a gravitációs gyorsulást jelenti, az mg ennek ezredrészét, a μg a nehézségi gyorsulás milliomodrészét jelenti. Mivel a gyorsulás vektoros mennyiség, fontos műszertechnikai követelmény, hogy az egyes tengelyek mentén mérő gyorsulásmérők a tengelyekre merőleges irányú gyorsulásokra érzéketlenek (vagy legalábbis elhanyagolható mértékben érzékenyek) legyenek. Ez a fogalom a keresztirányú érzékenység, amely ennél a gyorsulásmérőnél ± 0,2 % a végkitérésre vonatkoztatva. Ha egy eszköznek nagy a keresztirányú érzékenysége, lehetetlen pontosan meghatározni egy ismeretlen térbeli gyorsulás irányát, ami a robottechnikában sokszor nagyon hátrányos lenne. A gyorsulásmérő teljes öntesztelési lehetőséggel rendelkezik, ez a funkció a hagyományos gyorsulásmérőknél nem létezett. Zérus gyorsulásnál a kimeneti feszültség a tápfeszültség fele, amely működés közben a gyorsulás előjelétől függően csökken, vagy nő. Az áramfelvétel rendkívül kicsi, normál üzemben 0,2 mA, készenléti (standby) üzemmódban 1 μA. A készenléti üzemmódból a szenzor 1 ms alatt képes normál üzemmódba átkapcsolni. A gyorsulásmérő sávszélessége kb. 1 kHz, tokozása megfelel a legkorszerűbb felületszerelési technológiának (QFN package, quad flat no lead), a mérete 4x4x1,2 mm. A felhasználó számára az is fontos, hogy a szenzort nem kell utólag kalibrálni, a kimenet gyárilag kalibrálva van. A működési hőmérséklettartomány -40 °C-tól + 65 °C-ig terjed, a zérus gyorsuláshoz tartozó hőmérsékleti drift ± 2 mg/°K. Az eszköz nonlinearitása a végkitérésre vonatkoztatva ± 0,5%, ami a szenzortechnikában igen jó értéknek számít. A gyártás a szilícium felületi mikrotechnológián alapul, a gyártott darabszám több, mint 100 millió. Összegezve: a bemutatott gyorsulásmérőt nagymértékű integrációs fok jellemzi, párosulva a kiváló műszaki jellemzőkkel, ezekkel is jól példázva a MEMS-ek előnyös (más módon el nem érhető) tulajdonságait.
A legújabb fejlesztésű 3 tengelyes gyorsulásmérő családot Bosch BMA 250, 255, 280, 355 típusok, különböző (2 g, 4g, 8g és 16 g) méréshatárokkal, és digitális kimenettel, 10-14 bites feloldással az 5.61. ábra - A Bosch BMA típusú gyorsulásmérőinek képe mutatja. A méretekre jellemző, hogy például a BMA 280 mindössze 2x2x0,95 mm méretű. A gyorsulásmérőket mobil telefonokba és egyéb kereskedelmi elektronikus berendezésekbe ajánlják. A mikromechanikai gyorsulásmérők mérési elve: kapacitív.
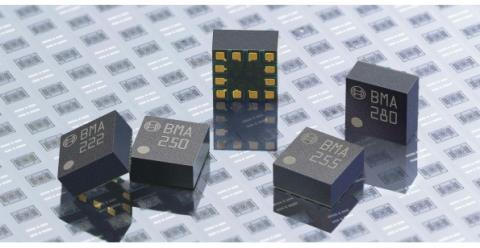
forrás: Bosch
Gyorsulásmérő szenzorokat piezoelektromos működési elven is lehet készíteni, sőt, régebben a gyorsulásmérőket szinte kizárólag ezen az elven készítették. A piezoelektromos effektust használó eszközök általános tulajdonsága, hogy mivel működésük a töltés-szétválasztás elvén alapul, a keletkezett töltések előbb-utóbb elfogynak, emiatt alsó határfrekvenciájuk soha nem lehet zérus. A másik fontos tulajdonság, hogy a nagy piezoelektromos effektust mutató anyagoknál a környezeti hatások befolyása (hőmérséklet, légnedvesség) meglehetősen erős. Viszont azoknál az anyagoknál, amelyeknél a piezoelektromos állandó értéke kicsi, a környezeti hatások (például a hőmérséklet) befolyása is kicsi. Ilyen anyag például a monokristályos kvarc, és ezért készül kvarcból a legtöbb piezoelektromos szenzor. Aktuátorokban viszont inkább a pontatlanabb, környezeti változásokra érzékenyebb, de nagy effektust mutató kerámia anyagokat használják fel.
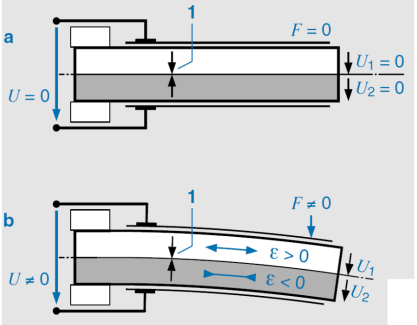
forrás: Bosch
A mikrotechnikában alkalmazott mérési elvet az 5.62. ábra - A piezoelektromos mérési elv mutatja. A szenzor lényege két polaritás helyesen összeragasztott, és egy oldalon befogott piezo elem, amelyet a fellépő gyorsulás hatására fellépő F erő hajlításra kényszerít. A szeizmikus tömeg itt maga a piezo elem. A mechanikai feszültség hatására töltésszétválasztás történik, amelyből villamos feszültséget is (áramot is) könnyű előállítani. A feszültség a töltéstől és a piezo elem saját kapacitásától függ, a jól ismert q=C·U összefüggés alapján. A C kapacitás elsősorban a piezo elem saját kapacitását jelenti, azonban ehhez még hozzá kell számolni a járulékos (feldolgozó áramkör bemeneti kapacitása, kábelkapacitás, stb.) kapacitásokat is. Fontos megjegyezni, hogy a piezo átalakítók áramkörileg kapacitív forrással, illetve az aktuátorok kapacitív terheléssel modellezhetők, mert a piezo anyagok szigetelők, amelyeknek dielektromos állandójuk van, a töltéseket pedig fém fegyverzetek gyűjtik össze, amelyeknek felülete van, tehát akarva-akaratlanul a piezo tulajdonság mellett kondenzátort is alkotnak.
A piezoelektromos elven működő szenzorok mérésére két lehetőség kínálkozik (5.63. ábra - A piezoelektromos szenzorok jelfeldolgozása. a: elektrométer erősítő, b: töltéserősítő). Az egyik a nagyon nagy bemeneti ellenállással rendelkező ú. n. elektrométer erősítő. Ezek bemeneti ellenállása 1016 Ω (100 teraohm) körül van. A nagy bemeneti ellenállás azért szükséges, hogy a nagy bemeneti ellenállás miatt a bemeneti áram minél kisebb legyen, és minél kisebb mértékben fogyassza el azt a töltésmennyiséget, amely a piezo effektus következtében rendelkezésre áll. Más szavakkal kifejezve: minél nagyobb legyen az áramkör időállandója.
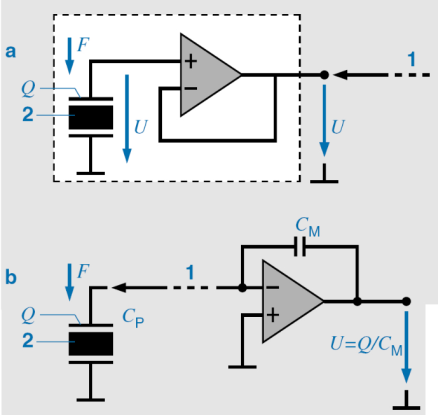
forrás: Bosch
A másik módszer a piezo effektus során keletkezett töltések mérésére a töltéserősítő, amelynek vázlatát a b ábra mutatja. Ennek a mérési módszernek óriási előnye, hogy a műveleti erősítő invertáló bemenetén gyakorlatilag nulla a feszültség, tehát a piezo elem fegyverzetei között nincs feszültség, amely a töltések kiegyenlítésének az irányában hat. Az áramkör helyes működéséhez az kell, hogy a műveleti erősítő bemeneti árama minél kisebb legyen. A kimeneti feszültséget a C M visszacsatoló ágban lévő kondenzátor kapacitása határozza meg. (Az elektrométeres erősítő feszültségerősítése egységnyi.) A piezoelektromos átalakítókkal elvileg sztatikus jeleket nem lehet mérni, ezért az alsó határfrekvencia 1…10 Hz között szokott lenni.
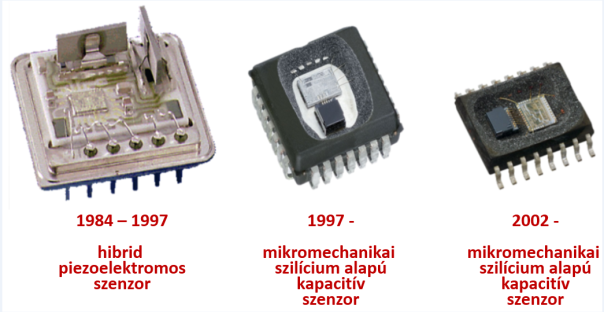
forrás: Bosch
Az (5.64. ábra - A Bosch cég külömböző gyorsulásmérői) ábrán az autóipari gyorsulásmérők tekintetében vezető szerepet játszó Bosch cég különböző generációs gyorsulásmérőit láthatjuk. Az ábra bal oldalán a hibrid szerelésű piezoelektromos gyorsulásmérő látható, amelyet a cég 1984-1997 között gyártott. Középen az 1997-2002 között gyártott, szilícium mikromechanikával készített, kapacitív mérési elvet megvalósító két chip-es gyorsulásmérő látható. Jobb oldalon ennek továbbfejlesztett, 2002-től gyártott változata látható, amely ugyanúgy mikromechanikával készült, és kapacitív mérési elven működik.
Mikromechanikai gyorsulásmérők nyúlásmérő bélyegek alkalmazásával is készíthetők. Ilyenkor a szeizmikus tömeget legtöbbször négy rugalmas elemmel függesztik fel, és a rugalmas elemekre piezorezisztorokat integrálnak, a mikromechanikai kialakítást az 5.65. ábra - Nyúlásmérő bélyegekkel működő gyorsulásmérő, a nyúlásmérő bélyegek felfüggesztésre integrálását az 5.66. ábra - A nyúlásmérő bélyegek kialakítása mutatja.
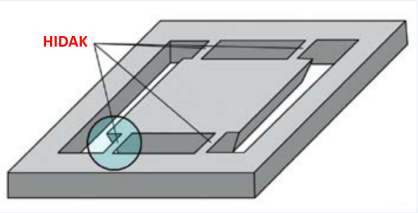
forrás: SensEdu
forrás: SensEdu
A bélyegeknél elsősorban a piezorezisztivitást használják fel, tehát ezekben az esetekben a tenzometrikus hatás gyakorlatilag elhanyagolható lesz. A technológia: tömbi mikromechanika, ezen belül is a legjellemzőbb a Si anizotróp marása. A piezorezisztorok ellenállás változásának mérési elve: a jól ismert Wheatstone-híd, a hozzá tartozó teljes jelfeldolgozó elektronikával (vagy egyenfeszültségű, vagy vivőfrekvenciás mérőerősítő, kalibrálás, esetleg A/D átalakítás).
A gyorsulásmérők egyik fontos alkalmazási területe az autóiparban a passzív biztonságot szolgáló légzsákok vezérlésére szolgáló gyorsulásmérő. A fejlesztésnek itt is több generációja ismeretes, példaként az (5.67. ábra - Oldallégzsák vezérlésére kifejlesztett gyorsulásmérő képe) ábrán egy tokozott gyorsulásmérő képét mutatjuk be.

forrás: Bosch
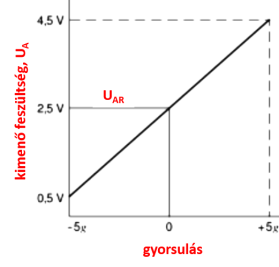
forrás: Bosch
A gyorsulásmérő szenzor névleges mérési tartománya ±5g, tápfeszültsége 5 V, és zérus gyorsulásnál a kimeneti feszültség 2,5 V. Pozitív gyorsulásnál (+5g) a kimeneti feszültség 4,5 V-ra nő, míg ellenkező irányú gyorsulásnál 0,5 V-ra csökken. Ezt láthatjuk az 5.68. ábra - Analóg gyorsulásmérő karakterisztikája a pozitív-negatív gyorsulások függvényében.
A gyorsulásmérők egy újabb generációját képviselik a termodinamikai elven felépített gyorsulásmérők. Az alapelvet az 5.69. ábra - Nyugalmi helyzetben a felmelegített rész szimmetrikusan helyezkedik el mutatja. Ennek lényege, hogy egy szűk térben egy gázbuborékot (1) melegítenek fel, a (2) fűtőtest segítségével. A felmelegített gázbuboréknak lesz egy helytől függő hőmérséklet eloszlása, a hőmérsékletet a szimmetrikusan elhelyezett (3) hőmérséklet érzékelőkkel mérni lehet. Ez az eloszlás abban az esetben szimmetrikus lesz, ha nincs gyorsulás (5.69. ábra - Nyugalmi helyzetben a felmelegített rész szimmetrikusan helyezkedik el, és más ábrázolásban 5.71. ábra - Nyugalmi állapot, amikor a rendszerre nem hat gyorsulás). Ha van laterális gyorsulás, a felmelegített gáz elmozdul, a szimmetria felborul, és a hőmérséklet eloszlása megváltozik (5.70. ábra - Gyorsulás esetén a szimmetria felborul és 5.72. ábra - A szenzorra gyorsulás hat vízszintesen és bal irányból). Ez a változás alkalmasan elhelyezett hőmérséklet érzékelőkkel jól detektálható. A gyorsulásmérő mikromechanikai kivitelű, igen kis méretekről, és igen kis fűtőteljesítményekről van szó.
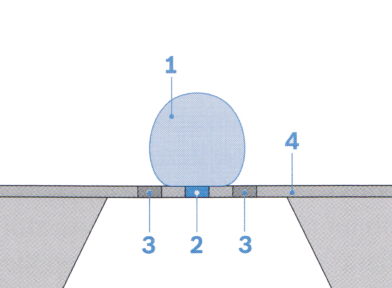
forrás: Bosch
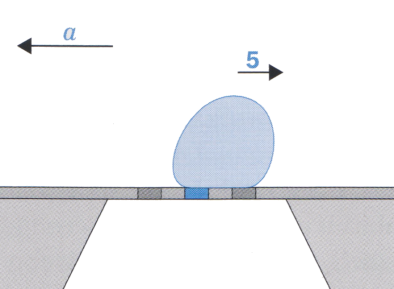
forrás: Bosch
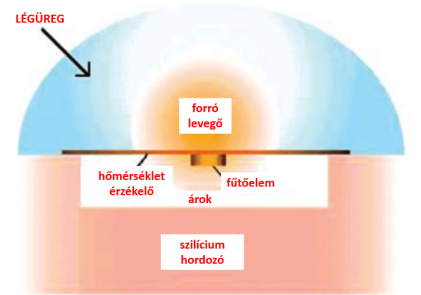
forrás: Memsic
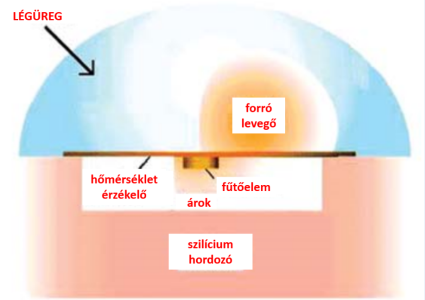
forrás: Memsic
forrás: Memsic
A termikus gyorsulásmérő valóságos kialakítását az 5.73. ábra - A fűtőtest és a hőmérséklet mérő szenzorok mikromechanikai kialakítása mutatja.
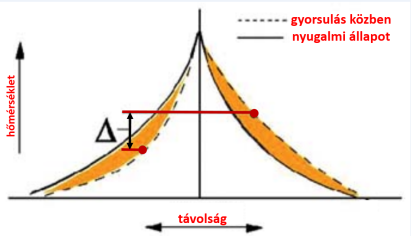
forrás: Memsic
A fűtőelem mellett kettő, vagy kéttengelyű szenzor esetében négy hőmérséklet érzékelő van. Ha a rendszert gyorsulás éri, az egyensúly felborul (ezt mutatja az 5.74. ábra - Gyorsulás esetén a hőmérsékleti eloszlás megváltozik), ennek mértéke pedig arányos lesz a gyorsulással. Az ilyen elven működő szenzorok érzékenysége az 1 mg-os tartományban van, ütésállósága rendkívüli, hozzávetőlegesen 50 000 g, és határfrekvencia 100 Hz körül van.
5.3. Szögsebesség érzékelők
A mikromechanikai szögsebesség érzékelők az 1990-es években jelentek meg a gépjárművek ESP (Electronic Stability Program) programjában. A szenzorok elsődleges feladata a jármű függőleges tengelye körüli szögelfordulásának, illetve szögsebességének érzékelése. A szenzorok érzékelik a jármű normális üzemviszonyok melletti kanyarodását is, de a jármű kisodródását vagy kitörését is. A menetviszonyok ismeretében a rendszer képes eldönteni, hogy normális vagy rendellenes működésről van szó, és ha az utóbbi mellett dönt, az ember helyett beavatkozik olyan gyorsan, és olyan mértékben, hogy a jármű irányíthatósága megmaradjon. Bizonyított tény ugyanis, hogy az intelligens mechatronikai rendszer akkor is képes uralni a jármű viselkedését, amikor arra az ember már nem képes, vagy nincs rá felkészülve. Ez természetesen nem jelenti azt, hogy a fizikai törvényeket meg tudjuk változtatni, a rendszer nem mindenható, de képes elmenni a fizikai törvények adta lehetőségek határáig.

forrás: BME Elektronikus Jármű és Járműirányítási Tudásközpont
A vezetői beavatkozás nélkül, önállóan és automatikusan kormányzó, gyorsító és fékező Smart azt illusztrálja, hogy az intelligens jármű alkalmas sokkal összetettebb feladatok és manőverek megvalósítására, mint az ember. Képes tartósan és biztonságosan két keréken haladni anélkül, hogy a vezető a kormányhoz vagy a gázpedálhoz érne (a vezető nem kormányoz, felteszi mindkét kezét, 5.75. ábra - Az elektronikusan vezérelt jármű tartósan képes két keréken haladni).
Mindez bizonyítja, hogy az intelligens járműrendszerek olyan kritikus helyzetekben is uralni tudják az autót, amikor az már meghaladja a vezető képességeit és gyorsaságát.
A klasszikus gépészeti-finommechanikai megoldás a szöghelyzet változásának érzékelésére a giroszkópnak nevezett eszköz (5.76. ábra - A klasszikus mechanikai giroszkóp elve), amelynek lényege egy jól csapágyazott és gondosan kiegyensúlyozott tömeg, amelyet viszonylag nagy fordulatszámra pörgetnek fel. A pörgettyű meg akarja tartani forgási síkját, amelyet lehetővé is teszünk a pörgettyűt körülvevő szintén jól csapágyazott keretekkel. A kereteket akármilyen irányban elforgathatjuk a térben, a két, egymásra merőleges tengely irányában csapágyazott keretek ezt lehetővé teszik. Közben a pörgettyű megtartja forgási síkját, a keretek elfordulását pedig mérni tudjuk, így a giroszkóp szöghelyzet érzékelésére lesz alkalmas.
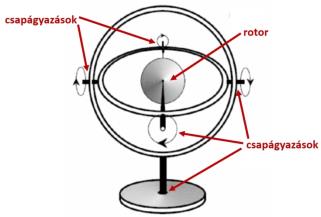
forrás:robotee.com
A giroszkóp tipikus alkalmazási területei: a repülőgépiparban műhorizont, az autóiparban az ESP a robottechikában térbeli szöghelyzet érzékelés, a hadiiparban és az űrkutatásban a rakétatechnika. Látható, hogy a giroszkóp, vagyis a szöghelyzet vagy szögsebesség érzékelése nagyon fontos érzékelési feladat, amelyet azonban ma már nem a klasszikus gépészeti szerkezettel oldanak meg. A mai giroszkópok (microgyrometers) mikromechanikai (és mikroelektronikai) rendszerek, azaz MEMS-ek. A mechanika a szenzortechnikából tehát nem tűnik el, hanem átalakul, más formában jelenik meg. Ma a MEMS-ek nagy részét ugyanolyan tokozásban hozzák forgalomba, mint az IC-ket (Integrated Circuits), sokszor a felhasználó nem is tudja, hogy a beforrasztott tokban nemcsak elektronikus áramkör van, hanem ugyanabban a tokban a mikromechanikai rendszer is megtalálható, sőt, elengedhetetlen (elsődleges) része a teljes szenzornak.
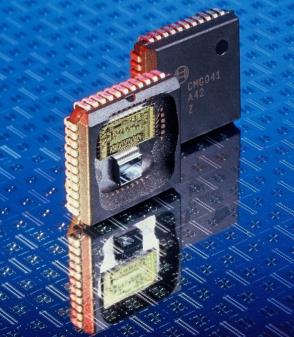
forrás: Bosch
Az 5.77. ábra - Mikromechanikai giroszkóp példaképpen egy mikromechanikai szerkezetet és egy hozzá kifejlesztett mikroelektronikai áramkört tartalmaz egyetlen tokban (két chipes MEMS, Bosch DRS-MM2).
A mikromechanikai giroszkópok (microgyrometers) nagy bonyolultságú mikromechanikai-mikroelektronikai eszközök. Mivel a forgó mozgást a mikromechanikában nehezebb megvalósítani, mint a harmonikus rezgő mozgást, az utóbbit alkalmazzák, már csak azért is, mert a rugalmas rendszereknél veszteségeket csak az anyag belső súrlódása, meg a légsúrlódás okoz, tehát ezeknél kisebb lesz az energiafelhasználás. A mikrogiroszkópokra több konstrukciós megoldást fejlesztettek ki, ezek közül kicsit részletesebben az Analog Devices cég ADXRS 300 típusát mutatjuk be. Az eszközzel 300 °/s szögsebesség változást lehet érzékelni, az érzékenység 5 mV/°/s, a maximális kimenő feszültség 1,5 V. Az eszköz felületi mikromechanikai technológiákkal készül, és a mikromechanikai rész egybe van integrálva a mikroelektronikai résszel (egychipes megoldás). Az eszköz energiafelhasználása, lökésekkel és rázással szembeni ellenállása sokkal nagyobb, mint a hagyományos eszközöké, tömege összehasonlíthatatlanul kisebb. A mérés elve a következő (5.78. ábra - A Coriolis-gyorsulás keletkezése): a mechanikából ismeretes, hogy állandó szögsebességgel (ω) forgó rendszerben, ha sugárirányban (r) kifelé (vagy befelé) haladunk v sebességgel, Coriolis gyorsulás lép fel. (Gaspard G. de Coriolis, 1792-1843, francia matematikus volt, a gyorsulásnak ezt a fajtáját az Ő tiszteletére nevezték el.)
|
|

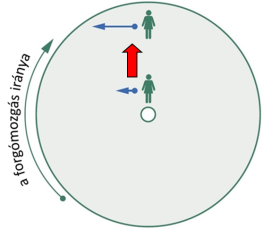
forrás: Analog Devices
Ha a mozgó testnek m tömege van, akkor Newton-törvénye alapján a testre a Coriolis-erő fog hatni.
|
|

Tekintve, hogy a sugárirányban történő mozgás harmonikus rezgő mozgás, a Coriolis-erő is változni fog a mozgás irányától és a sebesség nagyságától függően. Ezt mutatja az 5.79. ábra - A Coriolis-erő keletkezése.
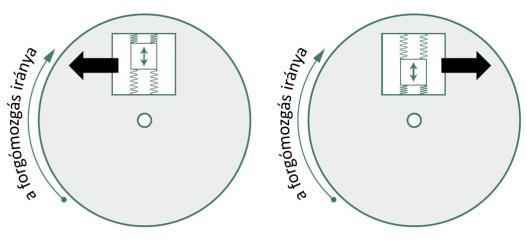
forrás: Analog Devices
Amikor a forgó rendszerben a rezgő tömeg kifelé mozdul, a nyíl irányába mutató Coriolis-erő hat, amikor visszafelé mozdul, az erő iránya éppen ellentétes lesz. Ha nincs forgó mozgás, a szögsebesség nulla, és így a Coriolis-erő zérus lesz. De ha van forgó mozgás, azaz ω ≠ 0, a Coriolis-erő létrejön, és ezek után nincs más feladat, mint ezeknek az erőknek a megmérése. Erre egy rugalmasan felfüggesztett keret szolgál, az (5.80. ábra - A Coriolis-erő mérése) ábrán ezt a felfüggesztést vízszintes rugók jelképezik. A keretet a Coriolis-erők a rezgő mozgás frekvenciájával jobbra-balra mozgatják. Az elmozdulások mérése kapacitív elven történik, mégpedig félhidas differenciál módszerrel, tehát amikor a keret elmozdul, az egyik kapacitás nő, a másik ugyanakkor csökken.
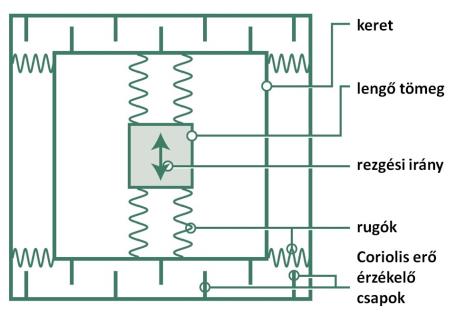
forrás: Analog Devices
Az elmozdulás rendkívül kis mértékű, 0,016 nm, azaz 16 femtométer. Mivel a méretek is kicsik, a kapacitás változások is nagyon kis mértékűek lesznek: a változás 12·10-21 F, azaz 12 zeptofarad. Az elmozdulások és a kapacitás változása is olyan kicsiny, hogy két, egymással ellenfázisban dolgozó mikromechanikai rendszert kell egymás mellé építve használni, továbbá a meghajtó és feldolgozó elektronikának is ugyanarra a szilíciumlapkára kell ráépülnie. Ezzel a technológiával nagymértékben csökkenteni lehet a környezeti változásokból, valamint a rezgésekből és ütésekből származó zavaró hatásokat, mert az itt is alkalmazott hídkapcsolás elvileg kiejti a közös módusú zavarokat. Az eszközzel elért linearitási hiba kisebb, mint 0,1 %.
A mikromechanikai rész valóságos képét az 5.81. ábra - A mikromechanikai szögsebesség érzékelő valóságos képe mutatja.
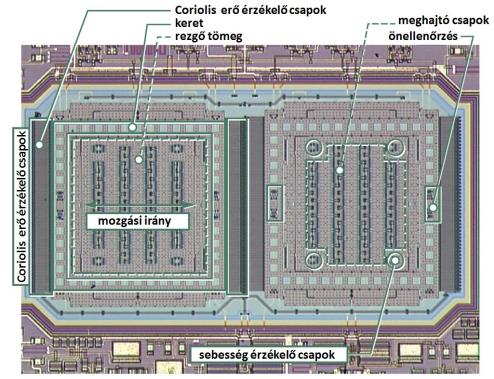
forrás: Analog Devices
A teljes, azaz a mikroelektronikai áramkörökkel kiegészített MEMS képét az 5.82. ábra - Az egychipes szögsebesség mérő képe a mikromechanikai és a mikroelektronikai részekkel mutatja. Megjegyezzük, hogy az ábrán a mikromechanikai rész az előző ábrához képest 90°-kal el van forgatva. Ennél az eszköznél az egychipes megoldást alkalmazzák, tehát itt ugyanazon a szilíciumlapkán helyezkedik el a mikromechanikai és a mikroelektronikai rész, mindkettőre vonatkozóan egymással kompatibilis technológiákkal.
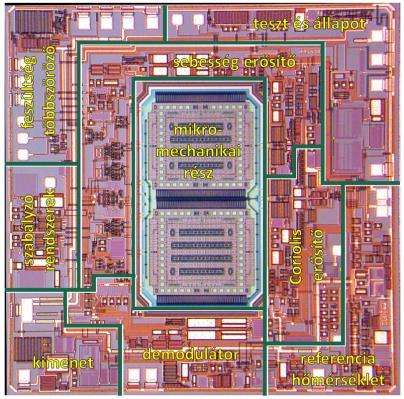
forrás: Analog Devices
A mai giroszkópokat sok helyen alkalmazzák, például a repülőgépiparban, a rakétatechnikában, általánosabban a hadiiparban, de a polgári alkalmazások is jelentősek: a gépkocsi iparban, és más közlekedési eszközöknél is találkozunk a giroszkópokkal. A hadiipari alkalmazásokra példaként álljon itt néhány megnevezés nélküli repülőgép típus (5.83. ábra - Néhány ismert repülőgéptípus a mikromechanikai girométerek alkalmazására).
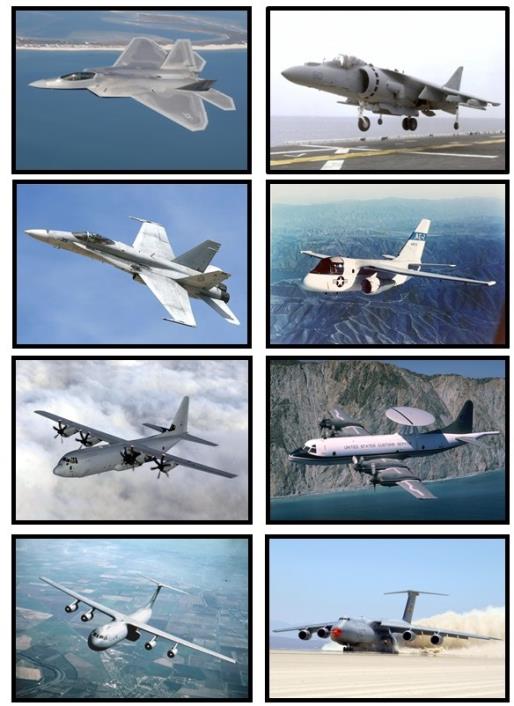
forrás: Systron Donner
A giroszkópok polgári alkalmazására jó példa a Segway-nak nevezett korszerű városi kétkerekű közlekedési eszköz. A jármű az inverz inga elvén működik. Az akkumulátorral (Li-ion) működő jármű kerekeit egymástól függetlenül két elektromotor hajtja. A járműre ráállva giroszkópok stabilizálják a klasszikus mechanika szerint instabil egyensúlyi helyzetet. A működtetés testbeszéddel történik: előredőlve a jármű előre megy, a kanyarodások oldalra döntéssel oldhatók meg. A járműnek nincsen külön fékje, a fékezés a számítógéppel vezérelt hajtómotorokkal történik. Robbantott ábráját az 5.84. ábra - A Segway robbantott ábrája szemlélteti.
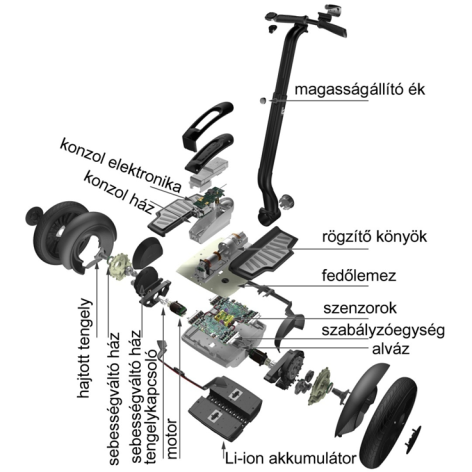
forrás: Segway
A giroszkópos technika legújabban már a játékiparban is megjelent, például a kisméretű helikopterek esetében. Ezek repülési stabilitása, vezérelhetősége, manőverezési képessége meglepően jó a hagyományosabb repülő szerkezetekhez képest, ugyanakkor az áruk nem lényegesen különbözik azoktól, jól illusztrálva ezzel a mikromechanikai szenzorok jelentőségét, és elterjedésének széles lehetőségeit. Egy giroszkópos technológiát alkalmazó játék helikoptert mutat az 5.85. ábra - Mikromechanikai giroszkópot is alkalmazó játék helikopter képe (rotor átmérő 195 mm).

