 English
English
OTKA 115894
Részletek ...
Kutatás címe: Járásvizsgáló rendszer a medence és a csípő mozgásainak rögzítésére
Vezető kutató: Dr. Kiss Rita, egyetemi tanár, az MTA doktora
Kutatási terv:
Az aktív népesség elöregedésének következménye az ízületi artrózis előfordulásának megnövekedése mellett a combnyaktörések egyre gyakoribb megjelenése is. A combnyaktörések kezelésének hagyományos módszere az oszteoszintézis elvén alapuló csavarozás [5]. Egyre elterjedtebbé vált, hogy a combnyaktörés kezelésére, különösen nagy elmozdulások vagy 24 órán túli ellátás esetén a csípőízület eltávolítása után mérnökök és orvosok által tervezett fémanyagú implantátumokat, endoprotéziseket építenek be (ma a combnyaktörések 15-40%-a ily módon kerül ellátásra) [6.7]. Az endoprotézisek visszaállítják a fiziológiáshoz közeli mozgástartományt, ízületi mozgást és megfelelő ellenállást biztosítanak a mozgás során fellépő dinamikus erőkkel szemben. Az ízületet körülölelő szalagok és izmok segítségével megfelelő ízületi stabilitás biztosítanak. A csoportunk korábbi kutatatásai a csípőízületi endoprotézis beültetésnek a járás és a járásszabályosság paramétereire történő hatásvizsgálatát végezték [2,8], de a traumás ellátásban beépített protézisek hatásmechanizmusára nem tértek ki (a vizsgálatba történő bevonásnak kizáró oka volt).
A medencegyűrű-sérülések ellátása nagy kihívást jelent a traumatológusoknak. A motorizáció fejlődésével a nagy energiájú balesetek hatására bekövetkező sérülések, így a medencesérülések száma egyre növekszik, ma a traumatológiai sérülések 3-6%-t jelentik [9]. Korábbi kutatás numerikus (végeselemes) módszerekkel vizsgálta a különböző kezelési módok hatását [9, 10]. A kutatások megállapították, hogy a stabilitás növekedésével a mobilizáció, a rehabilitáció hamarabb indítható, de a kutatások nem tértek arra ki, hogy a stabilabb rögzítés hogyan módosítja a járás kinematikai, kinetikai paramétereit [10].
Mindkét traumás sérülés ellátása és az azt követő rehabilitáció igen költséges (450000-750000 Ft), így az ilyen típusú beavatkozások utáni rehabilitáció eredményessége népegészségügyi szempontból kiemelkedő fontosságú. A rehabilitáció eredményességének numerikus elemzése egyre inkább a kutatások fókuszába kívánkozik. A korábbi kutatás bizonyította, hogy az alsó végtagot érintő ortopédia műtétek utáni a rehabilitáció eredményessége numerikusan jól leírható a járásvizsgálattal meghatározott paraméterekkel [1-4,8,11]. Hazánkban lévő két járáslaboratóriumban (SE Ortopédiai Klinika, Szolnoki MÁV Kórház) használt optikai alapú VICON és ultrahang- alapú Zebris mozgásvizsgáló rendszerek beszerzési és fenntartási költsége egyaránt magas, az ott használt eszközök helyigénye nagy. Az országban lévő két járásvizsgáló laboratórium nem tudja kiszolgálni (költségek, szállítási nehézségek, stb.) a mindennapi igényeket. A kutatás első témája egy olyan olcsó járásvizsgáló rendszer (mérési módszer és feldolgozó programcsalád) fejlesztése, amely alkalmas járás kinematikai (távolság-, idő-, szögjellegű) és kinetikai paramétereinek meghatározására.
A korábbi kutatások azt is igazolták [1-4,8], hogy a műtéti kezelés utáni rehabilitáció fontos feladata a járás szabályossága és az ehhez tartozó egyensúlyozó képessége visszaállítása. A járásszabályosság elemzéséhez a mozgás több ciklusának rögzítése és elemzése szükséges, amely futószalag alkalmazásával is megoldható. A piacon kapható futószalagok szabályozható kinetikai kényszerrel működő rendszerek, amelyek nem a valódi járást, hanem a vizsgált személy kényszer reakcióját vizsgálják. A kutatás második témája Intelligens futószalag fejlesztése, amely a mozgásvizsgáló rendszerrel mért adatok alapján a futószalagot a személy mozgásának megfelelően mozgatja.