forrás: Conrad
Ha utánagondolunk, a természetben a madaraknál a tájékozódási és egyensúly szerv, vagy nálunk, embereknél a két lábon járást biztosító egyensúly-szervünk évezredek óta megtalálható. A természet által kifejlesztett szervek sem nagyok, ilyen értelemben közelebb állnak a mikromechanikai rendszerekhez, mint a hagyományos gépészethez. Fenti példák is alátámasztják, hogy érdemes a természetet, mint példaképet szem előtt tartani, mert ami ott évmilliók alatt kialakult, az nem fikció (sci-fi), hanem maga a valóság.
A szenzortechnika jelentőségét a gépjárműiparban nem lehet eléggé hangsúlyozni. Példaképpen bemutatjuk az (5.86. ábra - A Német Statisztikai Hivatal kimutatása a balesetek számáról az idő függvényében, melyen jelölték a passzív biztonságot szolgáló rendszerek bevezetésének időpontját) ábrán a német statisztikai hivatal kimutatását az éves balesetek számáról. Látható, hogy az 1970-es évekig a gépkocsik számának növekedésével párhuzamosan növekedett a balesetek száma is. Ezután azonban a biztonsági öv (ez még nem tartalmazott szenzorokat), majd a légzsákok, majd az ESP illetve ACC rendszerek bevezetésével a balesetek számát csökkenteni lehetett. 1970-ben a gépkocsik száma Németországban 20,8 millió volt, és a balesetek száma 21300 volt. Fajlagosan ezer gépkocsira kb. 1,02 baleset esett. A szenzorok alkalmazásának kiterjesztésével azonban 2006-ban 56,7 millió gépkocsira 5091 baleset jutott, ami ezer gépkocsira vonatkoztatva 0,08 balesetet jelent. Tehát a fent jelzett időszakban a gépkocsik száma majdnem 3-szorosára nőtt, miközben a balesetek száma kb. tizenketted részére csökkent. A modern gépjárművekben alkalmazott rendszerek mind a mechatronika tárgykörébe tartoznak, tehát a szenzortechnika mellett jelen van a mesterséges intelligenciát hordozó elektronika, és a beavatkozási funkciókat ellátó aktuátortechnika is. Érdemes megfigyelni a szenzortechnika fejlődésében észrevehető tendenciát, hogy a hagyományos finommechanikai felépítésű szenzorok helyett egyre inkább mikromechanikai szenzorokat alkalmaznak, még ott is, ahol bőven lenne hely a hagyományos szenzorok számára. Ennek a tendenciának több oka van, amelyek megtalálhatók a 1.4. szakasz - A mikrotechnikai rendszerek előnyös tulajdonságai fejezetben.
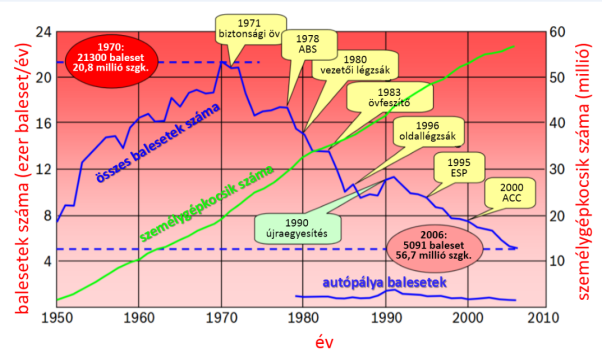
forrás: Német Szövetségi Statisztikai Hivatal
A mikromechanikai girométerekre visszatérve, ezekre az eszközökre is igaz, hogy a fejlődés nem áll meg, a korábban bemutatott kivitel nem kizárólagos, hanem még számos konstrukció létezik, amelyek paramétereikben természetesen különböznek egymástól. A gépjármű technikában 1998-ban jelent meg a Bosch DRS-MM1 mikromechanikai szögsebesség és gyorsulás érzékelője, amelyet légzsák vezérlő és ESP rendszerek céljára fejlesztettek ki. A jármű szokásostól eltérő instabil mozgásakor a szenzor érzékeli a jármű laterális gyorsulását és függőleges tengelye körüli szögsebességét, és működésbe hozza a védelmi rendszereket. Az MM1 szenzornál a tömbi és a felületi mikrotechnikai eljárásokat kombinálták, a meghajtás elektromágneses, a mérés viszont kapacitív elven történik. A mérési elv ez esetben is a Coriolis-gyorsuláson alapul, a szenzor konstrukciójának vázlatát az 5.87. ábra - A Bosch MM1 szögsebesség szenzorának működési elve mutatja.
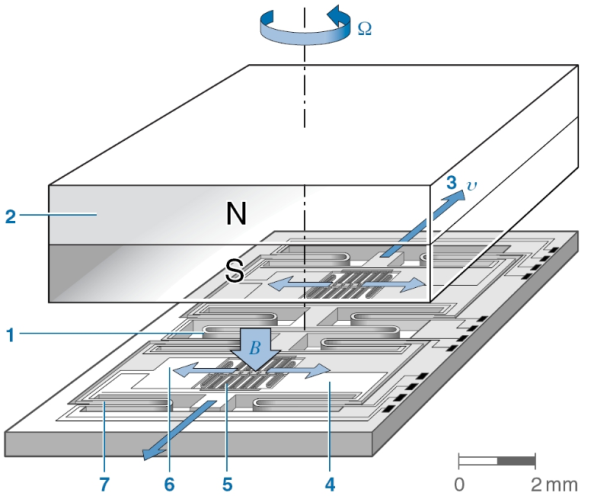
forrás: Bosch
A szögsebesség mérő szenzor lényege, hogy mikrotechnikai eljárással két, rugalmasan felfüggesztett tömeget (felfüggesztő rugó: 1, szeizmikus tömeg: 4) képeznek ki, amelyek egymással szemben (3) v irányban sajátfrekvenciájukkal rezegnek. A sajátfrekvencia 2 kHz körül van. A gerjesztést a (2) mágneses tér segítségével hozzák létre (B), az erőt a szenzor vezetőjében folyó áram és a mágneses tér kölcsönhatásával létrejövő Lorentz-erő adja. A Coriolis-gyorsulás a lapka síkjában a rezgés irányára merőlegesen lép fel, amikor a szenzor saját függőleges tengelye körül Ω szögsebességgel elfordul. A Coriolis-gyorsulás (és az erő is) arányos lesz az Ω szögsebességgel és az állandó amplitúdóra szabályozott rezgési sebességgel. A Coriolis-erő mérése kapacitív elven (fésűs szerkezet, 5) történik, így a meghajtás (gerjesztés) és a mérés mérési elv szempontjából is külön van választva, ezáltal az áthallást a gerjesztés és a mérés között kis értéken lehetett tartani. Az egymással ellenfázisban rezgő tömeg segít abban, hogy a lineáris gyorsulások nem kívánatos hatását csökkenteni lehessen, ezek a hatások ugyanis az ellenfázis miatt elvileg kiesnek. (A keresztirányú érzékenység jóval -40 dB alatt van).
A mikromechanikai szenzor valóságos részletét az 5.88. ábra - Az MM1 szenzor részének mikroszkópos képe és a tokozott szenzor képe mutatja. Az ábrán jól kivehetőek a felfüggesztő rugók és a kapacitív érzékelő fésűs érzékelő rúdjai.
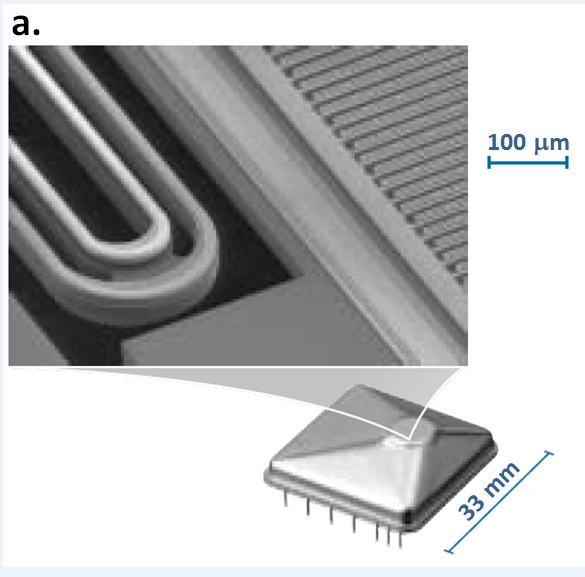
forrás: Bosch
A szögsebesség mérő szenzor elektronikus részének tömbvázlatát az 5.89. ábra - Az MM1 szenzor elektronikus áramköreinek tömbvázlata mutatja. Mivel ez a jelátalakító kifejezetten a gépjárművek részére lett kifejlesztve, célszerűségi okokból a tokban egy, a szögsebesség érzékelőtől teljesen függetlenített lineáris gyorsulásmérő szenzor is található. A tokban elhelyezett oszcillátor hozza rezgésbe a szögsebesség mérő modul ellenfázisban működő egységeit, és a rezgés amplitúdóját állandó értéken tartja a rezgő rész sajátfrekvenciáján. Az illesztő és jelfeldolgozó áramkör a kimeneti kapacitásváltozásokat feszültségváltozássá alakítja. Az ellenfázisban érkező jeleket összegezni kell, és be kell állítani a kívánt érzékenységet, és a nullpont hibát korrigálni kell. A DRS-OUT (Drehraten–Sensor Output) kivezetésen jelenik meg az analóg szögsebesség jele, előjel helyesen. A lineáris gyorsulásmérőnél is szükséges egy kapacitás változás-feszültség átalakítás, egy érzékenység beállítás, és egy nullhiba korrekció. A gyorsulásmérő analóg kimenő jelét még egy aluláteresztő szűrő is megszűri.
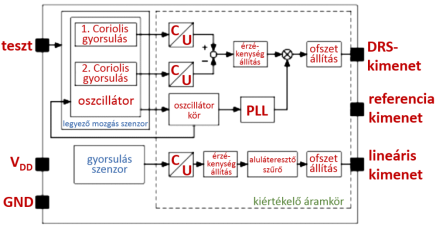
forrás: Bosch
A szögsebesség mérő karakterisztikáját az 5.90. ábra - A szögsebesség mérő szenzor karakterisztikája. A kimenet analóg feszültség, és a vízszintes tengelyen a skála °/s beosztású mutatja. Ebből látható, hogy ha nincs szögsebesség, a kimeneti feszültség a tápfeszültség fele. A szögsebesség változását a szenzor előjel helyesen jelzi ki.
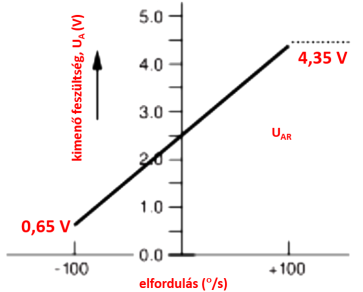
forrás: Bosch

forrás: Bosch
A szögsebesség érzékelő szenzor felső méréshatára ±100 °/s, feloldása 0,2 °/s, érzékenysége 18 mV/°/s. Mivel a szenzort tipikusan autóipari alkalmazásokra (ESP program) fejlesztették ki, a tokozás meglehetősen robusztus (5.91. ábra - Az autóipari alkalmazásra kifejlesztett kész szenzoregység), és célszerűségi okokból a szenzor nemcsak a z tengely körüli elfordulás mérőt, hanem egy ettől teljesen függetlenül működő, szintén mikromechanikus lineáris gyorsulásmérőt is tartalmaz. A gyorsulásmérő méréstartománya ±1,8 g, érzékenysége 1000 mV/g.
A mikromechanikai giroszkópoknak is több generációja ismeretes, így például a Bosch cég is továbbfejlesztette érzékelő családját. A cég DRS-MM2 mikromechanikai szögsebesség érzékelője felületi mikromechanikai eljárásokkal készül. Ennél a szenzornál a gerjesztés (a rezgőmozgás létrehozása) illetve a mérés is kapacitív módon történik. A transzlációs rezgő mozgás helyett a DRS-MM2 szenzornál a méréshez torziós rezgő mozgást (2: a rezgő test) hozunk létre. A rezgő mozgás gerjesztése elektrosztatikus aktuátorral történik (5.92. ábra - Az MM2 szögsebesség mérő szenzor működési elve), az elektródákra (C drv1 és C drv2 ) ellenfázisban kapcsolják rá a feszültséget, miközben a rezgési amplitúdót kapacitív úton mérik (C drvdet1 és C drvdet2 ), illetve állandó értékűre szabályozzák. Ez egyben módot ad a szenzor öntesztelésre, tehát az eszköz jelezni tudja, hogy mérésre alkalmas állapotban van. A szögsebesség mérése itt is a Coriolis-erő keletkezésén alapul. Ha ugyanis a szenzort a 3 tengely körüli Ω szögsebesség éri, a fellépő erőhatás (+F C és -F C ) a rezgő elemet megbillenti, amit szintén kapacitív módon lehet érzékelni (C Det1 és C Det2 ).
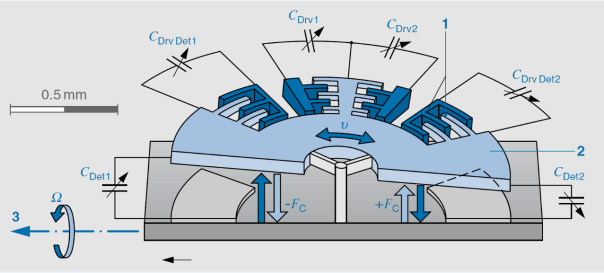
forrás: Bosch
Mivel a szenzor méretei a milliméter és a mikrométer nagyságrendjébe esnek, a kis felületek miatt az elektródák közötti kapacitások igen kicsinyekre adódnak, ezért a gerjesztésnél a megfelelő erőhatások, a detektálásnál a megfelelő kapacitás változások elérésének érdekében a hatásokat többszörözni kell. Ezért alkalmazzák a szenzorra jellemző fésűs struktúrát mind a meghajtásnál, mind a detektálásnál. Egy ilyen fésűs struktúrát mutat az 5.93. ábra - A szenzor mikromechanikai részének képei. Az ábra bal felső részén látható a rugalmas felfüggesztés (csapágyazás), alatta a fésűs szerkezet részlete, míg a jobb oldalon a teljes mikromechanikai struktúra látható.
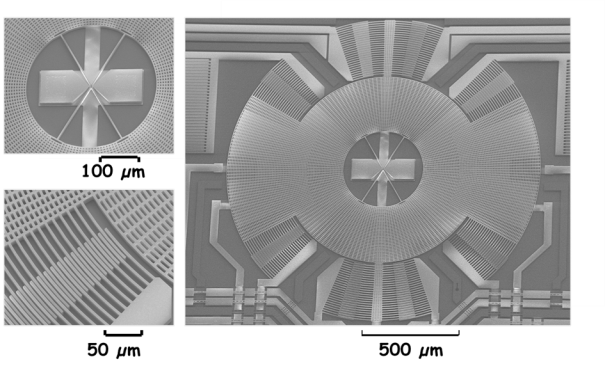
forrás: Bosch
A fésűs struktúra még erősebben megnagyított részlete, azaz a kapacitív elektródák az (5.94. ábra - A szenzor fésűs elektródáinak nagyított képe) ábrán láthatók.
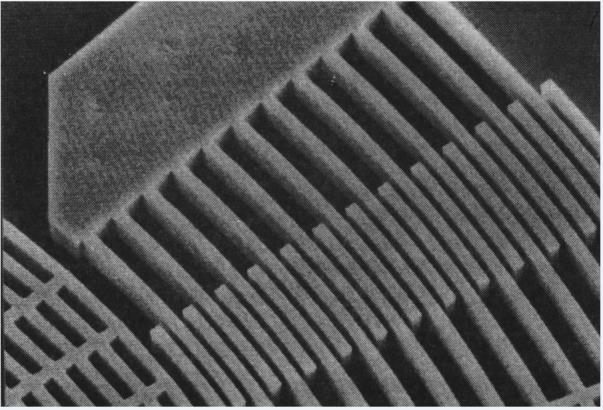
forrás: Mescheder: Mikrosystemtechnik
A billenő mozgás kitérése arányos a szögsebességgel. A rezgő elem sajátfrekvenciáján rezeg, a kis mozgató teljesítmény eléréséhez kis csillapítás szükséges, ezért a szenzor belsejében vákuumot hoznak létre. Az oldalirányú mérni nem kívánt gyorsulások ellen a legcélszerűbb úgy védekezni, hogy a billegő-rezgő rész csapágyazását (amely a finommechanikában alkalmazott rugalmas csapágyazások egyik változata) a súlyponton átmenő tengelyen oldják meg. Az ilyen alakú szenzorokat gyakran lepke-szenzorként említi a szakirodalom.
A Bosch DRS-MM3 szenzor a szögelfordulás jelátalakítók harmadik generációja. Kifejezetten az ESP rendszerek számára fejlesztették tovább, és 2005 első felében kezdték gyártani. Ez a szenzoregység is tartalmaz lineáris gyorsulásmérőt, azonban elektronikus áramkörei fejlettebbek, a szenzor a CAN buszrendszeren keresztül kommunikál. Képét eltávolított fedéllemezzel az 5.95. ábra - A DRS MM3 szenzor képei, a mikromechanikai rész kinagyítva mutatja.

forrás: Bosch
A Bosch cég legújabb fejlesztése a DRS-MM5 típusjelű szögsebesség érzékelőből és lineáris gyorsulásmérőből álló jelátalakítója, amely lényegében az előző típusok továbbfejlesztése. Ennek tokozott és fedél nélküli képét mutatja az 5.96. ábra - A DRS MM5 szenzor képe és az 5.97. ábra - A DRS MM5 szenzor képe eltávolított fedéllel. Mint az ábrán látható is, a szenzorrendszer két tengely körül méri a szögsebességet (yaw-rate Ω x , and roll-rate, Ω z ), és három irányban, három tengely mentén (A x , A y , A z ) méri a lineáris gyorsulást. A szenzorrendszer előnye az előzőekhez képest abban van, hogy az összesen 5 szenzorral követni lehet a gépjármű dinamikáját, tehát a szenzorra a nagyfokú integráció a jellemző. A szenzorok mind felületi mikromechanikai technológiákkal készülnek, a mérési elv kapacitív. A szenzorrendszer a központi komputerrel a CAN buszon keresztül kommunikál, az átviteli sebesség igen magas, 1 Mbaud/s, amely a szenzorrendszer különleges előnyei közé tartozik. A kimeneti jeleket 15 Hz-es aluláteresztő szűrőn engedik át, ennél a frekvenciánál már -3dB-t csökken mind a mért szögsebesség, mind a mért gyorsulás amplitúdója. A méréstartomány a szögsebesség érzékelőknél ± 163 °/s, a gyorsulásmérőknél ± 4,2 g.

forrás: Bosch

forrás: Bosch
A szögsebesség mérők az eddig leírtaknak megfelelően sajátfrekvenciájukon, kb. 15 kHz-es frekvencián rezegnek, és a Coriolis-erőt használják fel a mérésre. A szögsebesség limit ±1000°/s, a feloldás ±0,1 °/s. A digitális egység feloldása 0,005 °/s/digit. A gyorsulásmérőknél mind a 3 tengelyre vonatkozóan ±10 g a limit,a feloldás 0,001 g. A digitális egység feloldása 0,00012 g/digit. A szenzorrendszer tápfeszültsége 7-18 V, áramfelvétele 90 mA.
Az eddigi szögsebesség érzékelők egy forgástengely mentén érzékelték a szögsebességet. A korszerű eszközök tervezésében azonban szükség lehet több tengely mentén történő szögsebességmérő szenzorokra is. Erre példa a Bosch cég BMG 160 típusjelű 3 tengelyű szögsebesség mérő eszköze (5.98. ábra - A Bosch cég 3 tengelyű szögsebesség mérő szenzora), amelynek mérete mindössze 3x3x0,95 mm. A szögsebességek méréshatára ±125 °/s, ± 250 °/s, ± 500 °/s, ±1000 °/s, és ± 2000 °/s, a digitális feloldás 16 bites. A szenzort a cég elsősorban a fogyasztói készülékekhez ajánlja, mint például a mobiltelefonok, komputer perifériák, gép-ember interfészek, virtuális valóságot megjelenítő eszközök, játékvezérlők. A tokozás is nagyon helytakarékos, és megfelel a modern felületszerelési technológiáknak (QFN) tokozás.
forrás: Bosch
5.4. Mikromechanikai áramlásmérők
A belsőégésű motoroknál mind környezetvédelmi, mind gazdaságossági szempontokból fontos a helyes levegő-tüzelőanyag arány betartása. Ehhez legtöbbször hőfilmes légtömegmérőket alkalmaznak, amelyek ma már mikromechanikai eszközök. A korábbi légtömeg mérő eszközök hőhuzalos kivitelűek voltak, a mérési elvet az 5.99. ábra - A hőhuzalos áramlásmérők működési elve mutatja be. Lényege, hogy két, fűtött huzalt alkalmaztak, híd kapcsolásban. Az egyiket (R H ) az áramlás hűtötte, a másik (R K ) lényegében ugyanott, de az áramlástól elzárt térben volt elhelyezve. Áramlás nélkül a Wheatstone-hidat az R 1 , R 2 ellenállásokkal lehetett kiegyenlíteni. Ha volt áramlás, a hídegyensúly felborult, mert az áramlásban elhelyezett R H huzalt a levegő jobban hűtötte. A híd kimeneti feszültségét differencia erősítővel lehetett a kívánt értékre megnövelni.
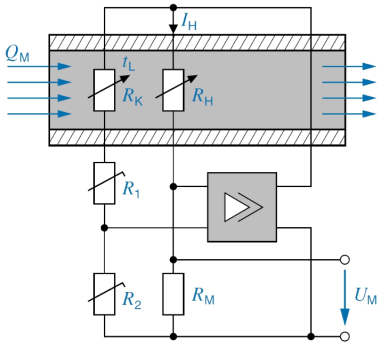
forrás: Bosch
A mérési eljárás előnytelen tulajdonsága, hogy a mérés nem adja meg az áramlási sebesség előjelét, csak annak abszolút értékét. Ez négyütemű motoroknál elég nagy problémát jelent, mert ezeknél a dugattyú ide-oda mozgása miatt az áramlás iránya előjelet is vált, tehát visszaáramlás is van (5.100. ábra - A hőhuzalos (1) és a hőfilmes (2) légtömeg mérők mérési karakterisztikája közötti különbség). Az 1 görbe mutatja a hőhuzalos légtömeg-mérő karakterisztikáját, a 2 görbe a hőfilmes légtömeg-mérő
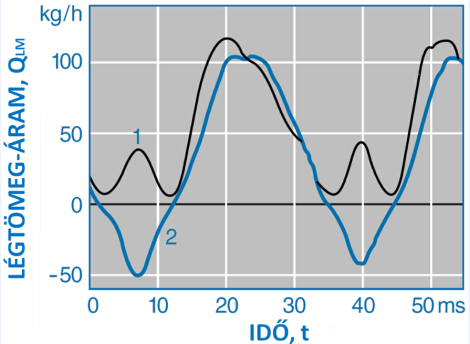
forrás: Bosch
Egy korai hőhuzalos áramlásmérő jelátalakító vázlatos felépítését az 5.101. ábra - A Coriolis-gyorsulás keletkezése mutatja. Az (1) szerelvényen helyezkedik el a passzív ellenállás, a (2) szerelvényen az áramlás útjába kifeszített R H hőhuzal.
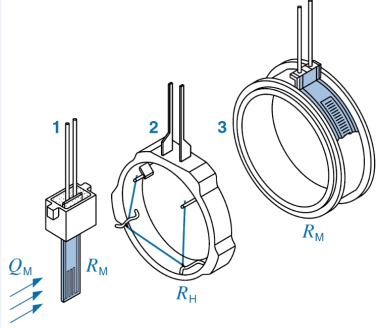
forrás: Bosch
A mai mikromechanikai megoldásokkal készült hőfilmes légtömegmérők előjelhelyesen képesek az áramlási sebességet megadni (5.102. ábra - A hőfilmes légtömeg mérő karakterisztikája). Az ábrából is látható, hogy a karakterisztika nem lineáris, azonban ez a tulajdonság a mai digitális technikában általában már nem jelent különösebb hátrányt.
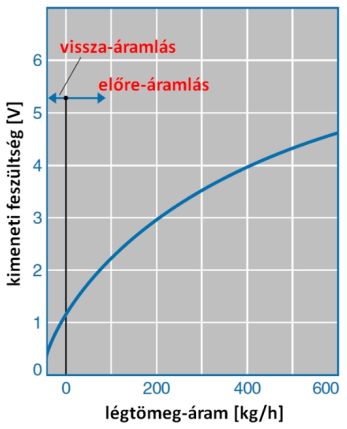
forrás: Bosch
A jelenleg alkalmazott légtömeg mérők vázlatos kialakítását az 5.103. ábra - A hőfilmes légtömeg mérő vázlatos konstrukciója mutatja. Az eszköz legfontosabb eleme a (4) hőfilmes szenzor. A (3) a meghajtó és jelfeldolgozó áramkör, a (6) az áramlási csatorna (a mérőág).
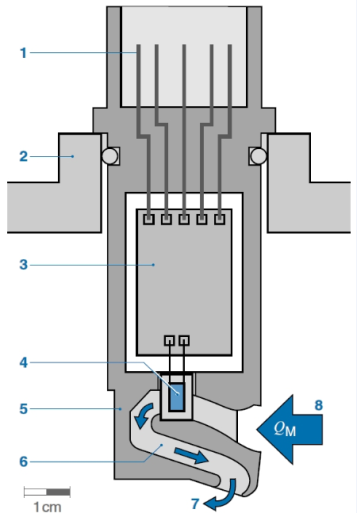
forrás: Bosch
A Bosch HFM5 hőfilmes érzékelő mérési elvét az 5.104. ábra - A hőfilmes légtömeg mérő felépítése és a hőmérséklet eloszlás jellege mutatja. Lényege, hogy a membránszerűen vékony mérőcella közepén a (4) fűtött, és hőmérsékletre szabályozott fűtőtest helyezkedik el. Nyilvánvalóan a mérőcella középvonalában lesz a legnagyobb a hőmérséklet, míg a szélei felé a hőmérséklet a hőátadások miatt folyamatosan csökkenni fog. A fűtött zónával párhuzamosan, szimmetrikusan helyezkedik el két (5) hőmérséklet mérő ellenállás. Ha nincs áramlás, a hőmérséklet eloszlás profilja is szimmetrikus lesz (1. vonal), a hőmérséklet különbség zérus (T 1 = T 2 ). Amennyiben van áramlás (7), a hőmérséklet profil megváltozik, aszimmetrikussá válik. A szívóoldalon a profil az áramló közeg miatt meredekebb lesz, mivel ezt az oldalt az áramlás hűti. A másik oldalon a hőmérséklet eloszlás alig változik (2. vonal). Az oldalak között ΔT hőmérséklet különbség alakul ki, amelynek értéke függni fog az áramlási sebességtől. A mérési elrendezés nem érzéketlen a levegő abszolút hőmérsékletére, ugyanakkor irányfüggő, tehát előjelhelyesen adja meg az áramlás irányát. Itt is megjelenik a mikromechanikus rendszerek egyik előnyös tulajdonsága: a kis méretek és tömegek miatt kicsinyek lesznek a hőkapacitások is, ennek következtében a szenzor igen gyorsan ( 15 ms alatt) reagál a változásokra . A szenzorba integrált 3 kiértékelő áramkör 0 és 5 V közötti analóg feszültséggé alakítja a mérőellenállásokon eső feszültségkülönbséget, és a motor komputer a tárolt nemlineáris karakterisztika alapján számolja át ezt a feszültséget légtömeg árammá (kg/ h). A szenzor membránszerű mérőcelláját por, víz és olajszennyezéstől védeni kell, ezek ugyanis mérési hibát okoznak. Ezért nem közömbös az áramlási csatorna kialakítása (5.104. ábra - A hőfilmes légtömeg mérő felépítése és a hőmérséklet eloszlás jellege alsó része), és ezért alkalmaznak védő huzalrácsot is.
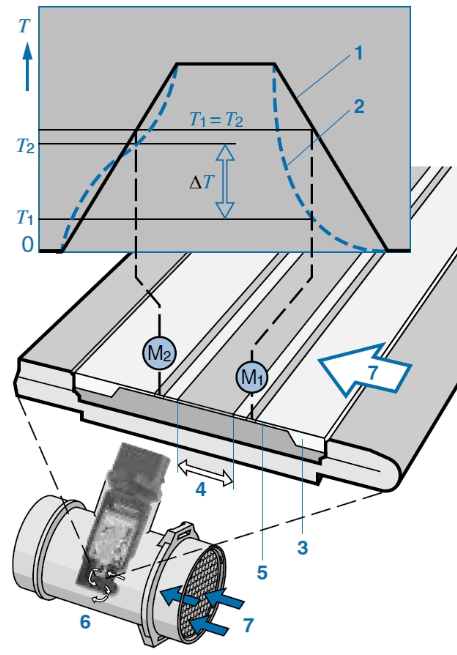
forrás: Bosch
A Bosch HFM6 hőfilmes légtömegmérő az előbbi továbbfejlesztése. A mikromechanikai rész gyakorlatilag ugyanaz, különbség két pontban van: az egyik, hogy ebben a szenzorban A/D konverter is van, tehát a kimenet digitális formában jelenik meg, a jelátvitel zavarokra kevésbé érzékeny. A másik különbség az áramlástechnikai kialakításban van. A konstrukciót úgy változtatták, hogy a levegőben lévő szennyeződések közvetlenül a levegő beáramlásánál lerakódjanak, és a szenzorba lehetőleg ne kerüljenek be. Az áramlást ketté osztják, és a szenzoron áthaladó kisebb csatornát olyan éles fordulóval képezik ki, hogy az éles görbületet szennyeződések követni nem képesek. Ily módon jobban meg lehet védeni a szenzort a szennyeződésektől, ezzel növelve az élettartamot és a megbízhatóságot.
5.5. Mikrofonok
A mikrofonok tulajdonképpen nyomásmérők, amelyeket elsősorban a beszéd és zene elektromos jelekké alakítására fejlesztettek ki. Ebből következően a mikrofonok bemeneti hangnyomás tartománya az emberi fül érzékenységi karakterisztikájából vezethető le, amely az (5.105. ábra - Az emberi hallás tartománya) ábrán látható. Világos, hogy sem a hallásküszöb alatt, sem a fájdalomküszöb felett nem érdemes az eszközöket működtetni. A hangnyomás értéke hozzávetőlegesen 120 dB terjedelmű, ami egymilliószoros aránynak felel meg. (A méréstechnikában kevés olyan műszaki eszköz található, amely a végkitérés egymilliomod részét is érzékelni képes.) Az emberi hallás tartománya kb. 20 Hz-től 20 kHz-ig terjed, tehát három nagyságrendet ölel fel. (Zárójelben jegyezzük meg, hogy a látásnál a fény frekvenciáját tekintve nemhogy egy nagyságrend, de még egy oktáv sincs az alsó és felső érzékelési határ között.)
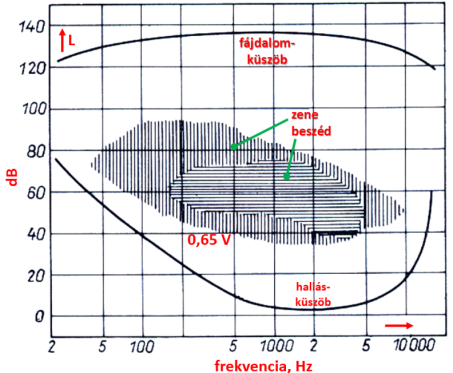
forrás: Lamoth: Elektroakusztika
A hagyományos mikrofonok finommechanikai jellegű szerkezetek voltak, egyedi gyártással készültek. Az egyik legelterjedtebb típusnak, a dinamikus mikrofonnak a működési elvét az 5.106. ábra - A hagyományos dinamikus mikrofon működési elve és főbb alkatrészei mutatja. A működési elv lényege, hogy a membránra erősített tekercs mágneses térben mozog, és a mozgási indukció segítségével a tekercsben feszültség indukálódik. Az ilyen elektrodinamikus mikrofonok szerkezetét vázlatosan az ábra jobb oldalán lehet látni.
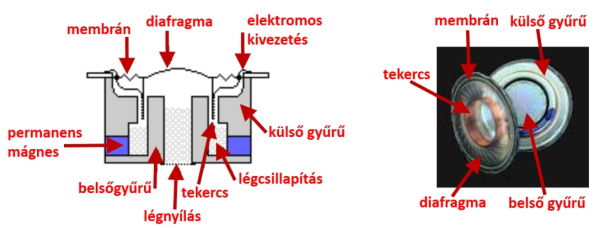
forrás:www.lenardaudio.com
A mikrotechnika megjelenése azonban a mikrofonoknál is átütő változásokat hozott létre. Először csak a mikrofonok méretei csökkentek. Tekintettel arra, hogy a mikrotechnikában elég körülményes tekercseket előállítani, a kondenzátor mikrofonok kerültek előtérbe. Ezek átalakítási elve kapacitív, a hangnyomás változtatja a síkkondenzátor fegyverzetei közötti távolságot. Ilyen kialakítást mutat az 5.107. ábra - Egy chip-es kondenzátor mikrofon vázlatos keresztmetszete. A szerkezet alapanyaga szilícium, a membrán szilíciumnitrid, és anizotróp marással van előállítva. A légrés a μm nagyságrendben van. A mikromechanikai technológiák előnye, hogy egy szilícium szeleten akár több ezer mikrofon chip készülhet egyszerre.
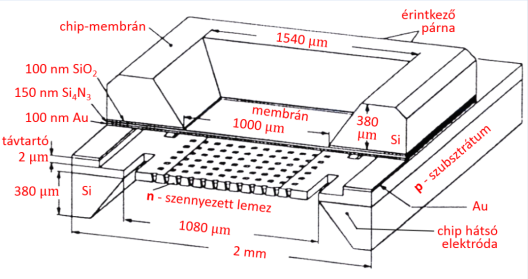
forrás: Wikipédia
Az igazi áttörést azonban a mechatronikai megoldás hozta, amikor is a mikromechanikát a mikroelektronikával kombinálták, ezzel új minőséget hozva létre. A megoldás lényege, hogy a mikromechanikai struktúrát a FET tranzisztorral (Field Effect Transistor, magyarul térvezérlésű tranzosztor) kombinálták az 5.108. ábra - A FET mikrofon működési vázlata szerint a szokványos drain-source kialakítások mellett a FET gate elektródájának szerepét itt a membrán veszi át. Azáltal, hogy a membrán a hangnyomás változásainak hatására közelebb, vagy távolabb kerülve a villamos térrel változtatni képes a source-drain áramot.
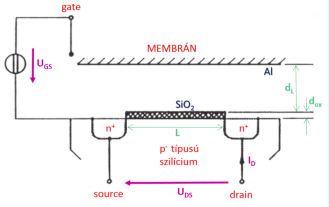
forrás: Wikipédia
A gyakorlati kivitelre egy példát az 5.109. ábra - A FET mikrofon metszeti rajza mutat. Jól láthatóak a rétegvastagságok és a méretek. A membránt ez esetben is 150 nm szilícium-nitrid, illetve 100 nm szilíciumdioxid rétegek alkotják, amelyek szigetelők, ezért a kondenzátor fegyverzetének kialakításához még egy 100 nm vastag alumínium réteg is szükséges. Ez lesz a térvezérlésű tranzisztor gate elektródája. A membrán aktív mérete 1,3x1,3 mm, tehát igen kis helyet foglal el, ezáltal megint emlékeztetve arra a mikrorendszerekre jellemző megállapításra, hogy ilyen feladatok hagyományos technológiákkal nem oldhatók meg.
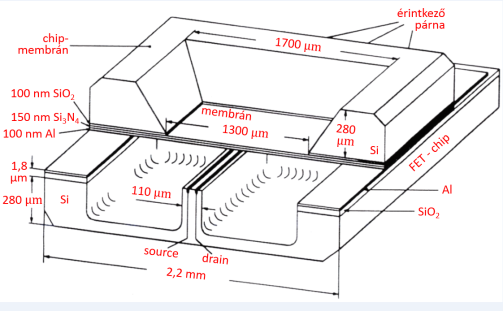
forrás: Wikipédia
A hagyományos kondenzátor mikrofonok és a FET-mikrofonok tulajdonságai lényegesen eltérnek egymástól. Ezt összegezi az 5.110. ábra - A hagyományos kondenzátor és a FET mikrofonok közötti felhasználási különbségek. A hagyományos kondenzátor mikrofonok (az ábra bal oldalán) a kis kapacitás miatt nagyimpedanciás forrásként modellezhetők, emiatt zavarérzékenységük nagy, és a kellő érzékenységhez viszonylag nagy felület szükséges, hogy a kondenzátor kapacitása, illetve kapacitás változása elegendő nagyságú legyen. A FET mikrofonok (az ábra jobb oldalán) belső impedanciája kicsiny, emiatt a környezeti zavarokra (például elektromágneses terek, hálózati 50 vagy 100 Hz-es búgás) kevéssé érzékenyek, mindamellett a méretek nagyon kicsinyek maradnak. Mobil készülékekbe, gomblyukmikrofonokba, kamerákba gyakran építenek be FET mikrofonokat.
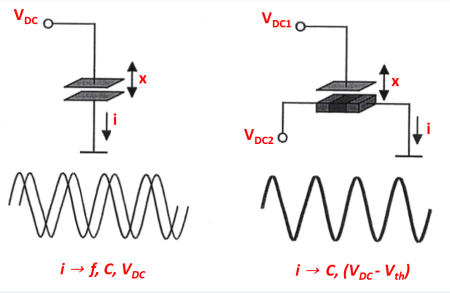
forrás: Wikipédia
A rezgésmérőkkel külön fejezetben azért nem foglalkozunk, mert ezek tulajdonképpen gyorsulásmérők. A rezgésmérők között gyakran előfordulnak olyan konstrukciók, amelyek nem mikromechanikai, hanem inkább finommechanikai szerkezetek. Tipikusan ilyen konstrukció a belsőégésű motorokban alkalmazott kopogásszenzor.
5.6. Hőmérők
A hőmérsékletet érzékelő szenzorok régebben inkább a hagyományosabb finommechanikai szenzortechnika tárgykörébe tartoztak, manapság a miniatürizálási és a gazdaságossági szempontok előretörése miatt egyre inkább a mikromechanikai szerkezetekké alakultak, és ez a folyamat jelenleg is tart. Mindamellett a hőmérséklet mérő szenzorok, mozgó elemet nem tartalmaznak, de legtöbbször mikromechanikai technológiákkal készülnek. A hőmérséklet mérő szenzorokat legcélszerűbb a működés elve szerint csoportosítani, ezt a 3.2. szakasz - Termikus-elektromos átalakítások tartalmazza. A leggyakrabban az ellenállás változáson alapuló szenzorokat alkalmazzák. Egy mikromechanikai hőmérsékletmérő szenzor vázlatát az 5.111. ábra - Mikromechanikai hőmérséklet mérő szenzor keresztmetszete mutatja.
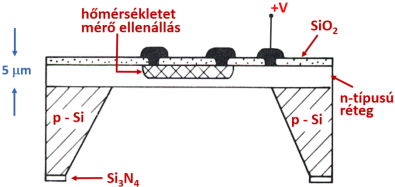
forrás: J. W. Gardner: Microsensors, Wiley, 1994
A mikromechanikai kialakítás, a vékony membrán azt eredményezi, hogy a hőmérséklet érzékelő időállandója (termikus időállandója) rendkívül kicsi lesz, mert a mindössze 5 μm vastag membrán alatt áramló folyadék vagy gáz közeg hőmérséklet változásait igen gyorsan jelzi, ami szabályozott folyamatoknál nagyon fontos lehet. A mikromechanikai konstrukciók jellemzője, hogy a szenzort a szilícium hordozó anyagából alakítják ki. A szenzor (itt a szilíciumból készített ellenállás) elszigetelése a membrántól úgy történik, hogy a membrán és a szenzor között pn átmenetet hoznak létre. Ha most a membránra az ellenállás potenciáljához képest záróirányú feszültséget kapcsolnak, a konstrukció záróirányban előfeszített diódaként működik, és a pn átmenet környezetében létrejön egy töltéshordozókban szegény kiürített réteg. Ez úgy tekinthető, mintha a szenzor egy szigetelő réteggel körülvett teknőben helyezkedne el, és ezáltal lehetővé válik az ellenállás független megmérése.
A hőmérséklet mérő ellenállásokra a legjellemzőbb konstrukció a kerámia hordozóra felvitt strukturált vékonyréteg ellenállás, amelyre példát az 5.112. ábra - Hőmérséklet mérő szenzor konstrukciója mutat. Az ellenállás anyaga legtöbbször nikkel vagy platina, mindenképpen olyan fém, amely időben stabil, nem korrodál. Mivel a fém rétegvastagságát nem lehet abszolút pontosan gyártani, rendszerint szükséges az ellenállás értékének utólagos beállítása, trimmelése. Ezt a vékonyréteg struktúra megfelelő kialakításával, és az ellenállásréteg lézeres elgőzölögtetésével érik el. Általában igaz, hogy ezzel a módszerrel az ellenállás értékét csak növelni lehet.
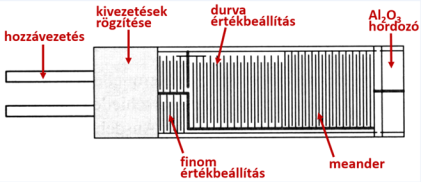
forrás: Schaumburg: Sensoren
Az (5.113. ábra - Hőmérséklet mérő szenzor axonometrikus ábrázolása) ábrán egy vékonyréteg hőmérsékletfüggő ellenállás axonometrikus ábrázolása látható.
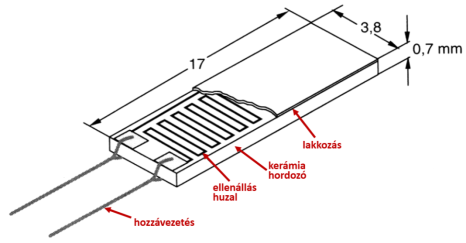
forrás: Schaumburg: Sensoren
Az (5.114. ábra - Tokozatlan hőmérséklet mérő szenzor egy emberi ujjon) ábrán egy autóiparban alkalmazott, tokozás nélküli Ni ellenálláshőmérő látható, egy emberi ujjon. A szenzor érdekessége, hogy kimenete nem ellenállás, hanem a hőmérséklettel arányos frekvencia. Az ellenállás változást frekvenciává alakító áramkört is chip formájában a szenzorra integrálták.
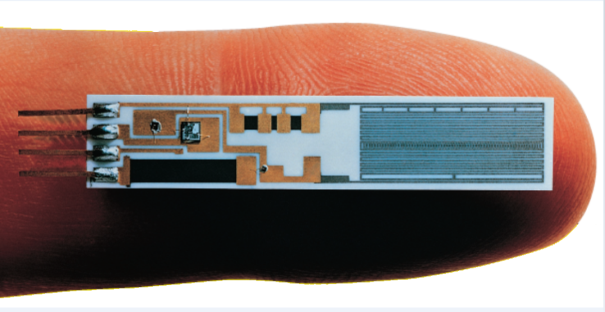
forrás:Bosch
6. fejezet - Mikromechanikai aktuátorok
6.1. Mikropumpa
A mikromechanikai aktuátorok különleges csoportját alkotják azok a mikropumpák, amelyeket az egészségügyben használnak fel. A gyógyszeradagolás intelligens módszerét képviselik azok a mechatronikai megoldások, amelyek mérik, hogy mikor és mennyi gyógyszer adagolására van szüksége a páciensnek, és akkor és annyit adagol a mikromechanikai aktuátor, amennyit a mesterséges intelligencia szükségesnek tart. Ehhez a folyamathoz szükségesek a mikropumpák. Egy ilyen implantálható mikropumpára mutatunk példát a következőkben. Az eszközt a svájci Debiotech cég fejlesztette ki, a szilícium mikromechanikai rész gyártását a MicroFab Bremen GmbH a TU Bremen segítségével végzi. A mikropumpa jellemzője, hogy a szállított mennyiség 1 μl/min. Az implantálható (bőr alá beültethető) kivitel nagy biztonságot és nagy megbízhatóságot igényel, hiszen emberi életekről van szó. A mikropumpa gyártásánál kombinálják a felületi és a tömbi mikromechanikai eljárásokat. A mikromechanikai szerkezetet 2 Si lapból és 2 Pyrex lapból állítják össze. A mikropumpa képét egy tű végén a 6.1. ábra - Egy jellegzetes mikromechanikai pumpa képe mutatja.
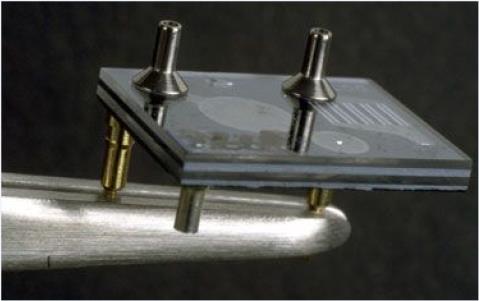
forrás: Debiotech SA
A mikropumpa vázlatos szerkezeti kialakítását a 6.2. ábra - A mikromechanikai pumpa szerkezeti felépítése mutatja. A működtetés piezoelektromos aktuátorral történik, az aktuátor deformálja a szilíciumból készített membránt, amely a térfogatkiszorítás elvén továbbítja a folyadékot, miközben nyitja és zárja a szelepeket. Az ábrán látható, hogy a legfelső és a középső lemez szilíciumból, míg a köztes lemezek üvegből készülnek. Egy löket 150 nl mennyiséget továbbít, így 1 ml térfogat átszivattyúzásához 6666 löket tartozik.
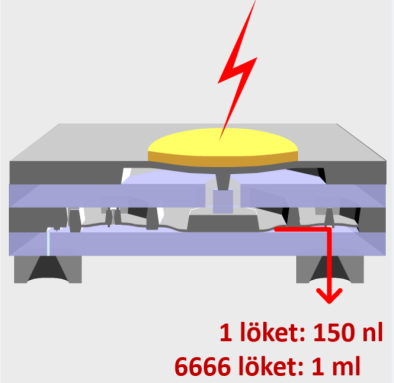
forrás: World of Microsystems
A 6.3. ábra - A mikropumpa szállítási karakterisztikája a szállított mennyiséget is mutatja a működtetési frekvencia függvényében.
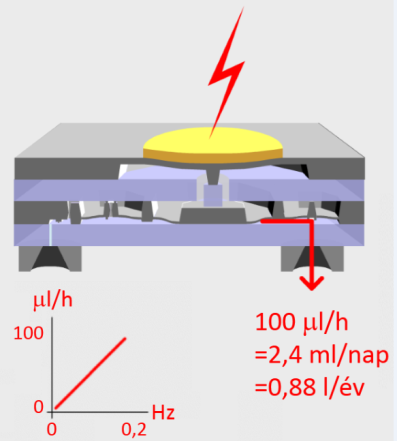
forrás: World of Microsystems + Debiotech
A mikropumpát jelenleg is alkalmazzák krónikus fájdalmak és görcsök gyógyításánál. További alkalmazásra is és lehetőség nyílik az Alzheimer- és a Parkinson-kór újszerű kezelésénél.
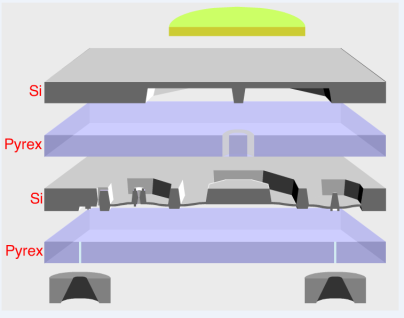
forrás: World of Microsystems + Debiotech
A mikropumpa alkatrészeit és ezek kapcsolódását a 6.4. ábra - A mikropumpa robbantott ábrája mutatja. A legbonyolultabb alkatrész a szelepeket tartalmazó középső szilícium lemez, amelynek mindkét oldalára Pyrex üvegből készült lemezek csatlakoznak. A működtetést végző piezo elem a legfelső szilícium lemezre van ragasztva. Kiindulásul 4”-os szilícium szeletet használnak, amely mindkét oldalán polírozott. Erre 0,5 μm vastag oxidréteget (SiO2) növesztenek mindkét oldalon.
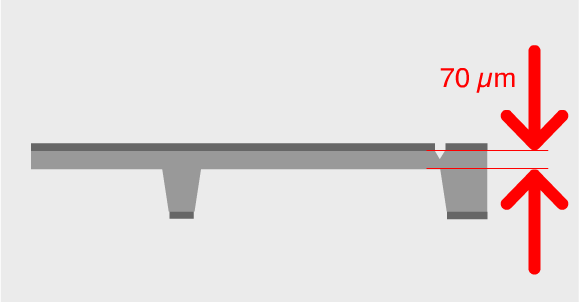
forrás: World of Microsystems + Debiotech
A legfelső réteg kialakításánál a legfontosabb, hogy a membrán, amelyet a piezo aktuátor deformál, megfelelő hajlékonysággal rendelkezzen. A technológia alapvetően az anizotróp marás, amelyet természetesen fotolitográfiai strukturálás előz meg (6.4. ábra - A mikropumpa robbantott ábrája).
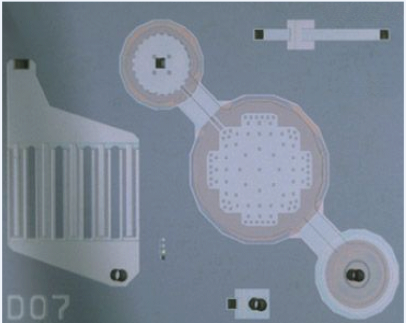
forrás: World of Microsystems + Debiotech
A mikropumpáknál is, meg a nyomtatófejeknél is a kis méretek miatt nagyon fontos, hogy a folyadék ne tartalmazzon szennyeződéseket. Ezért ezekbe a mikrorendszerekbe már gyárilag beépítik a szűrőket, amelyek természetesen szintén mikromechanikai struktúrák. Egy ilyen megoldást mutat a 6.6. ábra - A mikropumpa felülnézete, baloldalon a szűrőegység, ahol a szilícium struktúra baloldalán látható a szűrő, jobb oldalán a mikropumpa.
6.2. Tintasugaras nyomtatófej
A színes nyomtatási technológiák közül kiemelt jelentőséggel rendelkeznek a tintasugaras nyomtatók (Ink Jet Printers). Ezek színes tintákkal dolgoznak, amelyeknél az az alapvető feladat, hogy lehetőség legyen igen kis mennyiségű tintacseppek igen gyors (nagy sebességű) kilövésére. Ezt a feladatot csak mikromechanikai módszerekkel lehet megoldani, nagy méreteknél a technológia működésképtelen lenne. A kis adagolt mennyiségekre és a gyors működésre azért van szükség, mert ezek programozott beállításával lehet a kívánt színtelítettséget és színárnyalatot létrehozni.
A buborék nyomtatók (Bubble Jet Printer) kétféle szokásos kialakítását a 6.7. ábra - A nyomtatófejek kétféle elrendezése és a kapillárisok egy részlete mutatja. A különbség a kettő között az, hogy az egyiknél a kapilláris a rétegekkel egyirányú, a másik esetben a kapilláris merőleges a rétegekre.
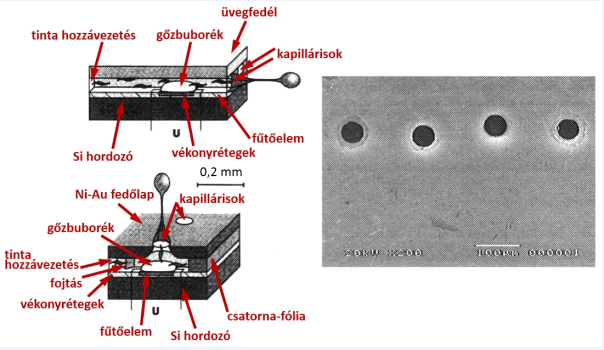
forrás: Mescheder: Mikrosystemtechnik
Az ábra bal oldalán egymás alatt látható a kétféle elrendezés, a kirepülő tintacseppek az egyik esetben a laterális irányba esnek, a második esetben arra merőlegesek. Az ábra jobb oldalán a kapillárisok elrendezése, illetve annak egy része látható.
A nyomtatófejeknél alapvetően kétféle konstrukció terjedt el: az egyik a piezo aktuátorral működő nyomtatófej, ezt szokás egyszerűen tintasugaras nyomtatónak nevezni, a másik a buborék-nyomtató (Bubble Jet Printer), amelynél hőfejlesztéssel mikroméretű buborékot (gőz fázist) hoznak létre a tintakamrában, és ez nyomja ki a tintacseppet. A jobb felbontást a piezo aktuátort tartalmazó nyomtatók adják, ezért elsősorban ezekkel foglalkozunk. Példaként a nyomtatófej (csak egyetlen alapszín) vázlatos elvi felépítését a Spectra Inc. (Menzel, Bibl, Hoisington: MEMS Solutions for Precision Micro-Fluidic Dispensing, Spectra Inc.) konstrukcióján keresztül vázlatosan a 6.8. ábra - A nyomtatófej sematikus konstrukciója mutatja be.
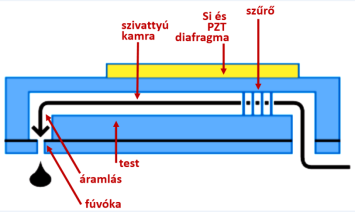
forrás: Spectra Inc.
A tintasugaras nyomtatóknál a térfogat kiszorítás jelenségét (a folyadékok összenyomhatatlanságát) használjuk ki, oly módon, hogy egy piezoelektromos aktuátorral (anyaga legtöbbször PZT, vagyis ólom-cirkonát-titanát) segítségével deformáljuk a tintát tartalmazó kamra membránját. Ennek következtében egyrészt a kapillárison keresztül távozik egy tintacsepp, másrészt a tinta a tintatároló üreg felé is elmozdul, azonban itt erős áramlási ellenállásba ütközik, (itt van például a szűrő is), másrészt a deformáció megszűnése után a tinta visszaáramlik. Erre a jelenségre a felületi feszültség és a kapilláris hatás is rásegít, amely nem engedi meg sem azt, hogy a tinta kicseppenjen nyomás nélkül a nyomtatófejből, sem azt, hogy a szívóhatás visszaszívja a kapillárisból a tintát.
A nyomtatás egyik minőségi jellemzője a felbontás, ami az egy collra eső nyomtatható pontok számát jelenti. Tehát például a 180 dpi (dot pr inch) azt jelenti, hogy 25,4 mm-es szakaszon a nyomtató 180 pontot képes kinyomtatni (a pontok távolsága 0,141 mm). A másik fontos jellemző a nyomtatási sebesség, és a színárnyalatok kérdése. A sokféle színárnyalat kis tintacseppeket igényel, a nagy sebesség a cseppek nagy ismétlődési frekvenciáját igényli. A tintacseppek térfogata 10-40 pl (pikoliter, 10-9 liter) és a cseppek ismétlődési frekvenciája a 100-150 kHz tartományban van. A tintacseppek repülési sebessége eléri a 8 m/s értéket. Ezek a műszaki jellemzők csak mikromechanikai méretekkel és az ezekhez tartozó mikromechanikai technológiákkal érhető el. A nagy felbontási igény miatt sok kis elemi nyomtatófejet kell szorosan egymás mellett elhelyezni, példaképpen az ábra szerinti nyomtatófejnél 304 darabot.
A nyomtatófej gyártásának vázlatos lépéseit a következő, (6.9. ábra - A nyomtatófej gyártásának lépései) ábrasorozat mutatja.
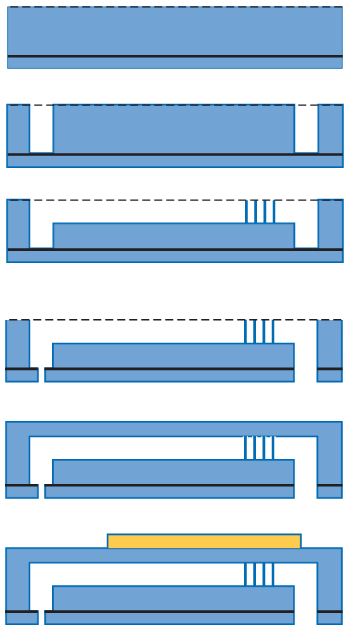
forrás: Spectra Inc.
Első lépésként a szilícium hordozó alsó felét oxidálják, és arra még egy réteg szilíciumot növesztenek fel (SOI konstrukció). Ezután a felső felületet fotoreziszttel vonják be, és maszk segítségével strukturálják, majd a felső szilíciumréteget kimarják az oxid rétegig. Ezután következik a tintakamra, és a beáramlási csatornánál a szűrő kimarása, amelynek strukturálás az előbbihez hasonlóan történik. Ezután következik a kapilláris és a töltőnyílás másik oldalról történő kimarása, szintén a marási műveletet megelőző strukturálással. A következő lépés a 15…20 μm vastag membrán és a szilícium-struktúra anódos kötéssel történő hermetikus összekötése. Az utolsó művelet a mindkét oldalán fémezett piezo aktuátor felragasztása a membránra. Az ábrák sematikusak, elsősorban az elveket szemléltetik. A nyomtatófej valóságos képét a következő, 6.10. ábra - A lefedetlen tintakamra a szűrővel mutatja, mégpedig a nyomtatófej tintakamrájának szűrő felőli (a tinta beáramlásának irányából) oldaláról nézve.
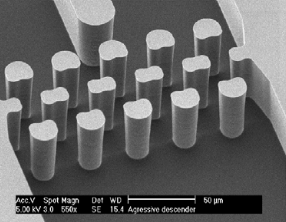
forrás: Spectra Inc.
Egy másfajta elrendezésű, de szintén piezoelektromos működtetésű nyomtatófej (Technische Universität Ilmenau, prof. Wurmus) vázlatát mutatja a 6.11. ábra - A nyomtatófej vázlatos konstrukciója. A műszaki jellemzők a következők:
a tintacseppek átmérője 30…60 μm,
a tintacseppek követési frekvenciája 150 Hz…1,8 kHz között lehet,
a tintacseppek sebessége kb. 6 m/s,
a kapillárisok egymástól mért távolsága 210 μm,
a nyomtatófej mérete 7x8x11 mm,
a működtető feszültség 150 V.
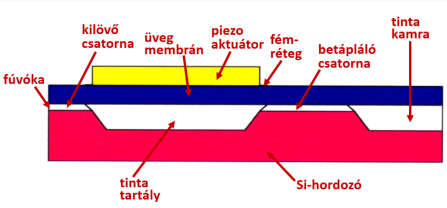
forrás: TU Ilmenau
Ennél a konstrukciónál a tintacseppek a szerkezet síkjának irányában repülnek ki, nagyrészt emiatt ez egy egyszerűbb konstrukció. A következő ábrasorozatban (6.12. ábra - A szilícium szelet tisztítása - 6.26. ábra - A piezo aktuátorok felragasztása) gyártástechnológia lépéseit ismertetjük. A kiindulási előgyártmány egy [1,1,0] orientációjú monokristályos szilícium hordozó. Az első lépés a tisztítás, 6.12. ábra - A szilícium szelet tisztítása.
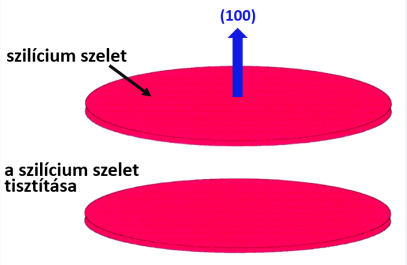
forrás: TU Ilmenau
A második lépés a termikus oxidálás a hordozó mindkét oldalán (6.13. ábra - A szilícium szelet termikus oxidálása).