Mind a combnyaktörés, mind a medencetörések ellátására többféle műtéti eljárás és hozzákapcsolódó rehabilitációs protokoll ismert. Mindkét traumás sérülés eredményességének sarokköve a megfelelő járáskép, járásszabályosság és a hozzá tartozó helyes izomműködés visszatérésre, melyet a műtéti technika megválasztása mellett a rehabilitáció megválasztása befolyásol. A különböző műtéti technikák, rehabilitációs protokollok összehasonlítása, hatékonysága nem bizonyított, numerikus adatok nem állnak rendelkezésre a járáskép és a járásszabályosság jellemzésre. A járáskép analízisével a csípőprotézisek mellett a szintén egyre gyakrabban alkalmazott térdprotézisek hatása és geometriai kialakításuk járásmódosító szerepe is vizsgálható. A kutatás harmadik és negyedik témája a combnyaktörés és a medence törések ellátására alkalmazott műtéti eljárások hatásának összehasonlító elemzése a járás- és járásszabályossági paraméterek alapján, különös tekintettel a medence, csípőízület és a kompenzációban fontos szerepet játszó térdízület mozgásának elemezésére.
Publikációk: 2018. február 1. - 2019. január 31.
- Evaluation of anatomical landmark calibration accuracy of a motion capture based analysis protocol
- Reliability analysis of a sensitive and independent stabilometry parameter set
- Does bad posture affect the standing balance?
- Motion capture system validation with surveying techniques
- Analysing human balance recovery action using calculated torques of a double pendulum model
- Effect of bad posture on the standing balance?
- The role of head movement in human balancing
- Accuracy of anatomical landmark placement methods for gait analysis
- A novel validation and calibration method for motion capture systems based on micro-triangulation
- Application of OptiTrack motion capture systems in human movement analysis A systematic literature review
- Investigation of the design aspects of running suits applying motion analysis
- Performance measurement of sailors with custom hiking bench and motion tracking system
- Anatómiai pont kijelölés precizitása
- Effectiveness and recovery action of a perturbation balance test – a comparison of single-leg and bipedal stances
- Examination of sailors’ balancing ability considering the role of the head movement
- Gait analysis using augmented reality markers
Publikációk: 2017. február 1. - 2018. január 31.
- Augmented Reality markereken alapuló mozgásvizsgáló rendszer validálása
- Az emelkedő teljesítményű futás hatása a mozgásparaméterekre
- Optikai-alapú mozgásvizsgáló módszer kalibrációs pontosságának vizsgálata anatómiai pontok kijelölése esetén
- A fejmozgás szerepe az egyensúlyozó képességben
- Zebris ultrahang-alapú mozgásvizsgáló eszköz mérési pontosságának meghatározása scoliosissal kezelt gyermekek körében
- MOTION CAPTURE SYSTEM VALIDATION WITH SURVEYING TECHNIQUES
- EVALUATION OFANATOMICAL LANDMARK CALIBRATION ACCURACY OFAMOTION CAPTURE BASED GAIT ANALYSIS SYSTEM
- LYMPHEDEMA TREATMENT’S EFFECT OF GAIT PARAMETERS
Publikációk: 2016. február 1. - 2017. január 31.
- Állásstabilitást vizsgáló stabilometriás mérőrendszer fejlesztése erőszenzorok felhasználásával
- Univerzális biomechanikai mozgásvizsgáló szoftver fejlesztése az OptiTrack motion capture redszeréhez
- EFFECT OF ANATOMICAL LANDMARK PLACEMENT VARIATION ON THE ANGULAR PARAMETERS OF THE LOWER EXTREMITIES
- Mozgásvizsgáló labor kamerarendszerének hitelesítése geodéziai referencia használatával
- Geometriai markerdetektálás mélységképből mozgásvizsgálatokhoz
OTKA 83650
Részletek ...
Kutatás címe: Térdízületi endoprotézis beültetés korai és késő biomechanikai vizsgálata
Vezető kutató: Dr. Kiss Rita, egyetemi tanár, az MTA doktora
2017 év publikációi:
- BALANCING STRATEGY DIFFERENCES IN BILATERAL KNEE OSTEOARTHRITIS PATIENTS
- EXAMINATION OF SAILORS' BALANCING ABILITY WITH MEANS OF MOTION ANALYSING SYSTEM
2016 év publikációi:
- The impact of the severity of knee osteoarthritis on the postural stability
- REPLACING REDUNDANT STABILOMETRY PARAMETERS WITH RATIO AND MAXIMUM DEVIATION PARAMETERS
- Validation of the Nintendo Wii Balance Board for stabilometry measurements
2015 év publikációi:
2014 év publikációi:
- EFFECT OF BILATERAL, SEVERE KNEE OSTEOARTHRITIS ON BALANCING ABILITY AFTER SUDDEN UNIDIRECTIONAL PERTURBATION
- Variability of gait in the early postoperative period of total knee arthroplasty with different surgical technique
2013 év publikációi:
- Impact of the method of exposure in total hip arthroplasty on balancing ability in response to sudden unidirectional...