forrás: TU Ilmenau
A következő művelet a fotoreziszt felvitele, majd az UV fénnyel történő megvilágítás következik egy maszk segítségével (6.14. ábra - A szilícium szelet bevonása fotoreziszttel és 6.15. ábra - A strukturálás fotolitográfiával, UV fénnyel).
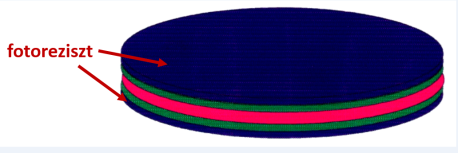
forrás: TU Ilmenau
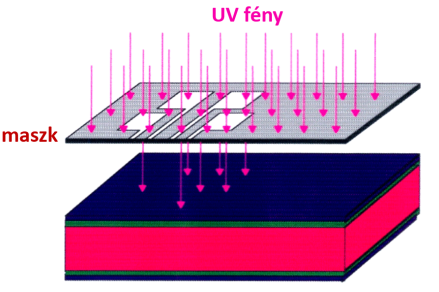
forrás: TU Ilmenau
A következő művelet az előhívás, a fotoreziszt eltávolítása a megvilágított helyekről (6.16. ábra - A struktúra előhívása), majd innen az oxidréteg lemarása (6.17. ábra - Az oxid lemarása).

forrás: TU Ilmenau
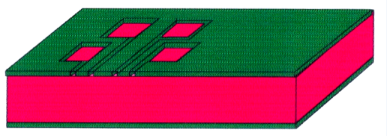
forrás: TU Ilmenau
Ezután következik a kapillárisnak, a tintakamrának és a hozzávezető csatornáknak a kimarása anizotróp nedves marással. A marás után el kell távolítani az oxidréteget, és elő kell készíteni a hordozót az anódos kötéshez. A szilícium szelet vázlatos képét a 6.18. ábra - A szilícium szelet vázlatos képe mutatja.
forrás: TU Ilmenau
A következő művelet az anódos kötés, amelynek során a szilícium hordozót és a membránként is szolgáló üveglemezt hermetikusan összekötik egymással.
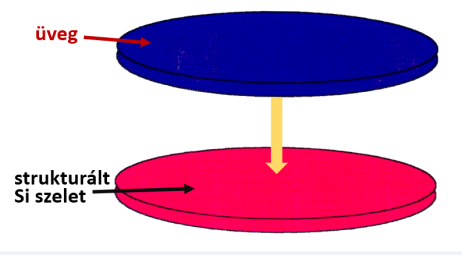
forrás: TU Ilmenau
Az üveglemezre fotoreziszt réteget kell felvinni (6.20. ábra - A szilícium szelet bevonása fotoreziszttel) a további strukturálás, a vezetőpályák kialakítása céljából.
forrás: TU Ilmenau
A fotoreziszt réteget maszk segítségével UV fénnyel megvilágítják, és előhívják (6.21. ábra - A vezetőpályák strukturálása fotolitográfiával és 6.22. ábra - A fotoreziszt előhívása).
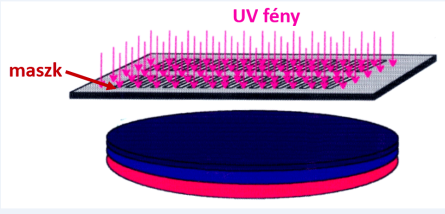
forrás: TU Ilmenau
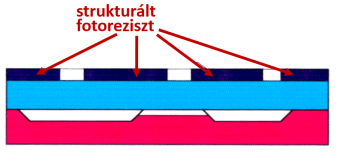
forrás: TU Ilmenau
A következő művelet az alumínium réteg felgőzölése vákuum párologtatással (6.23. ábra - Alumínium réteg felgőzölése).

forrás: TU Ilmenau
Tekintettel arra, hogy a teljes felület be van vonva Al-réteggel. el kell távolítani onnan, ahol nincs rá szükség. Ezt az ú. n. lift off technikával valósítják meg. Ennek lényege, hogy az oldószer az oxidréteget feloldja, és ezzel a felesleges alumínium réteg is eltávozik.
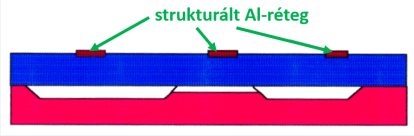
forrás: TU Ilmenau
Következik a ragasztócseppek felvitele a megfelelő helyekre, és a piezo mozgatóelem felragasztása (6.25. ábra - A ragasztóanyag felvitele és 6.26. ábra - A piezo aktuátorok felragasztása).
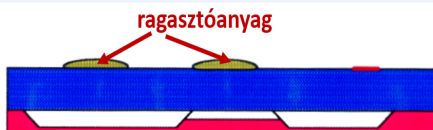
forrás: TU Ilmenau
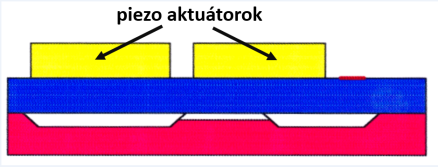
forrás: TU Ilmenau
Fenti műveletek után a nyomtatófej mikromechanikai és mikrofluidikai része gyakorlatilag készen van.
6.3. Mikrohajtóművek
A mikromotorok között vannak olyanok, amelyek tulajdonképpen a nagyobb motorok kicsinyített másai, ezek általában nem mikromechanikai módszerekkel készülnek. A világon az egyik legkisebb ilyen sorozatban gyártott motor a Faulhaber cég 0206 típusú motorja, amely működési módját tekintve egy háromfázisú szinkronmotor. Átmérője mindössze 1,9 mm, hossza 5,5 mm. Metszeti képét és alkatrészeit a 6.27. ábra - A Faulhaber 0206 típusú mikromotor szerkezete és alkatrészei mutatja, összehasonlításul egy gyufaszál feje is látható.
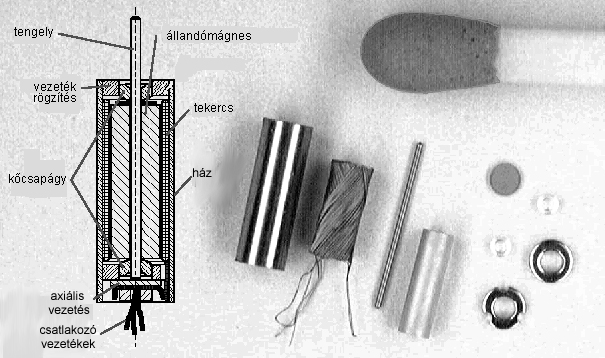
forrás: Faulhaber
A motor forgórésze állandó mágnes, a tekercs a jellegzetes önhordó Faulhaber konstrukció, és 3 kivezetéssel rendelkezik, a három fázisnak megfelelően. A csapágyak a finommechanikából, pontosabban az óraiparból származó féldrágakőből készültek. A kis méretekből következően a fordulatszám igen magas, a 80000…100000/min nagyságrendben van, emiatt a gyakorlati alkalmazásokhoz mindig szükség van hajtóműre is. A hajtómű átmérője szintén 1,9 mm (6.28. ábra - A hajtóművel egybeépített Faulhaber 0206 típusú mikromotor), a fogaskerekei azonban már nem készíthetők el finommechanikai technológiákkal, hanem csak mikromechanikai eljárásokkal.
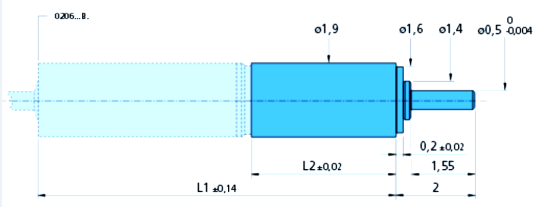
forrás: Faulhaber
A mikrohajtómű bolygóműves kivitelű, moduláris felépítésű, és a módosítás attól függ, hány fokozatot kapcsolunk sorba. A 6.29. ábra - a.) A bolygóműves hajtómű elvi vázlata, b.) három fokozatú hajtómű axonometrikus ábrázolása a közismert bolygóműves elvet mutatja, a b.) ábra axonometrikusan ábrázol egy három fokozatú hajtóművet. A hajtómű jellegzetessége, hogy a belső fogazású ház mindhárom fokozatnál közös, ezzel is biztosítva a moduláris felépítést.
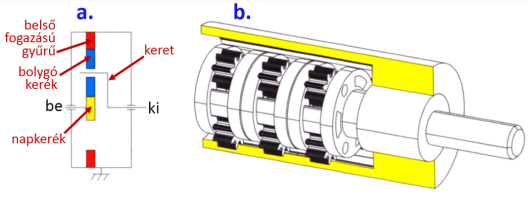
forrás: Brück / Rizvi / Schmidt, Angewandte Mikrotechnik 2001
A valóságosan kivitelezett mikrohajtómű egy moduljának képeit a 6.30. ábra - a.) A bolygóműves hajtómű egy elemének képe, b.) a hajtómű külső háza egy részen el van távolítva mutatja. Egy egység módosítása i=3,6. A rendelhető módosítások ebből következően i = 13, 47, és 168, aszerint, hogy hány egységet kapcsolnak sorba. A mikrohajtómű fogaskerekeinek modulja 0,038, azaz 38 μm, a fejkör átmérője kb. 0,5 mm. A hajtómű összes fogaskereke és a bolygókerekeket tartalmazó egysége a finommechanikai műanyag fogaskerekeknél is alkalmazott polioxi-metilénből (POM) készül, a tengely acél, a csapágypersely sárgaréz anyagú. A fogaskerekek felületi érdessége R a = 40 nm, a tűrések μm alattiak. A műanyag alkatrészek elkészítéséhez szükséges szerszámot azonban röntgensugaras litográfiával (LIGA technológia), ezen belül is galvanizálással NiFe ötvözetből hozzák létre.
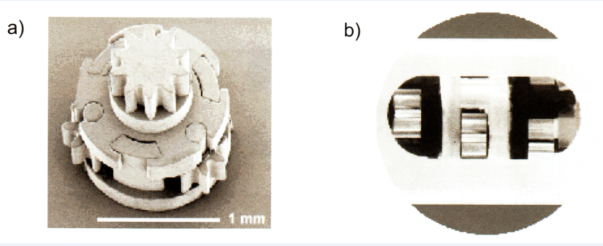
forrás: Brück / Rizvi / Schmidt, Angewandte Mikrotechnik 2001
A 6.30. ábra - a.) A bolygóműves hajtómű egy elemének képe, b.) a hajtómű külső háza egy részen el van távolítva b.) ábra a szerelt mikrohajtóművet mutatja, az ábrán a ház egy része el van távolítva, hogy látni lehessen a bolygókereket és a napkereket.
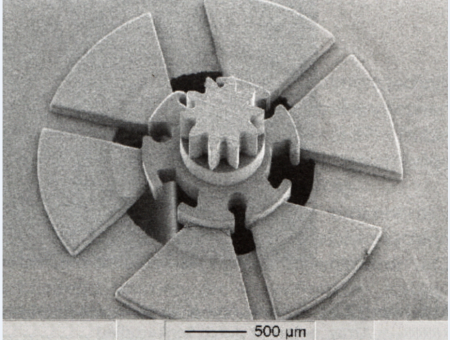
forrás: Brück / Rizvi / Schmidt, Angewandte Mikrotechnik 2001
A (6.31. ábra - A bolygómű napkerekének félkész állapota) ábrán egy fröccsöntéssel készült műanyag alkatrész látható, a bolygóműves hajtómű napkereke, és a bolygókerekeket tartalmazó szerelőlap. A következő, (6.32. ábra - A bolygómű előállításához szükséges szerszám és 6.33. ábra - A bolygómű előállításához szükséges szerszám) ábrákon a bolygómű gyártásához szükséges két szerszám látható, amelyeket mikromechanikai technológiákkal állítottak elő.
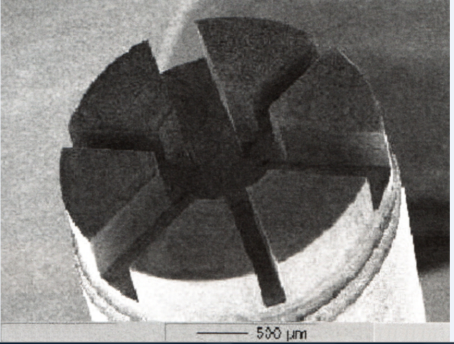
forrás: Brück / Rizvi / Schmidt, Angewandte Mikrotechnik 2001
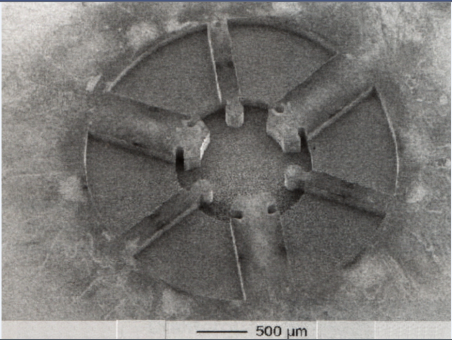
forrás: Brück / Rizvi / Schmidt, Angewandte Mikrotechnik 2001
A 6.34. ábra - a.) A bolygókerék előállításához szükséges szerszám, b.) a napkerék és a szerelőlemez szerszáma és az azzal előállított munkadarab a.) ábrán egy bolygókerék előállításához szükséges szerszám látható, míg a b.) ábra a napkerék és a szerelőlemez gyártásához szükséges szerszámot és a munkadarabot mutatja.
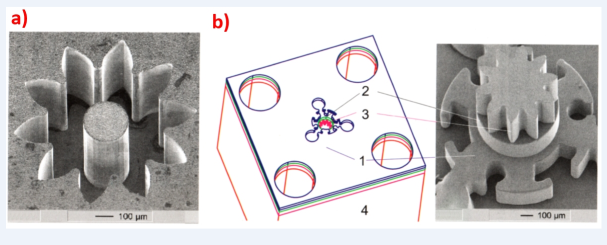
forrás: Brück / Rizvi / Schmidt, Angewandte Mikrotechnik 2001
A mikromechanikai hajtóművek megvalósítására egy másik példa a finommechanikából ismert Wolfrom-hajtómű mikroméretű változata. A finommechanikai megoldás elvét a 6.35. ábra - A Wolfrom-hajtómű. a.) finommechanikai elvi megoldás, b.) mikromechanikai elvi megoldás, c.) a megvalósított mikromechanikai hajtómű képe a.) ábra mutatja. Ezek szerint a hajtómű egy kettős bolygóműből áll, eredetileg két különböző fogszámú bolygókerékkel.
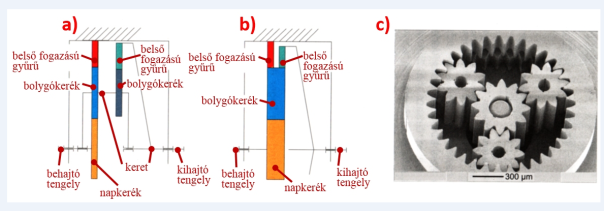
forrás: IMM
A mikromechanikai konstrukció ettől annyiban tér el, hogy a két bolygómű bolygókerekeinek fogszáma azonos (ezek nem lépcsős, hanem egyszerű hengeres kerekek), viszont a belső fogazású gyűrű két különböző fogszámú részből áll, amelyek közül az egyik áll, a másik a kimeneti fokozat tengelyét alkotja. A fogszám különbség 3, és a kapcsolódást profileltolással oldják meg. A módosított Wolfrom hajtómű kinematikai vázlatát a 6.35. ábra - A Wolfrom-hajtómű. a.) finommechanikai elvi megoldás, b.) mikromechanikai elvi megoldás, c.) a megvalósított mikromechanikai hajtómű képe b.) ábra, a megvalósított hajtómű képét a c.) ábra mutatja. A megoldás érdekessége, hogy a bolygókerekek nincsenek csapágyazva. A hajtómű előnye, hogy nagy módosításokat lehet elérni (a példában a napkerék egy fordulatára a gyűrűkerék 3 foggal mozdul odébb), de nagy hátrány, hogy a hatásfok rossz, és a megvalósítható áttételek is nagyon korlátozottak.
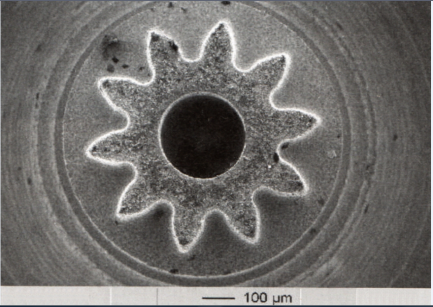
forrás: IMM
A bolygókerekek előállításához szükséges szerszámokat LIGA technológiával állítják elő. Egy ilyen szerszámot mutat a 6.36. ábra - LIGA technológiával előállított szerszám szikraforgácsoláshoz. A következő, (6.37. ábra - Bolygókerekek előállításához szükséges szerszámok kétféle profileltolással) ábrán pedig kétféle profileltolással rendelkező, bolygókerekek gyártására alkalmas szerszámot mutat be.
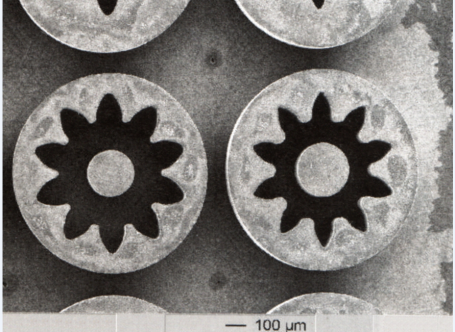
forrás: IMM
Annak érdekében, hogy jobban érzékeljük a mikromechanikában előforduló méreteket, a (6.38. ábra - Mikroméretű fogaskerék, amelyet egy hangya éppen a szájszervével fog meg) ábrán egy hangya látható, amely szájszervével éppen egy mikroméretű fogaskereket fog meg.