- Impact of the method of exposure in total hip arthroplasty on the variability of gait in the first 6 months of the postoperative
- Térdízületi endoprotézis térbeli migrációja egy szeptikus lazulás esetében - Radiosztereometriai vizsgálat
2012 év publikációi:
- Comparison of gait parameters in patients following total hip arthroplasty with a direct-lateral or antero-lateral surgical...
- Effect of degree of knee osteoarthritis on balancing capacity after sudden perturbation
- Effect of medial meniscus tear and partial meniscectomy on balancing capacity in response to sudden unidirectional perturbation
- GENDER DIFFERENCES IN THE VARIABILITY OF GAIT IN HEALTHY SUBJECTS
- The influence of medial meniscus injury and meniscectomy on the variability of gait parameters
- Variability of gait parameters in patients with total knee arthroplasty
2011 év publikációi:
- A new parameter for characterizing balancing ability on an unstable oscillatory platform
- EFFECT OF KNEE JOINT EXPOSURE ON THE VARIABILITY OF GAIT PARAMETERS IN THE EARLY POSTOPERATIVE PERIOD
- Effect of severity of knee osteoarthritis on the variability of gait parameters
- INFLUENCE FACTORS OF BALANCING CAPACITY AT HEALTHY ELDERLY SUBJECTS
Modern oktatási módszertan kidolgozása, közös fejlesztése az online mérések, - irányítás és távfelügyeleti rendszerek területén
Részletek ...
Projekt partnerek
 |
BME, Mechatronika, Optika és Gépészeti Informatika Tanszék Telefon: +36 1 463-2602 Fax: +36 1 463-3787 |
 |
The Arctic University of Norway - UiT, Campus Narvik
|
 |
Energia Ügynökség Közhasznú Nonprofit Kft. 1092 Budapest Kinizsi utca 21-25. |
Támogatók:


TÁMOP-4.1.2.A/1-11/1-2011-0042
OPTASENS
Részletek ...
Mérőeszközök kombinált alkalmazása és minősítése optikai felületek precíziós alakmérése céljából
A kutatás-fejlesztés célja
A projekt végeredményeként a nemzetközi konzorcium létre kívánja hozni az optikai felületek precíziós alakméréséhez szükséges méréstechnológiák elvi és gyakorlati demonstrációját azzal a céllal, hogy az ezen területen gyártótevékenységet folytató, és flexibilis vállaltok hasznosítható technológiai tudásbázist, és egyben releváns ipari fejlesztések kiinduló alapját nyerjék. A kidolgozott precíziós méréstechnikák más iparágak, például a világítótest-, az autókarosszéria-, autószélvédő-gyártók speciális szabadformájú felületeinek vizsgálatainál is alkalmazhatóvá válnak.
Az optikai elvű mérések kidolgozói
A projekt megvalósítására két ország szakmai szövetségei alkottak konzorciumot. Magyarország és Németország 1-1 szakmai szövetsége nemzeti kutató és fejlesztő központokat bízott meg alvállalkozóként a projekt céljainak kidolgozására. A konzociumot Németország részéről Forschungsvereinigung Feinmechanik, Optik und Medizintechnik e.V. (FOM), Magyarország részéről pedig a Magyar Optikus Ipartestület (MOI), mint szakmai szervezet vezeti. E szakmai szervezetek által a kutatási-fejlesztési feladatokra megbízott kutató központok a Budapesti Műszaki és Gazdaságtudományi Egyetem (BME), a Passau-i Egyetem (UP), a Müncheni Műszaki Egyetem (TUM) és a Deggendorfi Főiskola (FHD).
A projekt kidolgozásának fő feladatpontjai
A mérési elvek és berendezések nagy átmérőjű felületeken való alkalmazhatóságának vizsgálata.
Lokális felületi mérések végzése konvencionális mérőberendezésekkel és a mérési eredmények globális kombinálhatóságának elemzése.
Matematikai algoritmusok kidolgozása a különböző mérési módszerek és mért felületek precíziós összeillesztésére.