A következő ábrasorozat (6.39. ábra - Mikroméretű mechanikai alkatrészek készítése fotoreziszt és galván technológia alkalmazásával) azt mutatja, hogyan lehet a galvanizálási technológiákkal különböző felhasználási célokra alkatrészeket készíteni. Az első ábrasorozaton a galvanizálás a fotoreziszt teljes vastagságában megtörténik, így a reziszt és a szubsztrát (hordozó) eltávolításával az alkatrészek egyedileg felhasználhatók. A második ábrasorozatban az ú. n. áldozati réteg alkalmazását mutatjuk be, amely módszerrel rugalmas felfüggesztések, belső üregek is készíthetők.
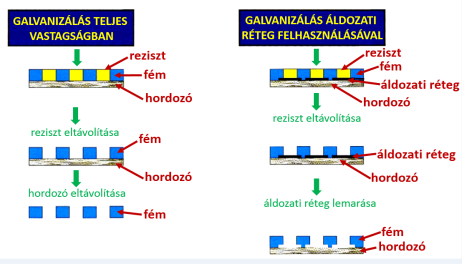
forrás:TU Ilmenau
A harmadik ábrasorozat azt mutatja be, hogyan lehet mikromechanikai technológiákkal lépcsős fogaskerekeket készíteni. Ez esetben két réteget kell elkészíteni (multilayer forming), az első elkészülte után nem kell a rezisztet eltávolítani, hanem a strukturálást újabb fotoreziszt felvitelével (másik maszkot igényel) és újabb galvanizálási művelettel meg kell ismételni, és csak ezután kell a rezisztet eltávolítani.
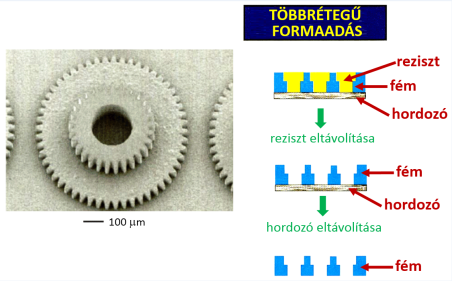
forrás: IMM + TU Ilmenau
A mikrohajtóművek sorában a hullámhajtóművek is megtalálhatók. Ezek rendkívül nagy módosítással rendelkeznek, ezért legtöbbször egy fokozatúak. Példaképpen mutat be a 6.41. ábra - Mikroméretű hullámhajtómű, a módosítás 1:1023 egy mikroméretű hullámhajtóművet, amelynek a módosítása 1:1023.
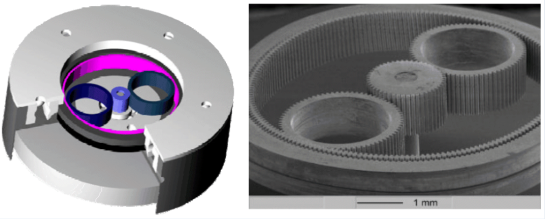
forrás:IMM + micromotion
6.4. Mikromotorok
Az előző fejezetben vázlatosan bemutatott Faulhaber 0206 mikromotor a radiális fluxusú motorkonstrukciók közé tartozik. A mágneskör felépíthető axiális irányú mágnesezettséggel is, erre mutat példát a 6.42. ábra - A Penny-motor és robbantott ábrája. Ez a ú. n. Penny-motor, nevét lapos alakjáról kapta, a méretét az ábra bal oldalán 1 Pfennig-es pénzérme mutatja.
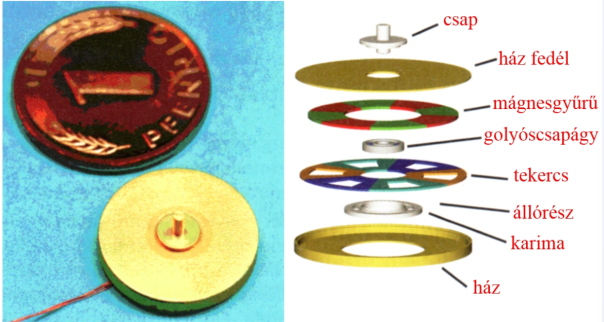
forrás: Faulhaber
A motor nem igazi mikrotechnikai konstrukció, tulajdonképpen a nagyobb méretű motorok kicsinyített mása. Működését tekintve ez is háromfázisú szinkron motor. Forgórésze axiálisan mágnesezett többpólusú lapos mágnesgyűrű, érdekessége, hogy a lapos konstrukcióból adódóan csak egyetlen csapággyal rendelkezik, ez viszont golyóscsapágy. A mágneses kör zárásában a ház és a házfedél vesznek részt.
A műszaki gyakorlatban alkalmazott elektromotoroknál, — így az eddig bemutatott példák esetében is — a villamos és mechanikai mennyiségek közötti átalakítást a mágneses tér közvetítésével végezzük el. Általánosan fogalmazva a villamos áramból (a töltések áramlásából) mechanikai erőt, forgó rendszereknél nyomatékot állítunk elő. A mikromechanikában tekercseket (és ezzel mágneses teret) létrehozni lehetséges ugyan, de nem a legegyszerűbb feladat. Erre példát a 6.43. ábra - Mikromechanikai technológiákkal előállított tekercs mutat, ahol galvanizálással egy 25 μm vastag tekercset állítottak elő.
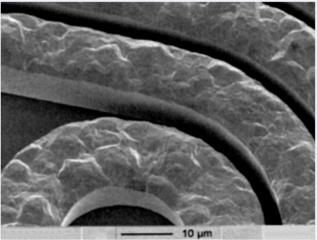
forrás: IMM
Térbeli tekercselést még nehezebb előállítani, ráadásul ezek kitöltési tényezője (az összes réz keresztmetszet és a teljes rendelkezésre álló keresztmetszet hányadosa) elmarad a rézhuzallal készített tekercsek kitöltési tényezőjétől. Célszerű elméletileg megvizsgálni, hogy a kisméretű rendszerek energiasűrűsége hogyan függ a méretektől. Az eredményt a 6.44. ábra - A mágneses és elektrosztatikus rendszerek energiasűrűsége mutatja. Ezek szerint a méretek csökkenése befolyással van az energiasűrűségre, méghozzá úgy, hogy a méretek csökkenésével az elektrosztatikus rendszerek energiasűrűsége nő, és 1,75 μm-nél érik el azt a határt, amely alatti mérettartományban az elektromágneses rendszerek elvesztik előnyüket, és az energetikai mérleg átbillen az elektrosztatikus aktuátorok javára. Megjegyezzük, hogy a vasmagos rendszereket a vas korrozív tulajdonságai (oxidáció) miatt a mikromechanikában általában nem használják, helyettük a rendszereket nikkelből, mint ferromágneses anyagból építik fel. A nikkelmaggal készült rendszerek mágneses tulajdonságai ugyan nem olyan jók, mint a vasmaggal felépített rendszereké, de a nikkel korrózióállósága nagyon jó, és galvanizálással jól strukturálható.
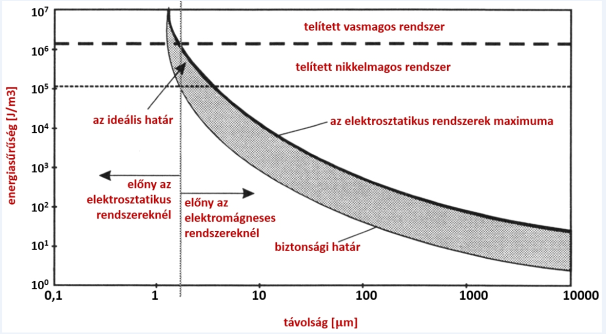
forrás: Mescheder: Mikrosystemtechnik
Ez az elméleti oka annak, hogy sok mikromechanikai aktuátor elektrosztatikus működtetésű. Ez megint egy olyan eset, amely rávilágít a mikromechanikai rendszerek különleges tulajdonságaira, itt éppen arra. hogy a kicsiben remekül működő elektrosztatikus rendszerek nagy méretekben működésképtelenek lennének. A (6.45. ábra - Három fázisú léptető mikromotor vázlata) ábrán egy három fázisú mikroméretű léptető motor elvi ábráját és vázlatos keresztmetszetét láthatjuk.
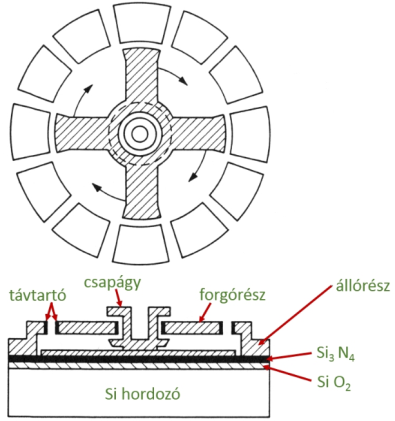
forrás: Büttgenbach: Mikromechanik
A forgórész átmérője 120 μm, az álló és forgórész közötti légrés 2 μm. A technológia szilícium felületi mikromechanika, a technológiai lépéseit főbb vonalakban a 6.46. ábra - A mikromotor előállításának lépései mutatja be.
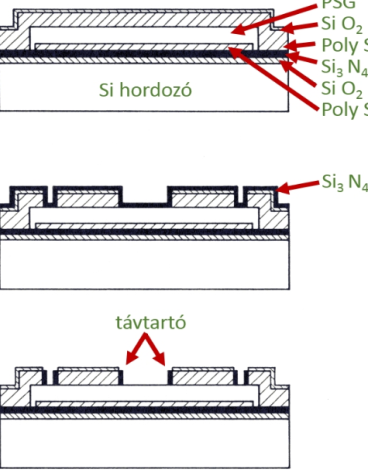
forrás: Büttgenbach: Mikromechanik
A kiindulás egy monokristályos szilícium hordozó, amelyre először egy 300 nm vastag SiO2 réteget, majd 1 μm vastag Si3N4 réteget visznek fel. Utóbbi szolgál az állórész elektródáinak szigetelésére a szilícium hordozótól. Ezután egy 300 nm vastag poliszilícium réteg, majd egy 2,2 μm vastag foszforszilikát üveg réteg felvitele történik, mindez strukturáltan. Az ablakok kinyitása után ismét egy kettős réteg felvitele következik 1,5 μm vastag poliszilíciumból és 100 nm vastag termikusan oxidált szilíciumdioxidból. A struktúrát plazma-marásos technológiával (PECVD) állítják elő. Ezután a struktúrát 340 nm vastag szilícium-nitrid réteggel vonják be. Ezután reaktív ionos marási technológiával (RIE etching) ezt a réteget lemarják úgy, hogy a függőleges, légrést biztosító szigetelő rétegek megmaradjanak. Ezután következik a csapágyazás kialakítása a 6.47. ábra - A mikromotor csapágyazásának kialakítása szerint.
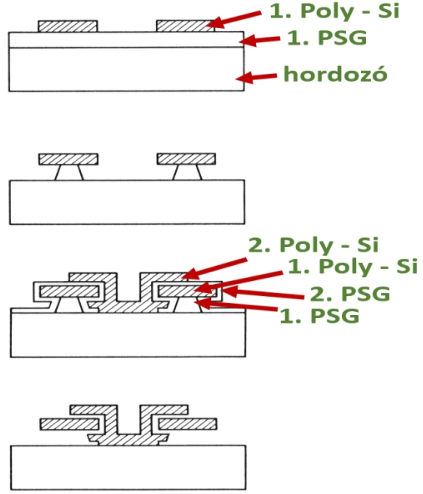
forrás: Büttgenbach: Mikromechanik
Először egy foszfor-szilikát (PSG) és egy első poliszilícium réteget kell felvinni, természetesen strukturáltan. Ezután következik a PSG izotróp marása, majd a második PSG és a második poliszilícium réteg felvitele. A következő lépésben a PSG réteget marással (a marószer HF) el kell távolítani, és kész a csapágyazott forgórész. A motor állórészeire kapcsolt feszültség 200 V, a kísérleti példányokon mért fordulatszám 150/min.
Egy némileg eltérő konstrukciójú, de szintén háromfázisú elektrosztatikus léptető motor képét a 6.48. ábra - A mikromotor képe, majd az állórész és a forgórész egy kinagyított részletét a 6.49. ábra - A mikromotor részlete mutatja be.
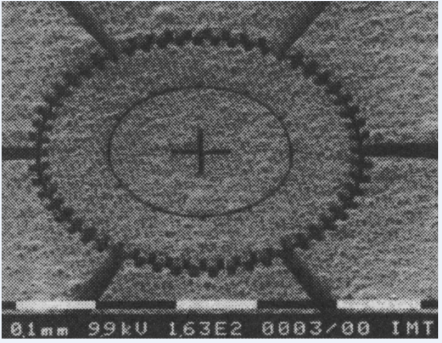
forrás: Mescheder: Mikrosystemtechnik
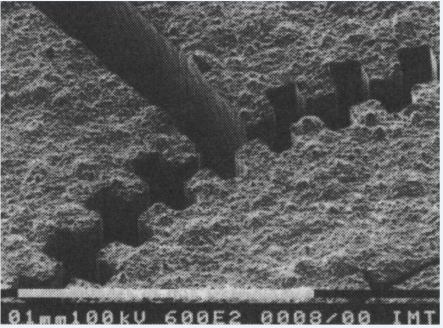
forrás: Mescheder: Mikrosystemtechnik
Fontos megjegyezni, hogy a mikromechanikában általában nincs utólagos szerelés, a struktúrát úgy kell létrehozni, hogy az a technológiai folyamatok végén szerelés nélkül működőképes legyen. Így például a léptető motor forgórésze és csapágyazása is utólagos szerelés nélkül készül.
6.5. Mikromechanikai szelepek
A mikromechanikai szelepek kialakítására egy jellemző példát mutat a 6.50. ábra - Mikromechanikai szelep szerkezete. A kiindulási alap ez esetben is egy szilícium hordozó, amelynek felületét p-típusú vezetővé alakítják. A hordozón a másik oldalról anizotróp marással a felesleges anyagot eltávolítják, a p réteg a marási folyamat leállítására szolgál. Ezután elkészítik a p rétegen a furatot. A p rétegre egy epitaxiális réteget növesztenek, amelynek felületét szintén p típusúvá alakítják, majd a felső oldalról anizotróp marással kialakítják a szelepfedelet és a kettős spirálrugót, amely a szelepfedél közel önmagával párhuzamos elmozdulását lehetővé teszi.
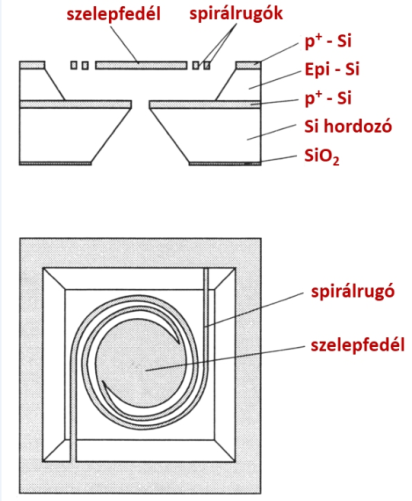
forrás: Mescheder: Mikrosystemtechnik
6.6. Egyéb mikromechanikai alkatrészek
Mikromechanikai technológiákkal sok olyan mikroméretű alkatrész is előállítható, amelyeket ma még teljes mértékben be sem láthatunk. Ebben a fejezetben néhány olyan struktúrát mutatunk be, amelyek szemléltetik a technológiában rejlő lehetőségeket. Erre mutat példát a 6.51. ábra - Mikromechanikai alkatrészek. A struktúrák magassága 500 μm, anyaguk pedig az SU-8 márkanevű fotoreziszt anyag.
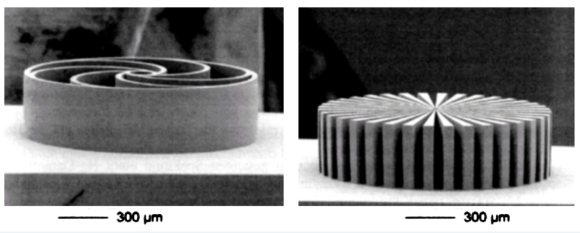
forrás: IMM
A következő (6.52. ábra - Mikromechanikai turbina) ábrán egy mikroturbina látható.
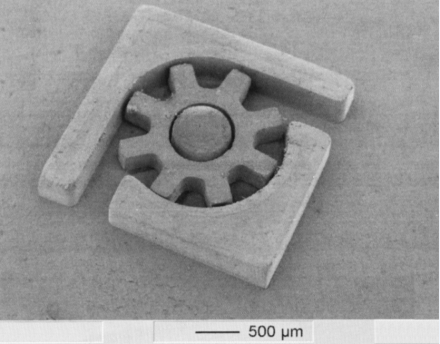
forrás: Mescheder: Mikrosystemtechnik
7. fejezet - Mikrooptikai eszközök
Ebben a fejezetben azok a mikrorendszerek kerülnek tárgyalásra, amelyekben a mikromechanika és a mikroelektronika mellett az optika is megjelenik (Micro Opto-Electro-Mechanical Systems, MOEMS). Ezek az eszközök sokszor mikroaktuátorokat is tartalmaznak, ezért a határvonal az mikroaktuátorok és az optikai eszközök között nem éles, így például a mikrotükör rendszereknél az optika mellett a tükrök mozgatása elektrosztatikus elven történik, emiatt az eszköz akár a mikroaktuátorokhoz is tartozhatna. Rendszerező elvünk azonban az volt, hogyha a mikrorendszerben az optika valamilyen formában megjelenik, az eszközt ebbe a fejezetbe fogjuk besorolni. Az optikában használatos építőelemeket többféle szempont szerint lehet osztályozni, egyik módszer, hogy az építőelemnél a fénytörést (refrakció), a fényvisszaverődést (reflexió), vagy a fényelhajlást (diffrakció) használjuk fel. Egy ilyen felosztást mutat a 7.1. ábra - Az optikai építőelemek osztályozása, ahol az optikában használatos fókuszálási és sugármenet eltérítési funkciók szerint hol a fénytörést, hol a fényvisszaverődést, hol pedig a fényelhajlás jelenségét használjuk fel. A felosztás határai természetesen nem élesek, vannak optikai építőelemek, eszközök, amelyeknél a hatások összetetten jelentkeznek.
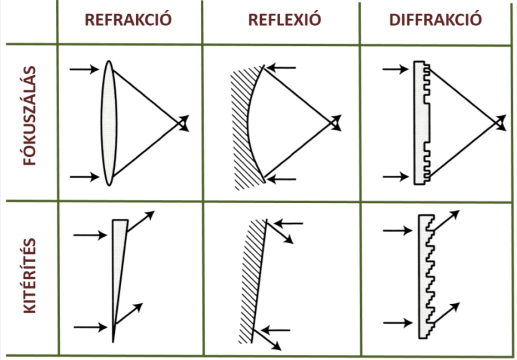
forrás: Sinzinger: Microoptics
A mikrooptika területe egyébként igen nagy, és jelenleg is még az intenzív fejlődés fázisában van. A jelen fejezet keretében néhány példát mutatunk be, azonban terjedelmi okokból a teljességre nem törekedhetünk.
7.1. Fénytörésen alapuló (refrakciós) mikrooptikai eszközök
A fénytörésen (idegen szóval refrakción) alapuló optikai elemeket a 7.2. ábra - A refraktív optikai építőelemek osztályozása mutatja. Két nagy csoportból állnak: a változó törésmutatójú (gradiens) elemekből, és a felületi profillal rendelkező elemekből.
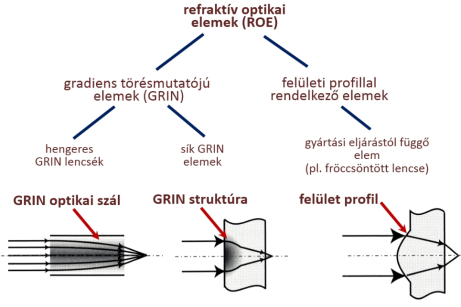
forrás: Sinzinger: Microoptics
A felületi profil segítségével kialakított mikrooptikai elemek nagyon hasonlítanak a hagyományos optikai rendszerekben alkalmazott elemekhez, ezek a mikrooptikai elemek tulajdonképpen a hagyományos optikai elemek kicsinyített változatai. Más a helyzet a gradiens törésmutatóval rendelkező mikrooptikai elemekkel: ezeknél új lehetőségek állnak rendelkezésre a változó törésmutató helyi megváltoztatására, ezért ezeknek különös jelentőségük van.
Elméleti optikai alapok
A refraktív optikai elemek működése az optika egyik alaptörvényén, a Schnellius-Descartes-törvényen alapul (7.3. ábra - A fénytörés jelensége), amely alapján:
|
|

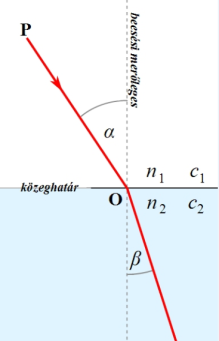
forrás: wikipedia
Megjegyezzük, hogy feltételezésünk szerint ebben az alapesetben a közegek törésmutatója állandó, azaz a közegek homogén anyagból állnak.
Mikrolencsék
A mikrolencséknek, különösen a mikrolencse mátrixoknak a képbontó detektorok esetében van jelentőségük. A CCD (Charge Coupled Device) és CMOS (Complementary Metal Oxid Semiconductor) képbontó eszközöknél ugyanis — részben a pixelek közötti szigetelés miatt, részben az egyes pixelek kiolvasásához szükséges vezetékezés és a hozzájuk tartozó áramkörök miatt — a rendelkezésre álló teljes felület helyett csak annak egy része lehet az aktív felület. A hasznos felület és a teljes felület arányát a kitöltési tényezővel szokás jellemezni, ami természetesen mindig egynél kisebb szám. Ezért nem mindegy, hogy egy pixelre mennyi fényenergiát lehet összegyűjteni. Erre a célra szolgálnak a mikrolencse mátrixok, amelyek segítségével a beérkező fény a kisebb területű fotodetektor felületére fókuszálható.
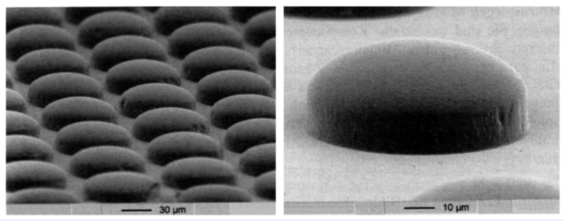
forrás: IMM Picard, Schulze
A (7.4. ábra - Mikrolencse mátrix PMMA anyagból) ábrán PMMA-ból készült mikrolencse mátrix látható, a lencsék átmérője 100 μm. Az előállítási technológia szerszámmal történő melegen történő préselés.
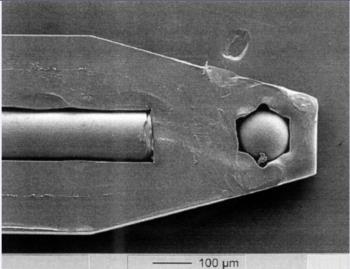
Száloptikai alkalmazásoknál, különösen a nagyobb numerikus apertúrával rendelkező szálaknál a veszteséget a nyaláb fókuszálásával is lehet csökkenteni. Ekkor a mikrolencsék helyett lehet gömblencsét, azaz vagy üvegből, vagy műanyagból készült golyót alkalmazni. Ennek a megoldásnak az az előnye, hogy sokszor a kis méretű golyókat egyszerűbb előállítani, mint a szükséges görbülettel rendelkező mikrolencséket. Egy ilyen megoldás képét mutatja a 7.5. ábra - Optikai szál széttartó nyalábjának fókuszálása gömblencsével.
Változó törésmutatójú mikrooptikai elemek
Kézenfekvőnek tűnik az az elgondolás, hogy a fénytörésnél a törésmutatónak nem szükségképpen kell állandónak lennie, hanem az változhat is. Ha az optikai közeg törésmutatója állandó ugyan, de több vékony, például egyre csökkenő törésmutatójú rétegből áll, a fény mindig megtörik a következő rétegnél, és végeredményben a fényút töréspontos lesz, mint ahogyan az a (7.6. ábra - Változó törésmutatójú rétegek hatása a fényútra) ábrán látható.
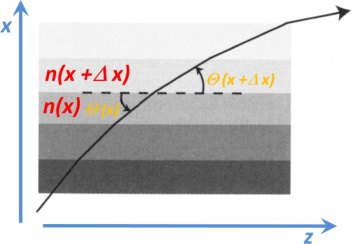
forrás: Sinzinger: Microoptics
A változó törésmutató létrehozásához a mikrooptikában különböző módszerek fejlődtek ki. Ide tartoznak a gradiens törésmutatójú (GRIN) eszközök, amelyek közül a legismertebb a gradiens törésmutatóval rendelkező optikai szál. Kevésbé ismert eljárások azok, amelyekkel planár (sík) mikrolencsék állíthatók elő. A változó törésmutató létrehozása ioncserélésen alapul. Az ioncserét azonban csak lokálisan, a megfelelő helyen kell létrehozni, tehát a szubsztrátot — amely legtöbbször optikai üveg — strukturálni kell. Erre a jól ismert maszkolási technológiát használják. Az egyik technológia szerint a szubsztrátra egy védőréteget visznek fel, például alumíniumból vagy titánból (7.7. ábra - Planár mikrolencsék létrehozása ioncserés technológiával a. ábra) Ezt a védőréteget fotoreziszt technológiával strukturálják, például kis kör alakú nyílásokat képeznek ki marással, ott, ahol például a mikrolencséket kívánják kialakítani. A kör alakú nyílásokat olyan olvadt sóoldatba merítik, amely só a megfelelő ionokat tartalmazza, például A+, Ag+, Ti+, K+ ionokat. Maga az ioncsere néhány száz °C-os hőmérsékleten megy végbe, a folyamat hasonlít a diffúzióhoz. A magas hőmérséklet az ionok mozgékonyságát segíti elő, ekkor az üvegben lévő Na+ ionok cserélődnek ki az olvadékban lévő ionokkal. Az ioncsere megváltoztatja az üveg törésmutatóját. A folyamat izotróp jellegű, tehát az ioncsere nem fejeződik be ugrásszerűen a maszk széleinél, a folyamat hasonló az izotróp marásokhoz.
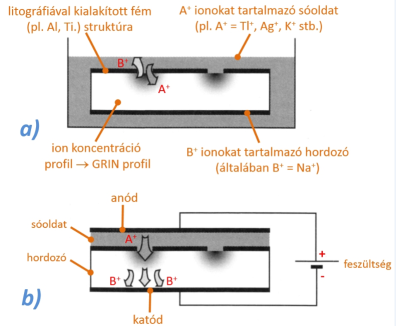
forrás: Sinzinger: Microoptics
A planár mikrolencsék előállítására szolgálók másik technológia az elektromigrációs eljárás. Ez az eljárás hasonlít az előbbihez, de itt az ioncserét nem hőhatással, hanem elektromos tér segítségével hozzák létre (7.7. ábra - Planár mikrolencsék létrehozása ioncserés technológiával b. ábra). A strukturálás, tehát az ioncsere helyének kijelölése ez esetben is maszk segítségével történik.
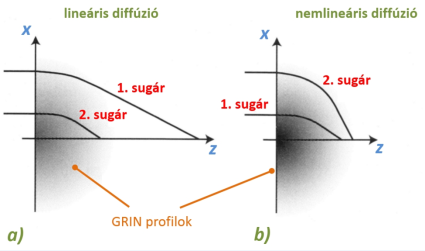
forrás: Sinzinger: Microoptics
A gradiens indexű törésmutató diffúzió segítségével is létrehozható. Ez esetben a mikrolencsék optikai tulajdonságainak (konkréten a sugármenetnek) a szempontjából meghatározóan fontos a diffúziós paraméterek befolyása. A (7.8. ábra - A diffúziós paraméterek hatása a sugármenetre) ábrán egy üveg alapanyagból diffúzióval kialakított planáris mikrolencsék sugármenete látható. Az a.) és b.) ábra közötti különbség a lineáris és a nemlineáris diffúziós technológiában van, bemutatva, hogy ennek milyen befolyása van a sugármenetre.
Mikroprizmák
Mikroprizmák alkalmazására általában akkor van szükség, ha az optikai sugármenet valamilyen okból megtörik. A mikroprizmák, elsősorban a mikroprizma rendszerek előállítására több eljárás ismeretes: ilyen például a szinkrotron vagy proton litográfiával előállított struktúra. A kollimált szinkrotron vagy proton sugárzás útjába pin-hole-t (igen kis átmérőjű furat) helyeznek el, amellyel végig szkennelik a megmunkálandó felületet. A felbontás, az élek, az egész struktúra minőségét alapvetően a pin-hole mérete határozza meg. A másik módszer az analóg litográfia. Ekkor a szürke minden árnyalatát tartalmazó (nem bináris, mint ahogyan azt a maszkoknál általánosan szokásos) maszkot alkalmaznak, amelyet anizotróp szelektív marás követ. Egy ilyen analóg litográfiával készült mikroprizma rendszert mutat a 7.9. ábra - REM felvétel analóg litográfiával készült mikroprizma rendszerről. A mikroprizmák mérete 100 μm, a felvétel REM (Reflection Electron Microscope) mikroszkóppal készült.
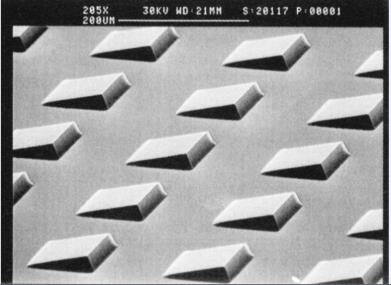
forrás: Sinzinger: Microoptics
Végül megemlítjük, hogy mikroprizmák készíthetők felvitt vékony rétegek újraolvasztásával (reflow and mass transport) is.
7.2. Fényvisszaverődésen (reflexión) alapuló mikrooptikai eszközök
Az optikai elemek jelentős részének működése a fény visszaverődésén (reflexióján) alapul, ezeket reflektív optikai elemeknek (ROE, Reflective Optical Elements) nevezzük. Az eszközöket három nagy csoportba lehet osztani, a 7.10. ábra - A reflexión alapuló optikai építőelemek szerint. Ezek a következők: a száloptikák (fényvezető szálak, ide értve a híradástechnikai rendeltetésű szálakat is), a görbe és a síktükrök. Megjegyezzük, hogy a görbülettel rendelkező tükör az általánosabb, a síktükör a görbe tükörnek az a speciális esete, amikor a görbületi sugarak végtelen nagyok.

forrás: Sinzinger: Microoptics
Elméleti optikai alapok
A tükrözés alaptörvénye, hogy a beeső fénysugár és a felületi normális által bezárt szög megegyezik a kilépő fénysugár és a felületi normális által bezárt szöggel.
A száloptikai rendszerekben a fényvezetés a totális reflexió alapján történik, amikor az optikailag sűrűbb (nagyobb törésmutatójú) fényvezető magot egy optikailag ritkább (kisebb törésmutatójú) köpeny veszi körül. Ettől az integrált optikában alkalmazott fényvezetők csak geometriai formájukban és anyagukban különböznek, a fényvezetés elve ugyanaz. Hivatkozva a Schnellius-Descartes-törvényre (lásd előző fejezet), létezik egy határszög, amelynél nagyobb beesési szögeknél fellép a totális reflexió, azaz a teljes visszaverődés:
|
|
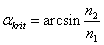
A fény sokszor a levegőből (n=1) érkezik (7.11. ábra - A teljes visszaverődés), ekkor a határszög:
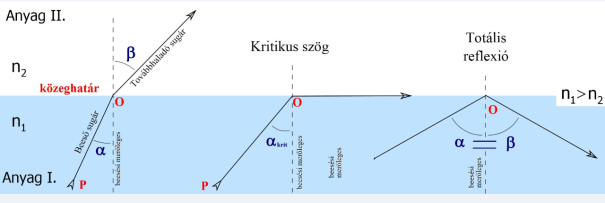
|
|
Az optikában gyakran használatos a numerikus apertúra kifejezés, amely egyszerűen számítható:
|
|

Gyakorlati alkalmazásoknál ez annyit jelent, hogy mennél nagyobb egy fényvezető numerikus apertúrája, annál könnyebb a fény becsatolása a fényvezetőbe. Az integrált optikában a fényvezető általában egy vékony csík, amelyet alulról a szubsztrát, felülről a köpeny szerepét betöltő kisebb törésmutatójú réteg határol. Az ilyen konstrukciót planár fényvezetőnek nevezik. A fényvezető csík szélességi mérete általában a néhány μm nagyságrendben van, tipikusan 2μm, a réteg vastagsága 1-10 μm közötti érték. A szokásos gyakorlati megvalósítások keresztmetszeteit a 7.12. ábra - Az integrált fényvezetők gyakorlati megvalósítása foglalja össze.
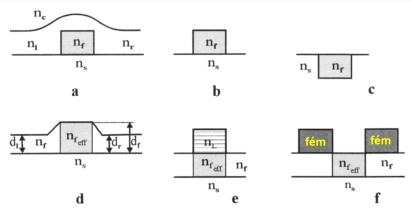
Az ábrán a szürkén árnyalt téglalapok jelentik a fényvezető magot, amely az integrált mikrooptikai rendszereknél nem kör, hanem téglalap keresztmetszetű. Ennek technológiai okai vannak, ugyanis a téglalap keresztmetszet sokkal könnyebben előállítható, a rétegnövesztési, rétegleválasztási, a struktúrálási technológiák alapvetően erre alkalmasak.
Hagyományos optikai szálakat tartalmazó alkalmazások
A ma már hagyományosnak tekinthető optikai fényvezető szálak méretei a mikrotechnika mérettartományába esnek. Alapvetően két nagy csoportra oszthatók: a multimúdusú és a monomódusú fényvezetőkre. A multimódusú szálaknál a fény több módusban terjedhet, a fotonok a totál reflexión alapuló terjedés során különböző úthosszakat járnak be. A monomódusú szálaknál a kis magátmérő miatt a fénynek gyakorlatilag nincs lehetősége különböző úthosszakat bejárni. Ezek szabványos magátmérője 4,5 illetve 9 μm. A mag és a köpeny törésmutatója általában ugrásszerűen változik. Vannak azonban olyan optikai szálak is, amelyeknél a mag és a köpeny törésmutatója folyamatosan változik, ezek a gradiens szálak, amelyek egyébként szintén multimódusúak. A háromféle száltípust a 7.13. ábra - A fényvezető szálak konstrukciója ábra foglalja össze.
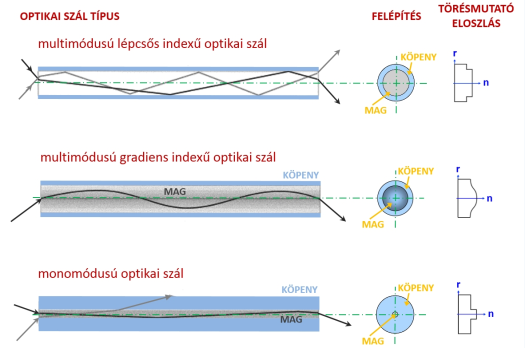
Mindhárom száltípus külső köpenyének mérete azonos, 125 μm. A legnagyobb sávszélesség-frekvencia szorzata a monomódusú szálnak van, ezért ez a legalkalmasabb híradástechnikai célokra. Ugyanakkor a kis magátmérő miatt ezeknél a szálaknál a csatlakoztatás okozza a legnagyobb problémát.
Száloptikás erőmérő
Egy különleges, hagyományos optikai szálak segítségével megépített autóipari szenzort mutat a 7.14. ábra - Száloptikás erőmérő. A szenzor (precízebben fogalmazva erőmérő jelátalakító) a személygépkocsik motoros ablakemelő rendszeréhez tartozik. Ugyanis a motoros mozgatás a biztonságos működés érdekében elég nagy erőkifejtéssel dolgozik, és ha valakinek a keze beszorul az üveg és az ajtó közé, könnyen személyi sérülést okozhat. Ezért az erőt mérni kell, és ha az erő elért egy határértéket, a motorvezérlést le kell állítani. A feladat különleges, egyik irányban nagy kiterjedésű szenzort igényel. Ennek érdekében a szenzor az ajtókeretbe épített tömítő gumi körül spirális alakban feltekercselt optikai szálat tartalmaz. Az optikai szálba fényt csatolunk be, amelynek az intenzitását a kimeneten mérjük. Amennyiben a felfelé mozgó üveg akadályba ütközik, az erő deformálja az optikai szál alakját, az optikai csillapítás értéke megváltozik, ezt pedig fotodetektorral érzékelni lehet. Ha az erő átlép egy határértéket, a vezérlő leállítja az emelőmotort. Az ilyen alkalmazásoknál nem szükséges jó minőségű híradástechnikai szálakat használni, az olcsó műanyag szálak is megfelelnek a feltételeknek.
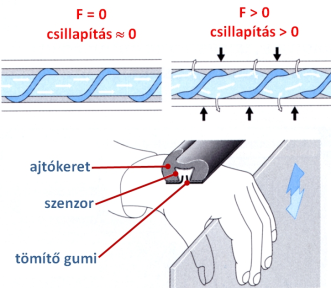
forrás: Bosch
Integrált mikrooptikai fényvezetők
Mint azt korábban említettük, az integrált mikrooptikai rendszerekben a fényvezető (és a többi járulékos elem is) technológiai okokból téglalap keresztmetszettel rendelkezik. Ezt mutatja be a 7.15. ábra - Mikrooptikai fényvezető jellegzetes méretei, a jellemző méretekkel és tűrésekkel.
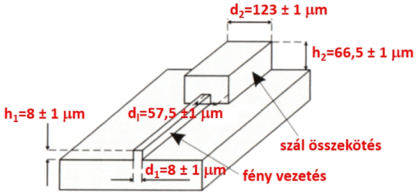
A csatlakozás kialakításának technológiai lépéseit a 7.16. ábra - Hagyományos optikai szál csatlakozása integrált rendszerekhez mutatja.
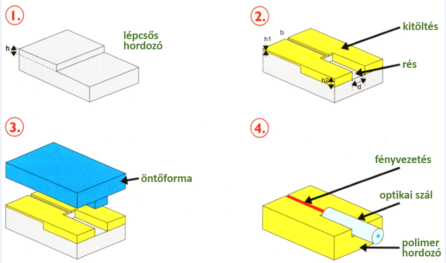
Az első lépésben a lépcsős hordozót (1) állítják elő. Erre viszik fel a röntgen-reziszt réteget, amelynek vastagságát polírozással állítják be, mivel a megadott tűrések eléggé szigorúak. Ezután következik az arany maszkkal történő strukturálás, majd a laterális méretek kialakítása a fotoreziszt előhívásával (2). Ez tulajdonképpen már a munkadarab lehetne, de a tömeggyártás, a gazdaságosság azt követeli, hogy erről egy fém szerszám készüljön, és a tömegterméket majd ennek segítségével fogják előállítani. A szerszámot nikkel és réz galvanizálásával hozzák létre (3). A munkadarabok polimer anyagból, meleg préseléssel készülnek (4). A hagyományos szál rögzítése és a fényvezető csík létrehozása speciális, a polimerhez képest nagyobb törésmutatóval rendelkező ragasztó segítségével történik. A megvalósított mikrooptikai szerszámot és a meleg préseléssel kialakított polimer munkadarabot a 7.17. ábra - Mikrooptikai fényvezető csatlakozás kialakítása mutatja.
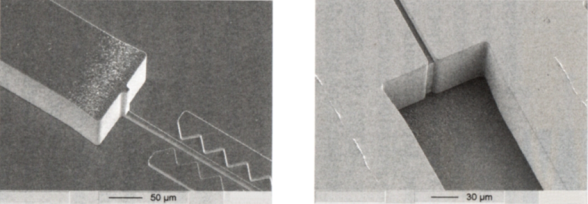
A híradástechnikában gyakran szükség van hagyományosnak tekinthető optikai szálak csatlakoztatására. A csatlakoztatást vagy oldhatatlanra készítik a szálak összehegesztésével, vagy oldható csatlakozást készítenek mechanikai csatlakozóval. Ez utóbbit előnyösen mikromechanikai módszerekkel is meg lehet oldani, erre mutat példát a 7.18. ábra - Mikromechanikai technológiákkal előállított száloptikai csatlakozó vázlata, amelyen száloptikai csatlakozó konstrukcióját mutatjuk be. A csatlakozókat régebben egyedileg, forgácsolással (például ultraprecíz esztergálással) állították elő, és csak egyetlen optikai szál csatlakoztatására voltak alkalmasak.
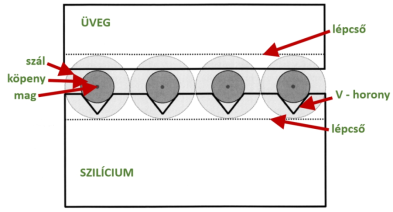
A mikrooptikai megoldásnál általában több szálat csatlakoztatnak. A kiinduló anyag monokristályos szilícium hordozó, amelyen V-alakú hornyokat alakítanak ki anizotróp nedves marással. A hornyokba behelyezett szálakat üveg alkatrész szorítja a hornyokba. A tűrések itt is mikrométer nagyságrendűek, amelyeket azonban a mikromechanikai technológiákkal biztosítani lehet.
Eső-fény szenzor
A gépjármű technikában alkalmazott esőszenzor felismeri a szélvédőre került esőcseppeket, ezzel automatikusan működésbe hozhatók az ablaktörlők. Az esőcseppek számának megfelelően a feldolgozó elektronika dönt az ablaktörlők szakaszos vagy folyamatos vezérléséről. A (7.19. ábra - Az eső-fény szenzor működése) ábrán (1)-gyel jelöltük az esőcseppeket, (2)-vel a szélvédőt. A (6) LED meghatározott szög alatt infravörös fényt bocsájt a szélvédőre, és ennek a fénynek egy jelentős része visszaverődik az üveg-levegő határrétegről, azaz létrejön az optikában ismert teljes reflexió jelensége. Ha viszont esőcsepp éri a szélvédőt, a (6) LED által kibocsájtott fény egy része szétszóródik, és az esőcseppek számától függően gyengébb vevőjel érkezik a (4) fotodiódára. A fotodióda vett jelének változása képezi az alapját az állapot felismerésnek, és ennek segítségével az ablaktörlők működtetésének. A szenzort az ablaktörlők működési területén belül kell elhelyezni ahhoz, hogy a törlési folyamatot követően újra meg lehessen határozni a szélvédőre került esőcseppek mennyiségét. Az esőszenzort általában egybeépítik az ú. n. integrált fényszenzorral, amely két vagy három további fotodiódából áll (3) és (5). A (3) fotodióda érzékeli a gépkocsi haladási irányába eső, távolabbról érkező fénysugárzás mennyiségét, míg az (5) fotodióda az általános megvilágítást (éjjel vagy nappal van, alagútban vagyunk, stb.) érzékeli. Ezeknél célszerű olyan fotodiódákat alkalmazni, amelyek sugárzási spektruma az emberi szem érzékenységi karakterisztikájához (V λ ) hasonlít.
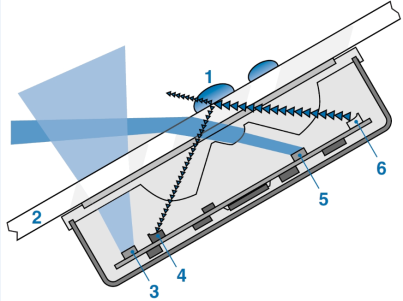
forrás: Bosch
Megjegyezzük, hogy a bemutatott szenzor integrációs foka jelen formájában viszonylag alacsony, ugyanakkor a konstrukció magában hordozza az integrációs fok jelentős emelésének lehetőségét.
Szennyeződés szenzor
A gépjármű technikában a szennyeződés szenzor felismeri a fényszóró üvegek szennyezettségének mértékét, és ezzel önálló, automatikus tisztítást tesz lehetővé, ezzel is növelve a gépkocsi mesterséges intelligenciáját és biztonságát. A szenzor tulajdonképpen egy dobozba épített reflexiós optokapu (3), vázlatos felépítését a 7.20. ábra - Az szennyeződés szenzor működése mutatja. A szenzor a fényszóró üveg belső oldalán, a tisztítandó felületen, de nem a kilépő fény útjában helyezkedik el. Tiszta, vagy csak esőcseppekkel borított fényszórónál a (4) LED-ek által kibocsájtott infravörös tartományba eső fény szinte akadálytalanul jut a szabadba, csak kis hányad reflektálódik a fényszóró üvegén, és kerül vissza az (5) fotodetektorokra. Ha azonban kívülről szennyeződés (2) éri a fényszórót, például sár fröccsen fel a fényszóróra, a fotodetektorokba több fény verődik vissza, amelynek nagysága a szennyeződés mértékétől függ. Egy határértéket átlépve, a rendszer parancsot ad a tisztító (törlő) készülék működtetésére.
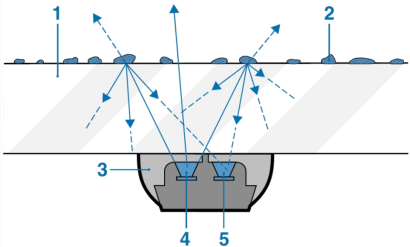
forrás: Bosch
Digitális mikrotükör rendszerek
A digitális tükörrendszerek (Digital Mirror Devices, DMD) szintén a mikromechanika termékei közé tartoznak, leginkább a finommechanika-optika miniatürizált változatainak foghatók fel, de mindenképpen azzal a megjegyzéssel, hogy ezek klasszikus méretekkel működésképtelenek lennének. A digitális mikrotükör rendszerek a közismert projektorok nélkülözhetetlen elemét képezik. A projektorok működési vázlatát mutatja be a 7.21. ábra - A projektorok működési elve. Mindenek előtt szögezzük le, hogy a digitális kép épp úgy, mint a kameráknál vagy a televíziónál, számítógép monitoroknál, kijelzőknél itt is képpontokból, pixelekből áll. A projektorok a színes és többárnyalatú digitális képet úgy hozzák létre, hogy a fehér fényforrásból érkező fénynyalábot egy gyorsan forgó színszűrőn engedik át, amelynek segítségével lehet a színárnyalatot kiválasztani. Hogy a kép egy adott helyén elhelyezkedő pixel ki lesz-e egyáltalán világítva, és ha igen, milyen színnel és színtelítettséggel, azt a digitális tükörrendszer vezérlésével a processzor oldja meg. Ez csak úgy lehetséges, ha nagyon sok elemi kis tükör van (gyakorlatilag ahány pixel van), és ezeket nagyon gyorsan lehet mozgatni. Szerencsére azonban ma már olyan fejlett a mikromechanika, hogy ezt a feladatot is képes megoldani. A projektor működésének vázlatát a (7.21. ábra - A projektorok működési elve) ábrán mutatjuk be. A halogén izzó fehér fényt állít elő, amely a látható spektrum minden színét tartalmazza, tehát megfelelő módszerrel és eszközzel ebből a szükséges szín kiválasztható. A „színkerék” egy gyorsan forgó színszűrőket tartalmazó kerék, amelynek forgásával szinkronizálni kell a DMD tükörrendszert. Azt tehát, hogy a kivetítőn milyen szín jelenjen meg, a színkerék pillanatnyi helyzete határozza meg, és azt, hogy a képnek melyik pontján (pixeljén) jelenjen meg az adott szín, a DMD vezérlése határozza meg. A színek intenzitása (telítettsége), és a színek árnyalata szintén a tükrök vezérlésével (impulzusszélesség modulációval) oldható meg.
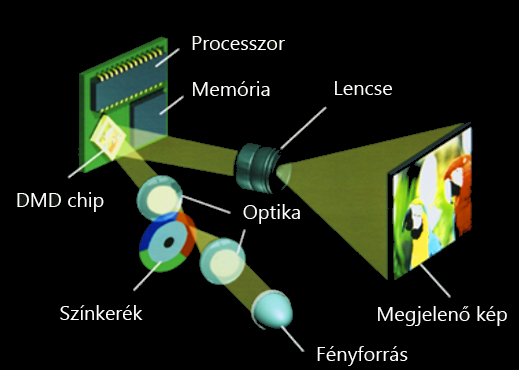
A digitális tükörrendszereket a felületi mikromechanika segítségével állítják elő. Egy ilyen eszköz képét mutatja a 7.22. ábra - Mikrotükör rendszer képe (DMD).
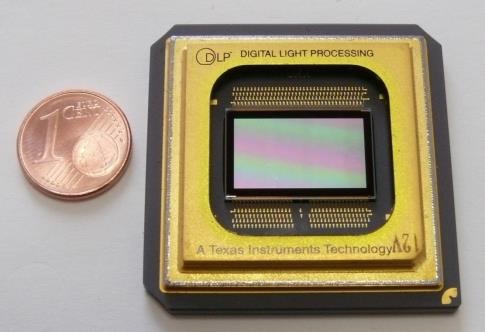
forrás: Texas Instruments
A méreteket jól mutatja az eszköz mellett a pénzérme. A tükörrendszer XGA (Extended Graphics Array) minőségű képfelbontásnál 1024 x768 egyedi tükröt tartalmaz, ami 786 432 db tükröt jelent, de vannak DMD chipek 2048x 1080 db (kb. 2 millió) tükörrel is. Az elemi tükrök önállóan, egymástól függetlenül mozgathatók. A mozgatást a finommechanikából jól ismert és a klasszikus elektromechanikus mérőműszereknél gyakran alkalmazott rugalmas torziós csapágyazás teszi lehetővé, csakhogy nem finommechanikai, hanem mikromechanikai mérettartományban, és kivitelben. A tükrök mérete jellemzően a néhányszor 10 μm (példaképpen 12 μm x 12 μm) nagyságrendben van (összehasonlításul: a tükrök oldala a hajszál átmérőjének kb. 1/5-e). A billentés elektrosztatikus térrel történik. A tükrök tömege olyan kicsi, hogy az átbillenési idő a 10 μs tartományban (példaképpen 16 μs) van. A tükrök vezérlése impulzusszélesség modulációval történik, ezzel a módszerrel lehet a képpont (pixel) világosságát befolyásolni.
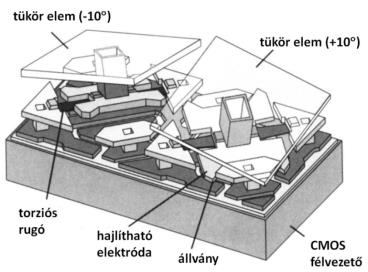
forrás: Völklein: Praxiswissen
Egy elemi tükör vázlatos felépítését a 7.23. ábra - A mikrotükrök felépítése, valóságos mikroszkópi képét a 7.24. ábra - Egy mikrotükör mikroszkópi képe mutatja.
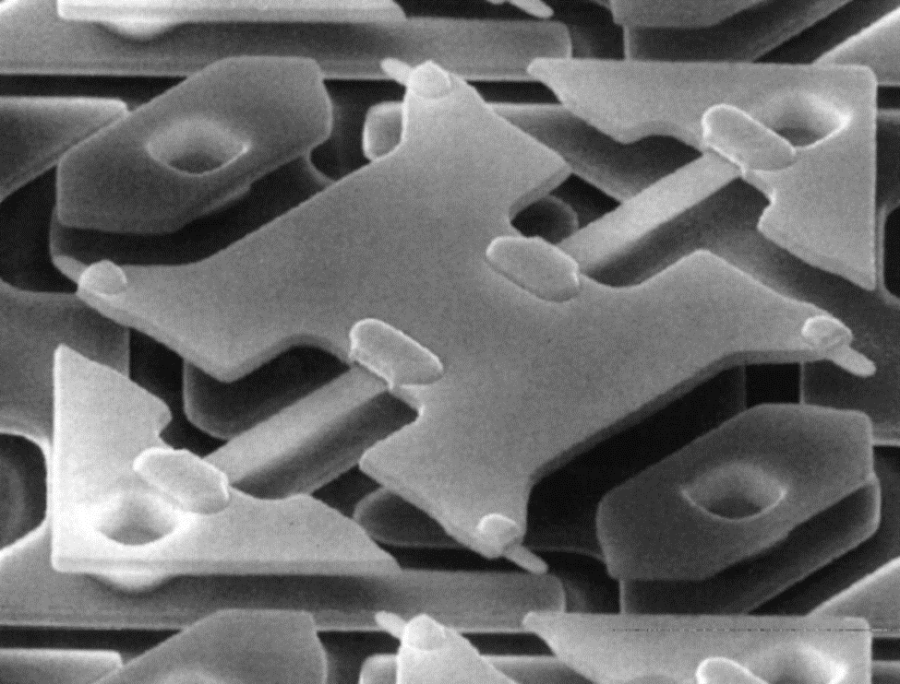
A kész DMD mikrotükör rendszer méreteit jól mutatja a 7.25. ábra - A DMD tükörrendszer egy tenyérben elfér. Látható, hogy a tükörrendszer egy tenyérben elfér.
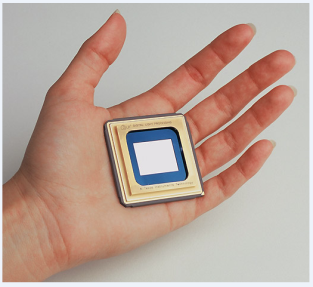
forrás: Texas Instruments
7.3. Fényelhajláson alapuló (diffrakciós) mikrooptikai eszközök
A fényelhajlás (idegen szóval diffrakció) jelenségén alapuló optikai elemeket (DOE, Diffractive Optical Elements) a 7.26. ábra - A diffrakciót felhasználó optikai elemek foglalja össze.
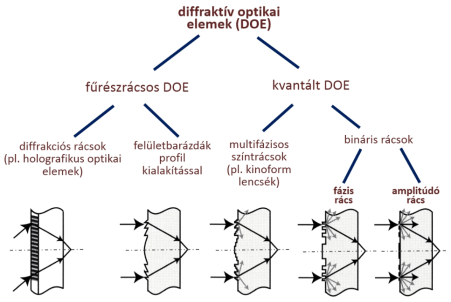
forrás: Sinzinger: Microoptics
Akár az optikai lencséket, akár a prizmákat tekintjük, alkalmazási problémát jelenthet azok vastagsági mérete. A vastagság csökkentésére a hagyományos optikában is van lehetőség, példaként említhető a Fresnel-lencse. Ugyanez a lehetőség a vastagsági méret csökkentésére a mikrooptikában is rendelkezésre áll, itt azonban célszerű figyelembe venni a fény hullámhosszát, ugyanis a mikrooptikában az optikai elemek méretei összemérhetőek a fény hullámhosszával. Ha az optikai úthosszból egy teljes hullámhossznyit veszünk el, vagy adunk hozzá, a fázisszög φ = 2π, azaz fázishiba nem lép fel. A hullámhosszal kvantálva alakíthatók ki a felület barázdái, így jutunk el a fűrészrácsos felületbarázdált profillal rendelkező diffraktív optikai elemekhez. Ezek vázlatát mutatja be a 7.27. ábra - Fűrészrácsos mikrooptikai elemek, az a) ábrarésznél egy prizma, a b) ábrarésznél egy lencse esetében.
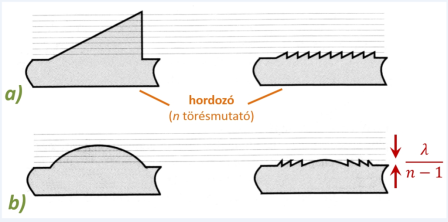
forrás: Sinzinger: Microoptics
A 7.28. ábra - Példák a diffrakciót felhasználó optikai elemekre: a) 1x2 sugárosztó, b) 1xN sugárosztó, c) sugáreltérítő, d) diffraktív lencse néhány példát mutat be diffrakciót felhasználó optikai elemekre. Az a) ábra 1x2 utas sugárosztót, a b) ábra 1xN sugárosztót, a c) sugáreltérítőt, a d) diffraktív lencsét, illetve ezek vázlatát mutatja be.
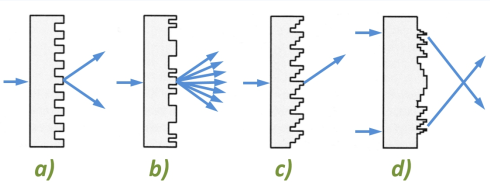
forrás: Sinzinger: Microoptics
A 7.29. ábra - REM felvételek a) sugárosztó funkciót is ellátó mikrolencse, b) mikrolencse mátrix két REM (Reflection Electron Microscope) fényképet mutat be. Az a) ábrán egy 8 fázisszinttel rendelkező olyan diffraktív optikai elem részletét mutatja, amely egyben sugárosztó és mikrolencse funkciót is ellát. A b) ábrán 4 fázisszintű mikrolencse mátrix látható.
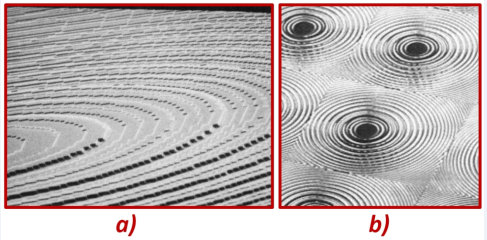
forrás: Sinzinger: Microoptics
A diffrakciót felhasználó optikai elemek közül először egy optikai rácsot tartalmazó mikrooptikai eszközt, egy mikrospektrométert mutatunk be részletesebben.
Mikrospektrométer
A mikrospektrométer egy olyan mikrooptikai eszköz, amelynek segítségével meg lehet határozni egy optikai szálon beérkező fény (általánosabban fogalmazva elektromágneses sugárzás, mert fénynek az elektromágneses sugárzásnak az általunk, emberek által látható tartományát nevezzük) spektrális összetételét. Ehhez szükség van egy sugárzást spektrálisan szétbontó eszközre (ilyen a prizma vagy az optikai rács), és a sugárzást detektáló eszközre. Klasszikusan ezt régebben úgy oldották meg, hogy érzékelésre egyetlen detektort használtak, és a fény spektrális bontását monokromátorral végezték el. Ez a megoldás azonban finommechanikai mozgatásokat igényelt (például a prizma vagy optikai rács forgatását), és ez együtt járt azzal, hogy a mérést csak az idő függvényében lehetett létrehozni, a mért spektrum nem állt rendelkezésre egyetlen pillanatban. A mikrooptikai megoldás nem tartalmaz mozgó elemeket, az egész spektrum egyidejűleg rendelkezésre áll. Fénybontásra optikai rácsot, detektorként ú.n. vonaldetektort alkalmaznak, amely legtöbbször 1024, 2048, vagy 4096 elemi fotodiódát tartalmaz egy sorba rendezve.
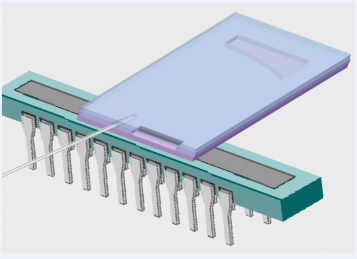
forrás: World of Microsystems
A mikrospektrométer vázlatos képét a 7.30. ábra - A mikrospektrométer képe mutatja. A mikrospektrométer legfontosabb eleme az átlátszó (fényvezető) polimerből készült optikai elem, amely a fényvezetésen kívül egyben optikai rács is, és tartalmazza a 45°-os tükröt is, amely a már felbontott spektrumot vetíti rá a vonaldetektorra.
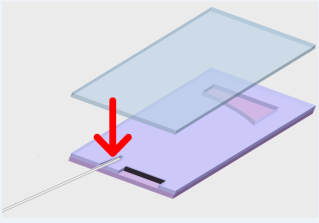
forrás: World of Microsystems
A (7.31. ábra - A mikrooptikai egység) ábrán a piros nyíl mutatja a bejövő optikai szálat helyező v-alakú hornyot. A középső optikai elem tartalmazza még az optikai rácsot és a 45°-os tükröt is. Az ábrán az alsó záró polimer fólia már a középső elemre van ragasztva, a fedő polimer fólia még felette van.
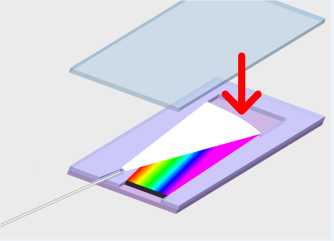
forrás: World of Microsystems
A 7.32. ábra - A belépő fényt az optikai rács bontja fel spektrális összetevőire a szálból kilépő szétterülő fényt, majd az optikai rácsról visszavert spektrumot mutatja.
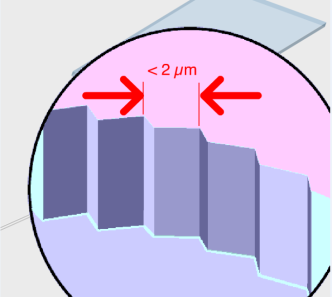
forrás: World of Microsystems
A optikai rács osztása 2 μm (7.33. ábra - Az optikai rács). Az elemi felületek érdességének optikai minőségűnek kell lennie. Az optikai elem előállításához LIGA technológiával előállított szerszámot használnak. Ezzel a technológiával 50 nm-es átlagos felületi érdességnél jobb felületi minőség hozható létre, amellett a mélységi és laterális méretek közötti arány 100-nál nagyobb is lehet, a csaknem párhuzamos röntgen sugárzásnak köszönhetően (ld: LIGA technológia).
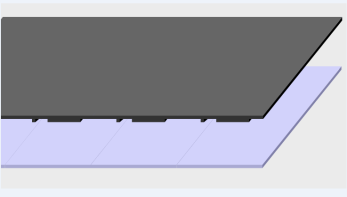
forrás: World of Microsystems
A 7.34. ábra - A mikrospektrométer képe azt szemlélteti, hogy a LIGA technológiával előállított szerszámmal (az ábrán felül) melegsajtolással állítják elő az optikai alkatrészt. Ezután következik az alsó védőfólia felrögzítése (7.35. ábra - Az alsó védőfólia elhelyezése), majd a darabolás, az üvegszál beragasztása, és a felső védő fólia elhelyezése (7.36. ábra - A szál beragasztása és a felső védőfólia elhelyezése).
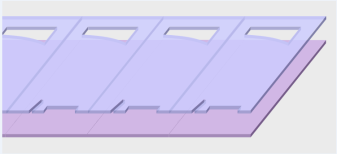
forrás: World of Microsystems
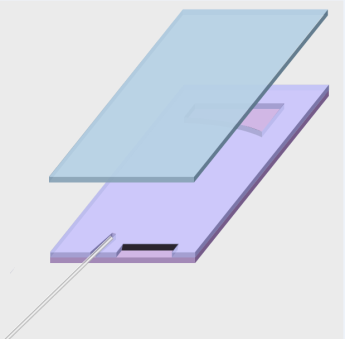
forrás: World of Microsystems
Miután elkészült az optikai rész, pozícionálás következik, majd ezután az egységet a vonaldetektor tokjára ragasztják (7.37. ábra - Az optikai egység pozícionálása a vonaldetektorhoz).
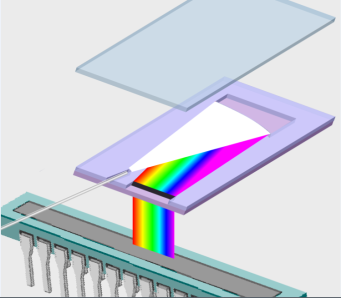
forrás: World of Microsystems
A mikrotechnikai eszközökkel készített, mozgó alkatrészek nélküli mikrospektrométert a kis méret (31x29x5 mm), robusztus felépítés, és az alacsony ár jellemzi. A főbb alkalmazási területek a következők: refraktív színmérés a grafikai és nyomdaiparban, az élelmiszer és csomagolóiparban, és az egészségügyben. Transzmissziós spektrometria a vegyiparban, anyagvizsgálatban és a környezetvédelemben. A 7.38. ábra - A mikrospektrométer alkalmazása a vér bilirubin tartalmának mérésére egy egészségügyi alkalmazást mutat, ahol a vér bilirubin tartalmát egy mikrospektrométert tartalmazó kézi műszerrel lehet meghatározni.