Mechanikai és egyéb környezeti hatások mérési eredményekre vonatkozó befolyásoló hatásainak elemzése (például a termikus hatások).
A teszt összeállítás megépítése.
A mérőberendezés kalibrációja és ismert mintafelületeken való ellenőrzése.
A méréstechnikával szembeni elvárások
Optasens néven futó kutatás célja mérőeszközök kombinált alkalmazása és minősítése optikai felületek precíziós alakmérése céljából, mely a következő paraméterekkel jellemezhető:
- Átmérő 800 mm-ig
- Görbületi sugár 2400 mm felett
- Felületi minőség:
- PV < λ/12 @ λ = 632 nm
- rms < λ/40 @ λ = 632 nm
- Görbületi sugár méret eltérés < 0,1 %
- Aszférikus felületek mérésének lehetősége
- Általános felületek mérésének lehetősége
A még pontosabb mérőberendezés megvalósításához a német Physikalisch-Technischen Bundesanstalt-tal közösen végzett érzékenységvizsgálat is zajlik, melynek céljai a következők:
- A nagy felületek méréséhez alkalmazandó „stitching” eljárás tudományos kidolgozása.
- Nagyméretű szférikus és aszférikus felületek mérési módszerének kidolgozása.
- A kritikus jusztírozás, és a rendszerparaméterek meghatározása.
- Sor került a mérőberendezés 3D szimulációjára, mely az összes tengelyre mind a hat szabadságfokot figyelembe vette, és az egyes rendszerparaméterek mérési eredményre gyakorolt hatását vizsgálta.
Részfelületek összefűzése – a stitching eljárás –, amely a nagy felületek rekonstrukciója során akár háromszáz kisebb felületrész interferometrikus, autokollimációs, érintéses-detektoros, vagy deflektometrikus részmérés eredményének összefűzésével kerül előállításra. Ezen részeredmények összefűzésének feltétele, hogy a részfelületek átfedése legalább ötven százalék legyen, a mérőfej pozíciójának mérése kiegészítő mérőberendezéssel legyen ellátva és a stabil gránitállvány környezetében a nagypontosságú pozícionálás érdekében a hőmérséklet intervallum a mérés folyamán legfeljebb ± 0,1 K mértékű legyen.
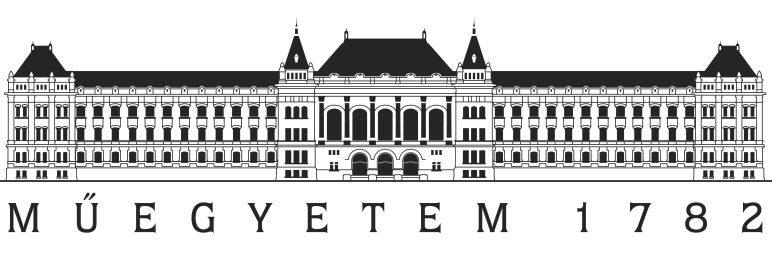
Mérőberendezés
A mérések elvégzéséhez alapvető fontosságú egy precíz mérőegység kiválasztása, mely célnak egy gránit portálmérőgép felel meg. Erre kerülnek felszerelésre a különböző mérőeszközök. A mérőfej pontos helyzetének meghatározása (x-teng. pozíció, B-teng. elfordulás) egy 3-sugaras lézerinterferométer segítségével történik.
1. ábra A mérőberendezés
A feladat általános megfogalmazása
Az optikai gyártástechnológiában követelmény az elkészült konvencionális gömb- ill. aszférikus, esetleg szabad alakítású, úgynevezett freeform felületek precíziós vizsgálata. Léteznek ugyan mérési technológiák kisebb, néhányszor tíz milliméteres felületek vizsgálatára, azonban a nagyobb átmérőjű gyártmányok mérése jelenleg nem, vagy csak nagyon körülményesen megoldott. A gyártás számára optimalizált, a megmunkáló egységek környezetében alkalmazható mérési technológiák pedig az azonnali gyártásellenőrzést, valamint a szükséges beavatkozások közvetlen kivitelezését tennék lehetővé. Az OPTASENS projekt feladatául így a résztvevők a nagyméretű – legalább nyolcszáz milliméter átmérőig terjedő – optikai felületek precíziós méréstechnikáját tűzték ki célul az utó-megmunkálási polírozási technológiák (MRF, AFJP) munkautasításainak meghatározása céljából.