forrás: World of Microsystems
Száloptikai csatoló elemek
Az integrált optikában a létrehozott szalag alakú optikai fényvezetők minősége mélyen alatta marad a hagyományos, kör keresztmetszetű szálaknál elérhető 1 dB/km alatti veszteségeknek a mikrooptikában a tipikus veszteségi érték 0,1…1 dB/cm, ami tíz-százezerszer rosszabb érték. Ennek legfőbb oka a fényvezető csík (szalag) gyártáskor elérhető felületi érdessége, és ezzel a szóródási veszteségek emelkedése. A fajlagosan nagy veszteségek azonban nem túlságosan zavaróak az integrált optikai vezetők rendkívül kis méretei miatt. Mivel a totális reflexió kialakulása a mag és a köpeny közötti törésmutatótól függ, szoros összefüggés van a fényvezető görbületi sugara és a törésmutató változás között. Minél kisebb a törésmutató különbség a mag és a köpeny között, annál nagyobb a megengedhető görbületi sugár. Más szavakkal fogalmazva: adott törésmutató különbségnél a görbületi sugarat csökkentve, egy bizonyos határnál a szóródási veszteségek ugrásszerűen növekedni kezdenek. A görbületi sugár azonban nemcsak a törésmutató változástól függ, hanem az optikai vezető egyéb geometriai tulajdonságaitól is.
A (7.39. ábra - Mikrooptikai iránycsatoló és elosztó vázlatos konstrukciója) ábrán egy mikrooptikai iránycsatoló (modulátor) vázlatos konstrukcióját láthatjuk, amely elágazásokat is tartalmaz. A fény be és elvezetése hagyományos optikai szálakkal történik, amelyek helyezését azonban a mikrooptikai struktúra biztosítja.
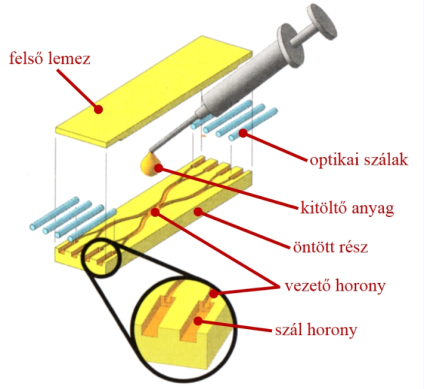
A (7.40. ábra - Mikrooptikai csatoló (modulátor) felépítése és csatlakoztatása hagyományos szálakhoz) ábrán egy négy bemenettel és négy kimenettel rendelkező valóságos iránycsatoló képét és belső szerkezetének vázlatát láthatjuk.

forrás: IMM
A 7.41. ábra - Mikrooptikai iránycsatoló tipikus geometriai méretei, a fényintenzitás lefutása, és a mikrooptikai rész keresztmetszete a jellegzetes méretekkel felső része egy iránycsatoló tipikus geometriai adatait mutatja. Az ábra közepén a fényteljesítmény elvi lefutását láthatjuk mindkét fényvezetőre vonatkoztatva. Az ábra alsó részén ugyanennek a mikrooptikai konstrukciónak a keresztmetszetét láthatjuk a hozzá tartozó méretekkel.
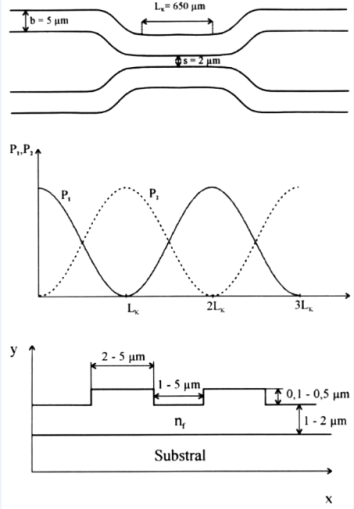
Mikrointerferométerek
A mikrotechnikában használatos technológiákkal lehetőség van integrált interferométerek létrehozására is. Példaként említjük meg, hogy egy Michelson típusú interferométer optikai részét egy 7x7 mm nagyságú szilícium hordozóra integrálták. Ennek segítségével az emberi ujj méreteihez hasonló mérető interferométerek hozhatók létre, amelyek feloldása 10 nm körül van 100 mm-es mérési tartomány mellett.
8. fejezet - A digitális adattárolás mikromechanikai megoldásai
A digitális adattárolás több mint 100 éves múltra tekinthet vissza. Történetileg a következő adattárolók fejlődtek ki:
lyukkártya,
lyukszalag,
mágnesdob,
mágnesszalag,
hajlékony (floppy) és merevlemezes (HDD = Hard Disc Drive, Winchester) mágneses adattárolók,
optikai adattárolók (CD, DVD és BD),
szilárdtest adattárolók (pen drive, SSD = Solid State Disc).
Ma ezek közül háromnak van jelentősége: a merevlemezes, az optikai és a szilárdtest memóriáknak. A szilárdtest memóriák mozgó alkatrészeket nem tartalmaznak, ezek elektronikus áramkörök, a mikroelektronika ismeretkörébe tartoznak, így ez utóbbiakkal jelen tárgy keretében nem foglalkozunk.
8.1. A merevlemezes adattárolók
A mágneses adatrögzítési elvet felhasználó merevlemezes adattárolás már nagyon régóta ismert, csak akkor még a lemezek nagyon nagy átmérőjűek (kb. 30 cm) voltak, míg a mai tárolók túlnyomóan 2,5” átmérővel készülnek. Egy jellegzetes HDD konstrukciót mutat a 8.1. ábra - Egy jellegzetes merevlemezes adattároló belső szerkezete.

forrás: Bátky
A merevlemezes adattárolóknál a gyorsan forgó (5400-tól 15000 fordulat/perc) kemény mágnesezhető réteg felett érintésmentesen, légpárnán repül az író-olvasó fej. A forgó lemez és a fej közötti távolság néhányszor 10 nm (10-8 m) körül van. ezért bármilyen szennyeződés (pl. egy porszem) is tönkre képes tenni az eszközt, ha az a lemez és a fej közé kerül. A mai adattárolók kapacitása 40 GB és 8 TB között van, és ma még minden számítógép nélkülözhetetlen részét alkotják. A merevlemezes adattárolók precíziós finommechanikai szerkezetek, gondoljunk a merevlemezek csapágyazására, vagy az író-olvasófejek mozgatására. Maga az író-olvasófej azonban mikromechanikai eszköz, amely nem érintkezik a forgó lemez felületével, hanem a forgás következtében kialakult légpárnán repül a lemez felülete felett. (Ha a fej érintkezik a lemez felületével, a mágnesezhető réteg sérül, és az eszköz használhatatlanná válik.) Az nagyon fontos, hogy mekkora a fej és a lemez felülete közötti távolság. Erre nézve a 8.2. ábra - Merevlemezes adattároló fej-lemez távolsága ad tájékoztatást. Akár a 20, akár a 40 nm-es távolságot tekintjük, vegyük észre, hogy a mikrométer törtrészéről van szó. El lehet képzelni, hogy ez milyen szigorú követelményeket támaszt a tárcsa gyártásának, csapágyazásának és kiegyensúlyozottságának tekintetében.
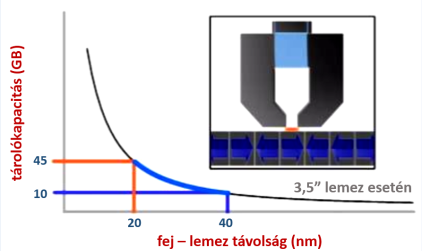
forrás: Wikipédia
Természetes követelmény, hogy ilyen méretek mellett teljesen por és szennyeződés mentes házra, burkolatra van szükség, hiszen ha csak egyetlen porszem is bekerül a lemez felülete és az író-olvasó fej közé, tönkreteszi az eszközt. A porszem méreteit jól mutatja a 2. fejezet - A mikromechanika anyagai fejezetben már bemutatott 2.17. ábra - A hajszál, porszem és koromrészecske méretei az olvasófej légréséhez viszonyítva. Ezek ismeretében mindenki számára világos, hogy a merevlemezes adattárolás egy rendkívüli precizitással, tiszta térben elkészített rendszer. Az író-olvasófej mikrotechnikai eszköz, amely a hajszál átmérőjének kevesebb, mint ezredrésznyi távolságban légpárnán repül a gyorsan forgó mágnesezhető réteggel bevont lemez fölött. Az adatok a lemezekre felvitt mágnesezhető rétegben tárolódnak. A lemez alumíniumötvözetből, vagy üveg/kerámia alapanyagból készül, utóbbi jobb mechanikai tulajdonságokkal rendelkezik, de nehezebb előállítani. Ezen a hordozón régebben vasoxid alapú, ma inkább vékony film rétegben felvitt mágnesezhető rétegbe írják fel bináris rendszerben az adatokat, vagyis a nullákat és az egyeseket.
A merevlemezes adattárolók tárolási kapacitása növelhető, ha nem egy, hanem több lemez van a forgó tengelyre szerelve, továbbá a lemez mindkét oldala hasznosítható, azaz ellátható mágnesezhető réteggel, és író-olvasófejekkel. Egy többlemezes konstrukciót mutat a 8.2. ábra - Merevlemezes adattároló fej-lemez távolsága.

forrás: Wikipédia
A lemezekre a binárisan kódolt adatokat a fejek írják fel, illetve olvassák le. A merevlemezek fejlődésével az író-olvasó fejek is óriási fejlődésen mentek keresztül. Kezdetben ugyanazzal a fejjel történt az írás is, és az olvasás is, később az írási és olvasási funkciókat szétválasztották. A régebbi berendezéseknél a mozgási indukciót használták fel, és a fejek lényegében ferritmagos tekercsek, vagy azok továbbfejlesztett változatai voltak. Ez esetben az olvasás során a változó mágneses tér által indukált feszültséget használták fel. Manapság az olvasásra a mágneses tér által létrehozott ellenállás változást, azaz a magnetorezisztív effektust használják fel. Az ellenállás változást feszültség változássá alakítva lehet az információt kiolvasni. Természetesen a magnetorezisztív fejek is nagy fejlődésen mentek keresztül.
Hagyományos ferritmagos vékonyfilm fej képét a 8.4. ábra - Hagyományos olvasófej, egy magnetorezisztív fej képét a 8.5. ábra - Magnetorezisztív olvasófej mutatja.
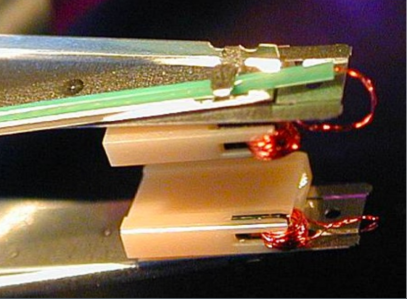
forrás: Wikipédia

forrás: Wikipédia
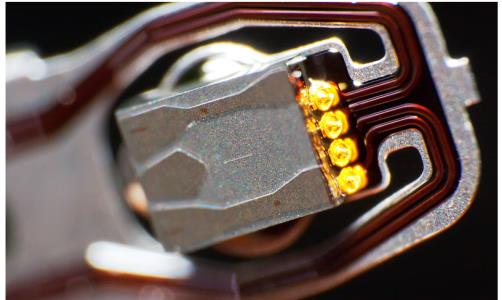
forrás: Wikipédia
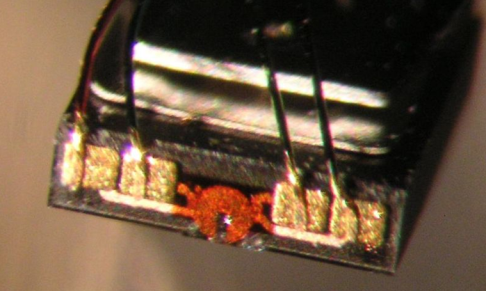
forrás: Wikipédia
A 8.5. ábra - Magnetorezisztív olvasófej, 8.6. ábra - Merevlemezes adattároló fejegysége, és 8.7. ábra - Merevlemezes adattároló író-olvasófej szerinti konstrukciók már a mikromechanika tárgykörébe tartoznak.
A merevlemezes adattároló tehát műszaki szempontból egy kiélezett rendszer, így ha ritkán ugyan, de „elszáll” a Winchester, nem kell rajta különösen csodálkozni és meglepődni.
8.2. Az optikai adattárolók
Az optikai adattárolók arról nevezetesek, hogy a forgó adattároló lemezről az adatokat optikai (optoelektronikus) eszközökkel olvassuk ki (és írjuk fel). Közülük a legfontosabbak a CD, DVD és BD lemezek. Időben először (1982-ben) a Philips és a Sony közös fejlesztésének eredményeként. A CD (Compact Disc) jelent meg, és elsősorban audio (hang) célokra használták és használják ma is, de adattárolásra is kiválóan alkalmas. Az audio CD kompatibilitási jellemzőit az ú. n. „Red Book” (1983) tartalmazza. Ebben találhatóak azok az előírások, protokollok, amelyek betartásával a CD korong a világ bármely országában lejátszható.
8.2.1. Az audio CD legfontosabb jellemzői
Az audio CD-k letapogatási sebessége 1,2 és 1,4 m/s, ez a belső sáv olvasásakor kb. 500 fordulat/percet, a külső sáv olvasásakor kb. 200 fordulat/percet jelent. Az olvasás a belső sávon kezdődik, ami azt jelenti, hogy az állandó letapogatási sebesség miatt a fordulatszám az olvasás közben folyamatosan csökken.
A sávok távolsága 1,6 μm.
A lemez átmérője 120 mm.
A lemez vastagsága 1,2 mm.
A hanganyag belső sugara 25 mm.
A külső sugár 58 mm.
A lemez középső, helyező furatának átmérője 15 mm.
A lemez anyaga polikarbonát (átlátszó szerves anyag).
Az információ felírására rendelkezésre álló terület 86,05 cm2.
A lemezen lévő spirálvonal hossza kb. 5,38 km.
A lemez tárolási kapacitása 1,2 m/s letapogatási sebességnél 650 MB, ez 74 perc hanganyagot jelent. (Ha a sávok távolságát 1,5 μm-re csökkentik, amelyet a berendezések általában még tolerálnak, a kapacitás 700 MB-ra, a játékidő 80 percre növelhető.) Egy jellegzetes optikai adattároló lemez képét, és a hozzá tartozó logót mutatja a 8.8. ábra - Egy optikai adattároló lemez képe és logója az írás-olvasás oldaláról nézve az írás-olvasás oldaláról nézve.