Méréstechnikai elvek, módszerek
A mérés pontosságául kitűzött néhány tíz nanométeres tartomány számos mechanikai és termikus vizsgálat elvégzését igényli, melyek eredményei magát a megmunkálásra kerülő és így a mérés tárgyaként szolgáló tükör anyagának kiválasztását is behatárolják. Számtalan szóba kerülő, gyártásban már szereplő anyag került látókörbe. A választás egy áttetsző, speciális optikai feladatokra használt üvegkerámiára, a Zerodurra esett. Ebből az anyagból, amellett hogy az általánosan felhasznált anyagokhoz képest több nagyságrenddel kisebb hőtágulási együtthatójú – mely normál üzemi körülmények között 0 ± 0,10 x 10-6/K értékű –, a mérések elvégzéséhez – és a későbbi alkalmazásokhoz –, ideális felület képezhető ki.
A felületmérés lehetőségei
A felület pontosságának megállapítása a megmunkálás fázisai, az egyes polírozási lépések között szükséges. A mérés során a hiba, azaz a tervezett és a mért felület mérete és alakja közötti eltérés jellege két csoportra, felületi, valamint alakhibákra osztható. A felületi hibákat a közepes vagy rövid hullámhossz jellemzi, melyekkel leggyakrabban egy felület karcossága (néhány nanométer szélességű hibakiterjedés) esetén találkozunk. Ez a hiba a konvencionális, jellemzően néhány tíz centiméteres mérőfelület esetén meghatározható. Felületek mérésekor a nagy hullámhosszú hiba vagy alakhiba (periódusa jellemzően ötven és száz milliméter közé esik) is meghatározandó, hiszen a polírozási eljárás során ez korrigálható. Gyakorlati tapasztalat, hogy ez az érték a polírozó szerszám átmérőjének – hozzávetőlegesen – ötszöröse. Ugyan a készülő felületek gyártás közbeni, illetve a már elkészült felületek precíziós vizsgálatára többféle mérési eljárás is ismert, alkalmazásuk azonban ilyen nagy kiterjedésű felületek mérésekor számos problémát vet fel. Mivel az ilyen kismértékű, nagyságrendileg tíz nanométeres pontosságot igénylő mérési eljárások mindössze kétszáz milliméteres átmérőjű mérőfelület mérésére alkalmasak, a több méteres átmérőjű felületek méréséhez – különösen a freeform felületek esetében – önmagukban nem alkalmazhatóak. Az említett problémákat kiküszöbölve, a felületek rekonstrukciója abban a jövőbe mutató eljárásban rejlik, mely a mérést egyrészt a különböző méréstechnológiák kombinált alkalmazásával, másrészt az egyes mérési eljárások ismételt, részfelületeken történő kivitelezésével valósítja meg. Az így kapott részképek összeillesztése – az úgynevezett „stitching” eljárás – külön erre a célra fejlesztett algoritmussal valósítható meg, biztosítva így a teljes felület rekonstrukcióját.
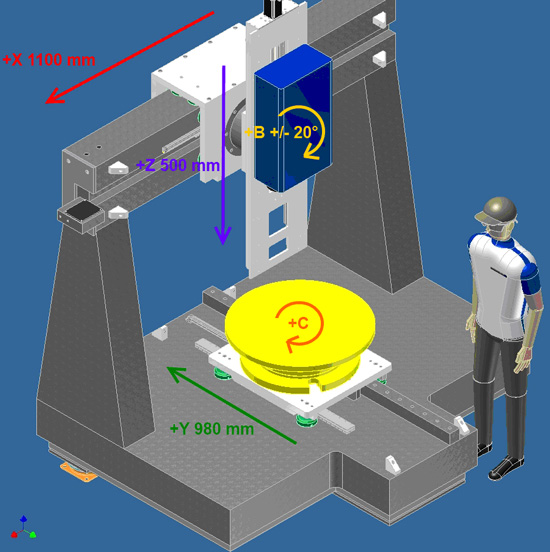
Érintéses-érintésmentes mérés
Más megközelítésben a mérés alapvetően lehet érintéses-felületi tapintós vagy érintésmentes, optikai elvű. Napjainkban az egyes mérések, még a tapintós mérések alkalmazása esetén is, a mikrométernél kisebb bizonytalansággal valósíthatók meg. Érintésmentes távolság meghatározásához lézer fényforrást alkalmazva, a konfokális mikroszkópia mellett a lézer interferométer alkalmazása jön számításba. Mindkét méréstechnológia pontossága nanométeres felbontóképesség-tartományt jelent. Egy felület tulajdonságáról komplexebb képet ad a deflektometrikus és az interferometrikus kép.