forrás: Bátky
8.2.2. Az optikai adattárolók működési elve
Az optikai adattárolóknál az írás és olvasás is érintésmentesen történik. Ehhez viszont az szükséges, hogy a forgó lemez fölött elhelyezkedő író-olvasófej az információhoz képest mindig (dinamikusan, bármely időpillanatban) a megfelelő helyen legyen, tehát pontosan az olvasni kívánt sáv alatt, és pontosan fókusztávolságban. A „pontosan” kifejezés esetünkben μm-es, vagy inkább az alatti pontosságot (hibát) jelent.
A működés megértéséhez a klasszikus CD adatrögzítési megoldásából kell kiindulni. A klasszikus CD-nél a digitális információ mikromechanikai struktúraként van jelen a lemezen, oly módon, hogy az alapsíkból (land) különböző hosszúságú, az olvasó lézerdióda szempontjából nézve kiemelkedések (pit-ek) sorozata képezi a struktúrát. Az analóg hangjelet először digitalizálják, és ezt a digitális információt alakítják különböző hosszúságú pit-ekké, így a pit-ek és a land-ok hosszúsága alkotja a kódolt sztereo hang információt. Az analóg hangot 44,1 kHz-es mintavételi frekvenciával alakítják át két csatornás, 16 bites információ sorozattá. A pit-ek hosszúsága 150 nm és 3000 nm között változhat, szélességük 600 nm. A klasszikus CD korong metszetét a 8.9. ábra - Hagyományos CD korong metszete vázlatosan mutatja.
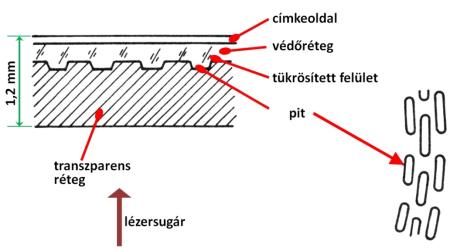
forrás: Claus Biaesch-Wiebke
A (8.10. ábra - A minimális és a maximális pithossz) ábrán látható a szabvány szerint a CD korongon elhelyezhető legrövidebb, és a leghosszabb pit. Az olvasásnál nem pontosan az olvasási sebesség, hanem a pit-ekhez rögzített T időalap határozza meg a reprodukált hanganyag frekvenciáját. Emlékeztetőül: az analóg bakelitlemezes technikánál a frekvencia a lemezjátszó fordulatszámától (pontosabban a tányér pillanatnyi szögsebességétől) függött. Az audio CD technikánál a T időalap rögzített, értéke 231,39 ns, amely a CD rendszer 4,3218 Mbit/s átviteli sebességéből adódik.
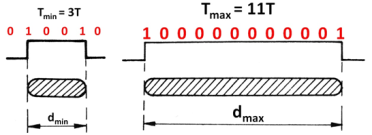
forrás: Claus Biaesch-Wiebke
Maga a CD korong több rétegből áll, ahogyan az a (8.11. ábra - A hagyományos CD korongok szerkezete) ábrán látható. A legfontosabb az A jelű korong, amely a klasszikus technológia szerint fröccsöléssel készül. Ezen helyezkedik el a mikromechanikai struktúra. A következő réteg (B) egy rendszerint alumíniumból készült reflexiós réteg, amely az olvasó lézersugár visszaverődését szolgálja. Ezt a réteget, meg a mikromechanikai struktúrát egy lakkréteggel (C) kell védeni a környezeti behatásoktól. A D réteg a CD tartalmát feltüntető, rendszerint színes nyomtatással felvitt lakkréteg. Az ábrán E a letapogató lézersugarat mutatja.
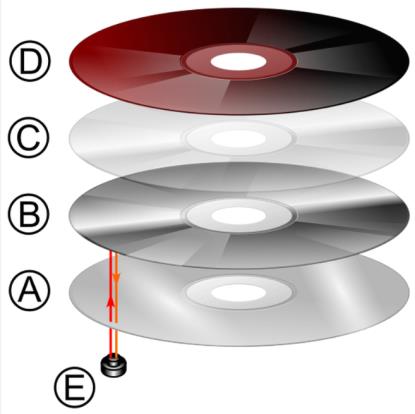
forrás: Wikipédia
Alapvető kérdés. hogy milyen módon lehet az információt kiolvasni. A kiolvasás (és az írás is) író-olvasó fejek segítségével történik. Az olvasófej vázlatos működését a 8.12. ábra - A klasszikus CD korong olvasásának elve mutatja. Az olvasó (és író) fényforrás egy 780 nm hullámhosszon sugárzó félvezető lézerdióda. Megjegyezzük, hogy esetünkben a „fényforrás” megnevezés nem helyes, mert ez a hullámhosszóságú sugárzás már kívül esik az emberi szem érzékelési tartományán, a közeli infra tartományba esik, tehát nem nevezhetjük „fény”-nek. A lézerdióda sugárzását egy kollimátor lencsével párhuzamosítjuk, majd egy polarizáló prizmán átvezetve juttatjuk az objektívbe, amelynek az a feladata, hogy a lézernyalábot egyetlen, μm-es nagyságrendű pontba (az olvasás síkjában a lézernyaláb átmérője 1,7 μm) fókuszálja. Az olvasófejnek az egyik fontos feladata lesz, hogy az objektív fókuszpontját minden időpillanatban az információt tartalmazó síkban tartsa. Ezt a feladatot csak szabályozott rendszerrel lehet elérni: mégpedig úgy, hogy a távolságot állandóan mérjük, és eltérés esetén megfelelően kialakított optikai-finommechanikai-elektromechanikai rendszerrel (optomechatronikának is nevezik) korrigáljuk. A másik feladat, hogy a fókuszt mindig az olvasni kívánt sávon tartsuk. Ezt a szerkezetet a szakirodalom kéttengelyű elemnek nevezi. A kéttengelyű elemnél a szabályozásnak olyan gyorsnak kell lennie, hogy a fókuszban és a sávon tartás a lemez forgása közben is biztosított legyen. A gyors működés megkívánja, hogy a mozgatott tömegek minél kisebbek legyenek, ezért csak az objektívet szokták mozgatni. Emiatt is célszerű az optikai sugármenetben a kollimátor alkalmazása. A kéttengelyű elem alkalmazásával tehát a CD lemez excentricitása és tengelyirányú ütése bizonyos tartományok között kiküszöbölhető. Megjegyzendő, hogy az ütéseket persze igyekeznek amúgy is kis értéken tartani, a kéttengelyű elem csak finomszabályozásra (ez néhányszor 10 μm-es tartományt jelent) alkalmas.
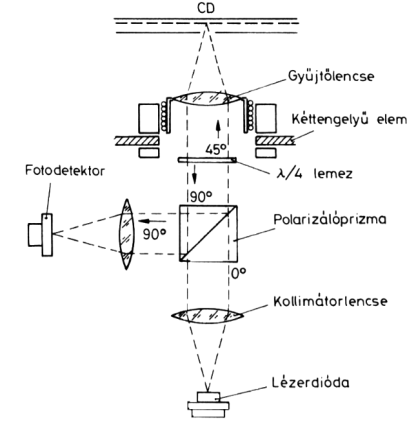
forrás: Claus Biaesch-Wiebke
A klasszikus olvasási technológiánál fontos szerepe van a sugárútban elhelyezkedő λ/4 lemeznek. A klasszikus technika ugyanis a fényinterferenciát használja fel olvasáskor a land-ekről és a pit-ekről visszaverődő fény megkülönböztetéséhez (a land-ekről visszaverődött fényhez viszonyítva a pit-ekről visszaverődött fény intenzitása nem lehet nagyobb, mint 70%). A pit-ek magassági mérete ugyanis rögzített, 110-150 nm. Ez a méret és a fényútban elhelyezett λ/4 lemez útkülönbséget hoz létre. Amikor a fény a pit-ekről érkezik vissza, az a kibocsájtott fény fázisával éppen ellenfázisba kerül és azzal interferálva megváltoztatja a detektorba kerülő fény mennyiségét. A detektor egy 4 részből álló félvezető szilícium dióda, más néven kvadráns fotodióda, amelyre a féligáteresztő tükrön (prizmán) keresztül érkezik a fény. Ezt a fényt hengeres lencse fókuszálja a detektor felületére. A hengeres lencse alkalmazásának az a legfőbb oka, hogy ennek képalkotását felhasználva meg lehessen oldani a fókuszra állás feladatát. Megjegyezzük, hogy ezen kívül vannak más módszerek is, ezek közül azonban ez a legismertebb. Ha megnézzük a (8.13. ábra - A hengeres lencse képalkotása változik, ha a kép nincs a fókuszban) ábrát, látható, hogy pontos fókusz esetében a fényfolt kör alakú lesz, míg fókuszon kívüli esetben a fényfolt elliptikus alakot vesz fel. A fókusz helyzetének meghatározásához szenzorként a már említett kvadráns detektort alkalmazzák, amely nem más, mint egy négy részből álló szilícium fotodióda. A CD lemez felületéről visszaverődött fénysugarat a kvadráns detektorra vezetve, és az egyes szegmensek jeleit kiértékelve megállapítható, hogy az ideális helyzethez képest hol áll az objektív, aszerint, hogy az ellipszis nagytengelye melyik szegmenspárra esik. Ezt mutatja a 8.14. ábra - A kvadráns diódára eső fényfolt három lehetséges helyzete. Ha ismerjük az objektív pillanatnyi helyzetét, akkor parancsot lehet adni a szabályozó elektronikának, és az objektívet mozgató aktuátoroknak, hogy melyik irányba mozdítsák el az objektívet. A mozgatás természetesen súrlódásmentesen történik, rugalmas elemekkel megoldott egyenes vezetékekkel, és elektrodinamikus aktuátorokkal. A mozgató erőt az állandó mágnesekkel létrehozott mágneses térben elhelyezett tekercsekben folyó áram (Lorentz-erő) hozza létre, többféle megoldás létezik, ezek közül egyet a 8.15. ábra - Az objektív (lencse) elektrodinamikus mozgatásának elve mutat be.
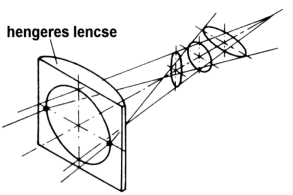
forrás: Claus Biaesch-Wiebke
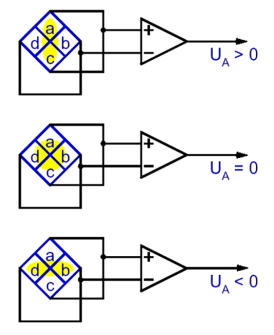
forrás: Claus Biaesch-Wiebke
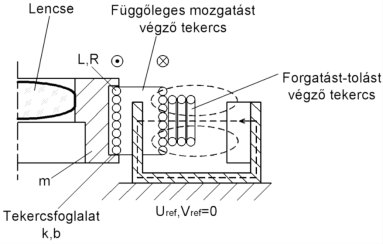
forrás: Claus Biaesch-Wiebke
A fókuszban tartás követelménye mellett a másik, nem kevésbé fontos feladat a fókuszált fénypont sávon tartása (tracking), vagyis a lemez excentricitásából (±50 μm) adódó eltérések, és a folyamatosan változó letapogatási spirál miatt a nyomkövetés biztosítása. Erre is több módszert fejlesztettek ki, a lényeg az állandó mérés és utánállítás, tehát a szabályozás. Ez a mozgás a lemez sugarának irányában történik, amely irány merőleges a fókuszálás irányára. Mivel kezdetben ezeket a mozgatásokat nem egyenes vezetékkel, hanem tengely körüli elfordítással oldották meg (pszeudo jusztírozás), ezeket az optomechatronikus szerkezeteket a szakirodalom kéttengelyű elemként említi. Egy ilyen kéttengelyű elem (CD olvasófej) képét mutatja a 8.16. ábra - Az objektív (lencse) elektrodinamikus mozgatására szolgáló kéttengelyű elem.
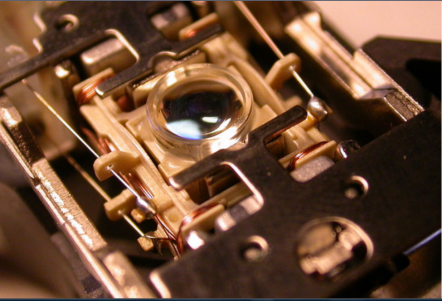
forrás: Wikipédia
A (8.17. ábra - DVD lemez felületének nagyított képe) ábrán egy AFM (Atomic Force Microscope) segítségével készített képet láthatunk egy DVD lemez felületének egy kis részletéről, amely technológiájában ugyanaz, méreteiben gyakorlatilag fele az audio CD technikában alkalmazottaknak. A kép jól illusztrálja, hogy a kis méretek miatt a valóságos helyzet mennyire messze áll az ideálistól.
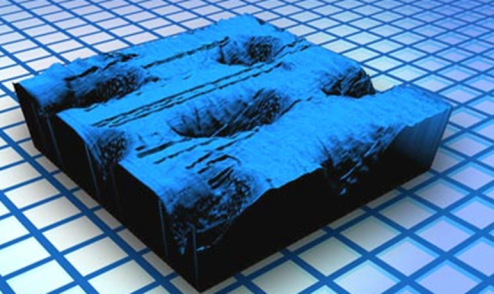
forrás: Wikipédia
A digitális információ kiolvasása (és rögzítése) érintésmentesen történik, tehát a lemez nem kopik, elméletileg akárhányszor lejátszható. Hangsúlyozzuk, hogy elméletileg, mert a gyakorlati megbízhatóságot még számos más tényező is befolyásolja. Ezek közül a legfontosabb, hogy éles különbséget kell tennünk a klasszikus (tehát a préseléssel, fröccsöntéssel készült), és a számítógéppel írt optikai adattárolók között. A klasszikus technológia azt jelenti, hogy ilyenkor a lemezen mikromechanikai struktúrát hozunk létre, és ehhez mikromechanikai technológiákat alkalmazunk. Az információ kiemelkedések formájában (ezeket pit-eknek hívjuk) van jelen, a pit-ek hossza és kombinációja hordozza az információt. Ahol nincs kiemelkedés, azokat a részeket ”land”-oknak nevezzük. A pit-ek magassági méretének fontos szerepe van, mert kiolvasáskor az interferencia jelenségét is használjuk, így nagyobb különbséget lehet tenni a land-ok és pit-ek között. A számítógéppel írt CD-R vagy DVD-R (CD Recordable, DVD Recordable) lemezeknél (8.18. ábra - Írható CD lemez) az információ nem mikromechanikai formában van jelen, ezeknél a lemezen lévő különleges szerves anyag (réz-indium-antimon-tellur) reflexiós tényezője változik a hely (és a forgás következtében az idő) függvényében. A fókuszban tartás és a sávkövetés természetesen ebben az esetben is követelmény, és az előgyártmány a spirális sávot is tartalmazza, „pre- groove” formában.
forrás: Wikipédia
Az optikai adattárolók élettartamát illetően abból a tényből kell kiindulni, hogy a lemez alapanyaga polikarbonát, vagyis egy szerves anyag. A számítógéppel írt lemezeknél ehhez még az is hozzájön, hogy sokszor maga az információhordozó réteg is szerves anyag. A szerves anyagok pedig nem a hosszúidejű stabilitásukról nevezetesek. A számítógéppel írt CD és DVD lemezek ennek ellenére igen elterjedtek, amelynek elsősorban a kényelmes kezelhetőség az oka, de soha nem szabad elfeledkezni a klasszikus és a számítógéppel írt optikai adattárolók közötti különbségről.
8.2.3. A klasszikus CD előállításának technológiája
A klasszikus technológiánál a hang és/vagy kép mikromechanikai formában van jelen. A lemez nagy sorozatban fröccsöntéssel (fröccssajtolással) készül, amelyhez a szerszámot fotolitográfiával és galvanizálással hozzák létre. A technológia lépéseit a 8.19. ábra - A klasszikus CD technológia lépései mutatja. A hordozó egy optikai minőségben elkészített, 260 mm átmérőjű planparallel üvegtárcsa, amelyre 150 nm-es vastagságban fotoreziszt réteget visznek fel. Ezután következik a lézerrel történő levilágítás, amelynek során a digitalizált hanganyagot felírják a fotorezisztre, a „Red book”-ban lefektetett protokollnak megfelelően. A fotoreziszt réteget spirális sávon haladva világítja meg a felvevőrendszer által vezérelt lézersugár. A megvilágítás a digitalizált hanganyag 0 és 1 állapotának megfelelően történik. A következő lépés a fotoreziszt eltávolítása a megvilágított helyekről (pozitív fotoreziszt technika). Ily módon kiemelkedésekből és bemélyedésekből (ezek a pit-ek) álló struktúra jön létre. Mivel a következő fontos művelet a galvanizálás lesz, a struktúrát vezetővé kell tenni. Ennek érdekében a struktúrára 0,12 nm vastagságú ezüstréteget visznek fel. A galvanizálás során nikkelt választanak le a struktúrára, majd ezt több lépésben néhány tized mm-es vastagságúra hizlalják fel. Ez lesz az „apalemez,” amellyel már lehetne CD-t készíteni. Az „apalemez” megkímélésének érdekében, különösen a nagyobb darabszámok esetében azonban az „apalemez”-ről „anyalemez”-t, majd ennek segítségével „gyermek” lemezt készítenek. Ezekkel történik a sorozatgyártás, a fröccssajtolás. A litográfiai eljárások tiszta teret igényelnek, a sorozatgyártás, a fröccssajtolás azonban már normál körülmények között történik. Ezután következő művelet a tükröző réteg felvitele, amely leggyakrabban 50-70 nm vastag alumínium réteget jelent, de tükröző anyagként más fémeket pl. aranyat is alkalmaznak. A tükröző réteg olyan vékony, hogy azt egy védő lakkréteggel le kell fedni. Ennek vastagsága 3-5 μm. Az utolsó művelet a lemez tartalmát feltüntető címkézés, amely legtöbbször színes nyomtatás 25-30 μm vastagságban. Ezeket a technológiai lépéseket foglalja össze a 8.19. ábra - A klasszikus CD technológia lépései.
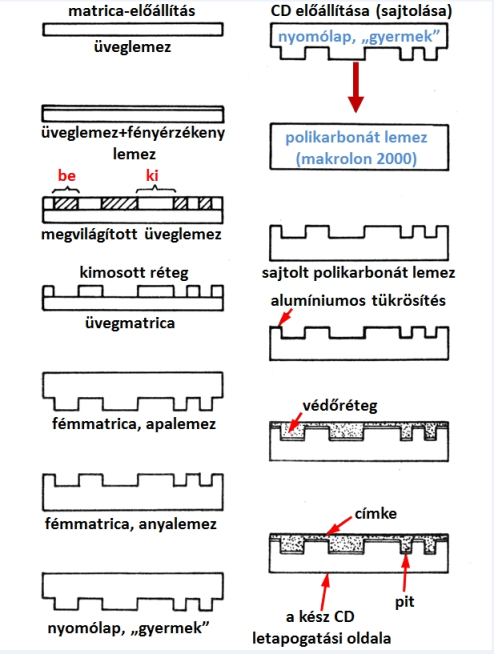
forrás: Claus Biaesch-Wiebke
8.2.4. Az írható CD technológia (CD-R)
Az egyszer írható és többször újraírható CD korongok gyártástechnológiája néhány tekintetben eltér el a klasszikus technológiától. Ezek közül a legfontosabb, hogy a rögzítendő digitális információ nem kiemelkedések és bemélyedések formájában van jelen a lemezen. Az adattároló réteg egy szerves anyagból készült bevonat, amely hőhatásra megváltoztatja reflexiós tényezőjét. A hőhatást ugyanazzal a kéttengelyű elemre szerelt lézerdiódával érik el, mint amit az olvasáshoz használnak. A lényeges különbség az, hogy olvasáskor a lézerdióda teljesítménye 0,7 mW körüli, míg az íráshoz 4-11 mW teljesítményre van szükség, hogy az adattároló rétegben a hőmérséklet olyan magas legyen, hogy a reflexiós tényező megváltozzék. Nem véletlenül nevezik az írási folyamatot beégetésnek. A lemezen itt is van mikromechanikai struktúra, ugyanis a korongon elhelyezkedő spirálvonal előállítását nem lehet az egyedi számítógépek lemezmeghajtóira bízni, mert így ahány meghajtó, annyiféle spirálvonal létezne, tehát kompatibilitási problémák lépnének fel. Másrészt a kéttengelyű elemek csak sávkövetésre alkalmasak, önálló sávok előállítására nem képesek. Ezért az egyszer írható és többször újraírható CD korongokat gyárilag egy ú.n. pre-groove spirális árokkal látják el, amely előre kijelöli az információk helyét, mert a kéttengelyű elem ezen a sávon fogja tartani a fókuszt. Ha figyelembe vesszük, hogy a reflexiós tényező az üres és az írt lemezeken mekkora tartományban változik, rögtön világos lesz a számítógéppel írt CD korongok problematikája. A „land”-eken min. 80% (üres) és min. 75% (írt) között van ez a tartomány (azért ilyen kicsi a változás, mert a „land”-ekre nem is akarnánk információt írni, de a fókusz soha nem pontszerű, a szélei a „groove” részekről lecsúsznak). A „groove”-okon a reflexiós tényező min. 75% üres CD-nél, míg az írt CD-nél max. 65% lehet. Az olvasásnál nem használható az interferencia jelensége, az olvasás a reflektált fény intenzitásának mérésével történik. Ezt a feladatot a kéttengelyű elemek ugyanúgy végzik el, mint az interferencia segítségével bekövetkező intenzit változást, tehát a CD olvasóknak majdnem mindegy, hogy klasszikus technológiával készült, vagy számítógéppel írt CD-t olvasnak. Az írható CD-k információ hordozó rétegét először ritka földfémeket is tartalmazó ötvözetekből (Li, Se, Te) kialakított, viszonylag alacsony hőmérsékleten átégethető tükröző bevonataként alakították ki. Ma inkább 100-300 nm vastagságú szerves anyagokat tartalmazó rétegeket használnak, amelyek hőhatásra (a hőmérséklet hozzávetőlegesen 250 °C) megolvadnak, és optikai tulajdonságaikat (elsősorban a reflexiós tényezőt) megváltoztatják. Az információ hordozó réteg pontos összetétele az egyes cégek gyártási titkát képezi. Egy írható CD felnagyított részletét a 8.20. ábra - Írható CD lemez felnagyított részlete mutatja.
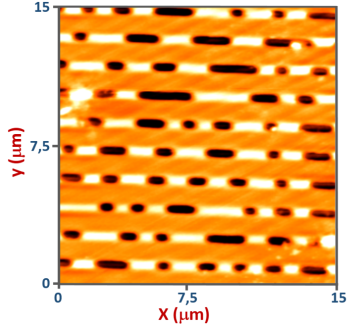
forrás: Wikipédia
8.2.5. Az újraírható CD technológia (CD-RW)
Bár az írható CD-k eléggé eltrjedtek, és lehet mondani, beváltották a hozzájuk fűződő reményeket, felmerült az igény a rögzített tartalom módosítására. Hozzávetőlegesen 10 évnyi kutatás-fejlesztés során így jött létre a törölhető és újraírható CD (CD-RW, compact disc rewritable) technika. Ezek felépítése nagyon hasonló az írható CD-nél bemutatotthoz, de a működés annál bonyolultabb, hiszen az újraírható CD technológiánál meg kellett oldani a törlési funkciót annak érdekében, hogy a médium újra írható legyen. Az újraírható CD korongok szerkezetének vázlatos felépítését mutatja a 8.21. ábra - Újraírható CD lemez felépítése. Ezeknél is szükséges az írás helyét, azaz a spirálvonalat előre kijelölni: ez a „pre-groove”, amely mentén történik majd az adatrögzítés. Az író-olvasó fej mozgatása, illetve az objektív mikroméretű finompozícionálása a CD meghajtó feladata. A fókuszban tartás és a sávon tartás folyamatos méréssel és szabályozással történik, ezt más módon megoldani nem lehet.
A CD-RW is szendvics szerkezetű lemez. A médium alapja egy vezető barázdát tartalmazó polikarbonát korong, kis részletének vázlatát a 8.21. ábra - Újraírható CD lemez felépítése mutatja. Az adatokat rögzítő réteg alá és fölé vékony dielektromos optikai illesztő réteget visznek fel. A felső illesztő rétegen található az ezüst színű tükröző réteg, efölött van a védőlakk, és erre jön rá a porózus szerkezetű címke. Az újraírhatóság biztosítása érdekében a CD-RW esetében reverzibilisen módosítható adathordozó réteget alkalmaznak. A korongokra felvitt ezüst (Ag), indium (In), antimon (Sb), tellur (Te) ötvözet szerkezete hőenergia hatására kristályos és amorf állapotba hozható. és ez az átalakítás oda-vissza megismételhető. Az alkalmazott rögzítési elv neve fázisváltás (phase change), amelynek lényege, hogy a polikristályos szerkezetű Ag-In-Sb-Te réteget rövid idő alatt olvadási pontja kb. 600 °C fölé melegítve az ötvözet elveszti kristályos szerkezetét, folyékony halmazállapotba kerül. A melegítés megszűnésével a szabálytalan szerkezetű folyékony halmazállapotú ötvözet elveszti kristályos szerkezetét, folyékony halmazállapotúvá válik. A melegítés megszűnésekor a szabálytalan szerkezetű folyékony ötvözet a gyors lehűlés hatására amorf állapotban szilárdul meg. Ha az amorf fázisú ötvözetet lassan a kristályosodási hőmérséklet (kb. 200 °C) és az olvadási hőmérséklet közötti tartományba melegítjük, az ötvözet atomszerkezete ismét kristályossá alakul. A fázisváltás tehát reverzibilis folyamat, amely az újraírhatóság szempontjából alapfeltétel.
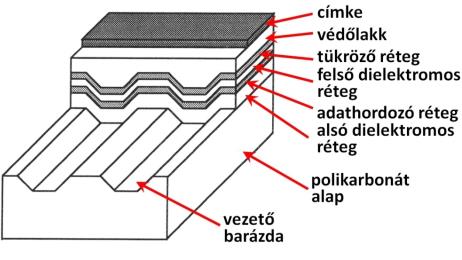
forrás: Jákó: Digitális hangtechnika
Az információ hordozó „pit”-eket és az ezeket elválasztó „land”-eket az amorf és a kristályos fázisú területek kialakításával lehet létrehozni. A gyárból kikerülő üres korongok adathordozó rétege kristályos állapotban van. A „pit”-ek felírása igen rövid, de nagyenergiájú lézerimpulzus sorozatokkal történik (8.22. ábra - Az újraírható CD lemez működési elve). Az impulzusok átlapolódott kör alakú amorf fázisú területeket hoznak létre a vezetőbarázdában. A „land”-ok felírása egyetlen, alacsonyabb energiatartalmú szélesebb lézerimpulzussal történik.
A CD-RW korongok olvasása megegyezik a CD-R korongoknál alkalmazott módszerrel. Az adathordozó réteg visszaverő képessége az adott pont fázisától függ: kristályos szerkezet esetében a reflexiós tényező magasabb, mintegy 25%, míg amorf állapotban kb. 15%. Ezek az értékek a klasszikus technológiával előállított (kiemelkedéseket tartalmazó fröccsöntött) korongokhoz képest igen szerénynek mondhatók. Ezért a régebben gyártott CD olvasók néha nem képesek a számítógéppel írt CD-ket olvasni. Az újabban gyártott olvasók azonban rendelkeznek az automatikus erősítésszabályozási képességgel, azaz az erősítést megnövelik a kisebb amplitúdó ingadozást produkáló CD-RW korongoknál olvasott jeleknél.
A CD-RW korongok várható élettartama kb. 30 év, az újraírások száma több, mint 1000. Nem szabad azonban elfelejteni, hogy a korong alapanyaga maga is szerves anyag, és a technológia megjelenése óta még nem telt el annyi idő, hogy az élettartam kérdésekre megbízható választ lehessen adni.
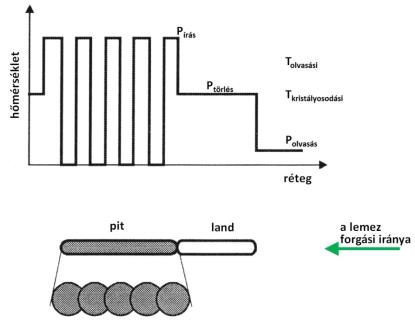
forrás: Jákó: Digitális hangtechnika
A DVD és Blu-ray technika alapelveikben megegyezik a CD technikával, különbségek azonban vannak nemcsak az adatsűrűségben, hanem az optikai rendszert illetően is. Legjellemzőbb példa a lézerdióda hullámhosszának változása: mennél nagyobb az adatsűrűség, ez annál rövidebb hullámhosszat igényel. Mindegyik technológia közös abban, hogy mikromechanikai méretű struktúrát tartalmaz, még a számítógéppel írható korongok is.
Az optikai tárolók kedvező, érintésmentes kiolvasási technológiája ösztönözte a kutatókat, hogy a CD rendszert továbbfejlesszék képek rögzítésére is alkalmas rendszerek irányába. így jött létre a DVD (Digital Versatile Disc, vagy Digital Video Disc), a HD DVD és a Blu-ray technika. Mindegyik azonos fizikai elveken épül fel, azonban a mikrostruktúra egyre finomabb lett, következésképpen az adattárolási kapacitás is egyre nagyobb lett. A struktúra finomodásával a felhasznált lézerdióda hullámhosszát is csökkenteni kellett. Az egyes rendszerek összehasonlítását a 8.23. ábra - Az optikai adattárolók főbb tulajdonságainak összehasonlítása mutatja. Érdemes végiggondolni, hogy a CD technikánál az író-olvasó fénypont átmérője 1,7 μm, a Blu ray technikánál ez már csak 0,48 μm. A sávok távolsága 1,6 μm-ről 0,32 μm-re csökkent (a hajszál átmérőjének kb. 1/20-a). Mindez azért érdekes, mert nem kutató laboratóriumok eredményeiről van szó, hanem mindennapi, kommersz technika.
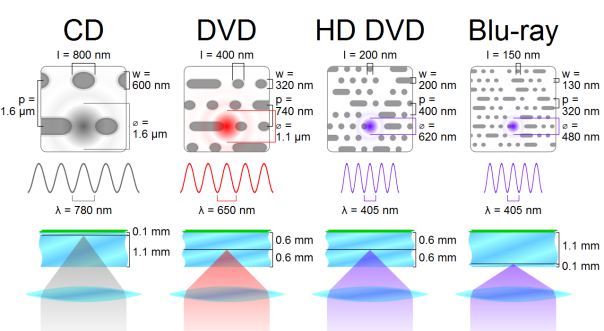
forrás: Jákó: Wikipédia
A tárolt adatok méretei nyilvánvalóan meghatározzák a lemezeken tárolható adatok mennyiségét. A DVD-k alap-kapacitása 4,5 GB, a BD-k alap-kapacitása 25 GB.
Az adattárolók legújabb változatait alkotják a szilárdtest adattárolók. A fejlesztők ugyanis törekedtek arra, hogy az adattároláshoz ne legyen szükség mechanikai mozgásra. A mechanikai mozgás létrehozása mindig problémákkal jár, rendszerint annak precizitása miatt, de sokszor nem elhanyagolható szempont a teljesítményigény, az ütésre, rázásra való érzékenység, vagy az igen kis mértékű, de mégis létező zaj sem. A félvezetős adattárolás ugyan régóta ismert technológia, de a régi technológiához tápfeszültségre volt szükség. A mai szilárdtest adattárolók (SD kártya, pen-drive) mikroelektronikai eszközök, mikromechanikai részeket nem tartalmaznak, ezért ezekkel itt nem foglalkozunk.
9. fejezet - Feladatok
Vonjon párhuzamot a mikrotechnika és a mikromechanika között, milyen azonosságok és különbségek vannak a két terület között?
Foglalja össze a mikrorendszerek előnyös tulajdonságait!
Melyek a mikrorendszerek legfontosabb anyagai?
Foglalja össze a szilícium legfontosabb kémiai, mechanikai és villamos tulajdonságait!
Írja le a szilícium kristályszerkezetét!
Foglalja össze a mikrotechnikában leggyakrabban használatos effektusokat!
Melyek a mikrorendszerekre legjellemzőbb technológiák?
Vonjon párhuzamot a felületi és a tömbi mikrotechnikai technológiák között!
Ismertesse a fontosabb PVD eljárásokat!
Ismertesse a fontosabb CVD eljárásokat!
Mi az elektronsugaras litográfia lényege, és alkalmazási területe?
Miben különbözik a pozitív és negatív fotoreziszt technológia?
A marási folyamatoknál értelmezze a szelektivitás és az izotrópia fogalmát!
Foglalja össze a legjellemzőbb nedves marási módszereket!
Ismertesse a fizikai marási módszereket és eszközeit!
Magyarázza el, miért és mikor van szükség sarokkompenzációra?
Foglalja össze a LIGA technológia lényegét!
Ismertesse a mikrotechnikai nyomásmérő szenzorokat!
Ismertesse a mikrotechnikai gyorsulásmérő szenzorokat!
Ismertesse a mikrotechnikai szögsebesség mérő szenzorokat!
Ismertesse a leginkább használatos mikrotechnikai aktuátorokat!
Ismertesse a legfontosabb mikrooptikai eszközöket!
Ismertesse a klasszikus CD technológiát!
Irodalomjegyzék
[1.] Praxiswissen Mikrosystemtechnik. Vieweg Praxiswissen. 2005. ISBN 3-528-13891-2.
[2.] Grundlagen der Mikrosystemtechnik. Hanser. 1997. ISBN 3-446-18395-7.
[3.] Mikrosystemtechnik. Teubner Stuttgart. 2000. ISBN 3-519-06256-9.
[4.] Handbuch Mikrotechnik. Hanser. 2002. ISBN 3-446-21506-9.
[5.] Angewandte Mikrotechnik. Hanser. 2001. ISBN 3-446-21471-2.
[6.] Mikrosystemtechnik. Vogel. 2000. ISBN 3-8023-1772-6.
[7.] Handbook of Sensors and Actuators. Elsevier. 1998. ISBN 0-444-82363-8.
[8.] Microsensors. Wiley. ISBN 0-471-94135-2.
[9.] Microsensors, MEMS and Smart Devices. Wiley. 2002. ISBN 0-471-86109X.
[10.] Szenzorok-elmélet és gyakorlat. Invest-Marketing Bt. 2009. ISBN 978-963-87401-1-3.
[11.] Robert Bosch GmbH: Szenzorok a gépjárművekben. Maróti Könyvkereskedés és Könyvkiadó Kft. 2008. SBN 963-9005-83.
[12.] Sensortechnik. Springer. 1998. ISBN 3-540-58640-7.
[13.] Finommechanikai építőelemek. TÁMOP-4.1.2.A/2-10/1. 2012. ISBN 978-963-8445-62-9.
[14.] Finommechanikai szerkezetek. TÁMOP-4.1.2.A/2-10/1. 2012. ISBN 978-963-8445-63-6.
[15.] Szenzor- és aktuátortechnika. TÁMOP-4.1.2.A/2-10/2. 2013. ISBN 978-963-8445-50-6.
[16.] Mikromechanik. Teubner. 1994. ISBN 3-519-13071-8.
[17.] Mikrosystemtechnik für Ingenieure. Wiley. 1997. ISBN 3-527-29405-8.
[18.] Microoptics. Wiley. 2003. ISBN 3-527-40355-8.
[19.] Mikromechanik. Springer. 1991. ISBN 3-540-18721-9.
[20.] Swiss Foundation for Research in Microtechnology: The World of Microsystems, Training in Microsystems, www.mib.ch. 1999.
[21.] Wikipedia.org.
[22.] Adaptronics and Smart Structures. Springer. 1999. ISBN 3-540-61484-2.
[23.] Handbook of Modern Sensors. Springer. 2004. ISBN 0-387-00750-4.
[24.] CD lemezjátszó és digitális magnó. MK. Budapest . 1991. ISBN 9789631090079.
[25.] Digitális hangtechnika. Kossuth. Budapest . 2005. ISBN 9789630947176.