2. ábra Az érintéses mérés detektorainak kalibráló berendezése
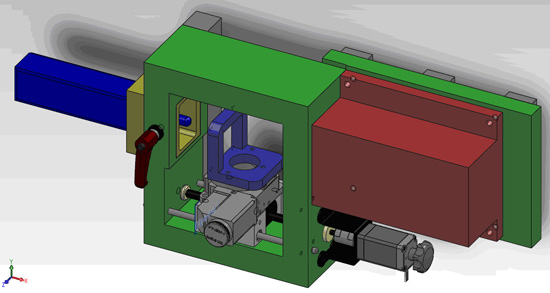
Deflektometriás mérés
A deflektometria strukturált fényes felületmérési eljárások csoportjába tartozó érintésmentes-optikai felületvizsgálati módszer. A deflektometria olyan képalkotó eljárás, melynek során egy előre meghatározott struktúrának a vizsgált felület által alkotott és detektált képét vizsgáljuk. A tárgy által leképzendő struktúrát a legtöbb esetben egy TFT monitorral állítjuk elő, a keletkező képet egy nagyfelbontású, digitális kamerával rögzítjük. A TFT-monitor és a kamera vizsgált felülethez viszonyított helyzetének ismeretében lehetővé válik a tükröző felület rekonstrukciója. A felületrekonstrukció során általában az interferometrikus és a moiré képek feldolgozására előszeretettel alkalmazott fázislépéses módszert alkalmazzák. Ennek során a leképzett struktúra fázisviszonyainak visszaállítása szolgáltat alapot a felületi pontok koordinátáinak azonosítására. Az így kapott kép a vizsgált felületre vonatkozóan méreteket szolgáltat a monitor- kamera rendszer helyzetéhez képest. Az eljárás pontosságának fokozását célzó fejlesztéseknek köszönhetően mikrométer alatti mérési pontosságot sikerült elérni. A deflektometriás mérőfej megmunkáló egységgel való összekapcsolása nem konvencionális, sok esetben speciális szerkezeti megoldásokat igényel. A mérés során nyert képi információ feldolgozásához a jel- és képfeldolgozás legkorszerűbb algoritmusai, eszközei kerülnek alkalmazásra.
3. ábra A deflektometriás mérés elve
Interferometriás mérés
Mivel a mérőrendszernek sík, szférikus és különböző aszférikus felületek mérésére is alkalmasnak kell lennie, célszerű volt annak lehetőségét is megvizsgálni, hogy hogyan lehet a mérőrendszert úgy kialakítani, hogy a felületről kapott információ a lehető legteljesebb legyen, azaz ne kelljen mérési és számítási megoldásokat keresni a lokális mérési adatok egymáshoz viszonyított értelmezésére, illetve összekapcsolására. Javaslatunkban kiemeltük, hogy célszerű egy Fizeau interferométeres üzemmódban működő, Zygo típusú Mark II interferométer adaptálása. Az interferometriás mérések során, a klasszikus elvek alapján, két – egy referencia és egy, a vizsgált felülethez kapcsolható – hullámfront interferenciájának kvantitatív értékeléséből határozhatók meg a mérendő felület paraméterei. Javaslatot tettünk mind a szférikus, mind a sík, mind a parabolikus felületek vizsgálatának ezen elvek menti kivitelezésére.
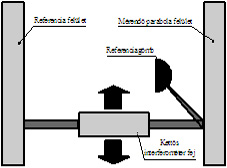
4. ábra Az interferometriás mérés elve
Projekt partnerek:
|
BME, Mechatronika, Optika és Gépészeti Informatika Tanszék Telefon: +36 1 463-2602 Fax: +36 1 463-3787 |
 |
Magyar Optikusok Ipartestülete Budapest V. kerület Telefon: +36 1 331-07-65 Fax: +36 1 302-82-20 |
 |
Hochschule für angewandte Wissenschaften Deggendorf Telefon: +49 (0) 9923-8045-410 |
 |
Institut für Werkzeugmaschinen und Betriebswissenschaften - TU München Telefon: +49 (0) 89-289-15541 |
 |
Forwiss – Universität Passau Telefon: +49 (0) 851-509-31 03 |


Kutatóegyetemi Pályázat
Egyéb
- GERINCŐR
- Ukrán TÉT
- FELINA
- HUNOROB
- MOBIFLEX